| 价格行情 | 价情总览 | 纱线行情 | 棉花行情 | 化纤行情 | 面料行情 | 茧丝行情 | 化纤原料 | 其它市场行情 | 企业报价 |
| 纺织黄页 | 印染黄页 | 纺机黄页 | 针织黄页 | 丝绸黄页 | 化纤黄页 | 面料黄页 | 服装黄页 | 家纺黄页 | 棉纱黄页 |
| 知识技术 | 纺织基础 | 丝绸知识 | 印染技术 | 纺织标准 | 纺织技术 | 服装设计 | 化纤技术 | 纱线工艺 | |
| 纺织资讯 | 服装服饰 | 综合资讯 | 海外资讯 | 科技信息 | 纺织证券 | 纺企动态 |
最新更新
网络推荐
推荐给好友 上一篇 | 下一篇
棉空芯纱线强力与退维时间关系研究
字体: 小 中 大 | 打印 发布: 2007-9-16 10:34 来_源: www.juzhi.com.cn 查看: 5次
采用国产水溶性维纶短纤维纱作芯纱,棉纤维作外包覆层,在传统的环锭纺纱机上纺制包芯纱后,溶去芯纱,制得棉空芯纱线,并对棉空芯纱线的断裂强力与退维时间的关系进行了试验、对比、分析与讨论。
棉空芯纱线是一种新型的纺织产品,研制现状及其性能特性在国外尤其是日本有些报道。棉空芯纱线的特点主要表现在以下几方面:①棉纤维本身就柔软,纺制成空芯纱后,由于纱线的结构比传统的纯棉纱更为松散,所以纱线及其织物的柔软性能更好;②棉纤维本身就具有很好的保暖性,空芯棉纱由于纱线的中心存在着大量的空气,使热量的传递变慢,保暖性能相应得到了提高;③传统棉纱的缺点之一就是重量大,而空芯纱由于中心容纳有大量的空气,与传统的棉纱相比,单位长度的重量可以减轻,从而使织物变的轻而蓬松;④因为空芯纱纤维之间间隙大,容水能力强,所以其吸湿性能较好,吸湿速度较快,吸湿量当然也增大,又因为水分是保持在纤维的问隙间,而不是保持在纤维的大分子问,所以在脱水过程中更容易脱干与蒸发,其干燥所需的时间可以缩短。
棉空芯纱线可以用于生产高档针织内衣、运动衣和高档毛巾类织物以及老人、儿童和病人的贴身内衣等,并且可以提高产品的附加值,增加经济效益。目前,日本制作中空纱线采用摩擦纺纱,并且芯纱多为水溶性维纶长丝。根据我国的实际生产技术水平,为了节约外汇,笔者研制的棉纤维空芯纱是将国产水溶性维纶短纤维作芯纱,外包覆棉纤维在传统的细纱机纺制成包芯纱,而后退维(溶去芯纱),得到棉空芯纱线。空芯纱线及其织物的各项性能与退维时间有着相当密切的关系。但关于其性能的研究较少,也未见相关的文献资料报道。笔者主要对棉空芯纱线的强度性能与退维时间之间的关系进行了研究与探索,以期得到使织物保持较高强力时的最佳退维时间。
1原料与试验准备
试验中纺制了两种不同号数的包芯纱,为了便于对比分析,还纺制了棉与水溶性维纶纤维混比为75:25的混纺纱和37.5 tex的纯棉纱。芯纱采用水溶性维纶纤维1.5 dtex×38 mm,干断裂强度不小于2.3 cN/dtex,干断裂伸长率为27%±9%,溶断温度为92℃,水中不溶物含量不大于0.25%,卷曲数不小于3.0个/25 mm。外包纤维采用精梳棉粗纱,原棉手扯长度为29mm、31mm,按50/50混和,平均长度为30 mm。
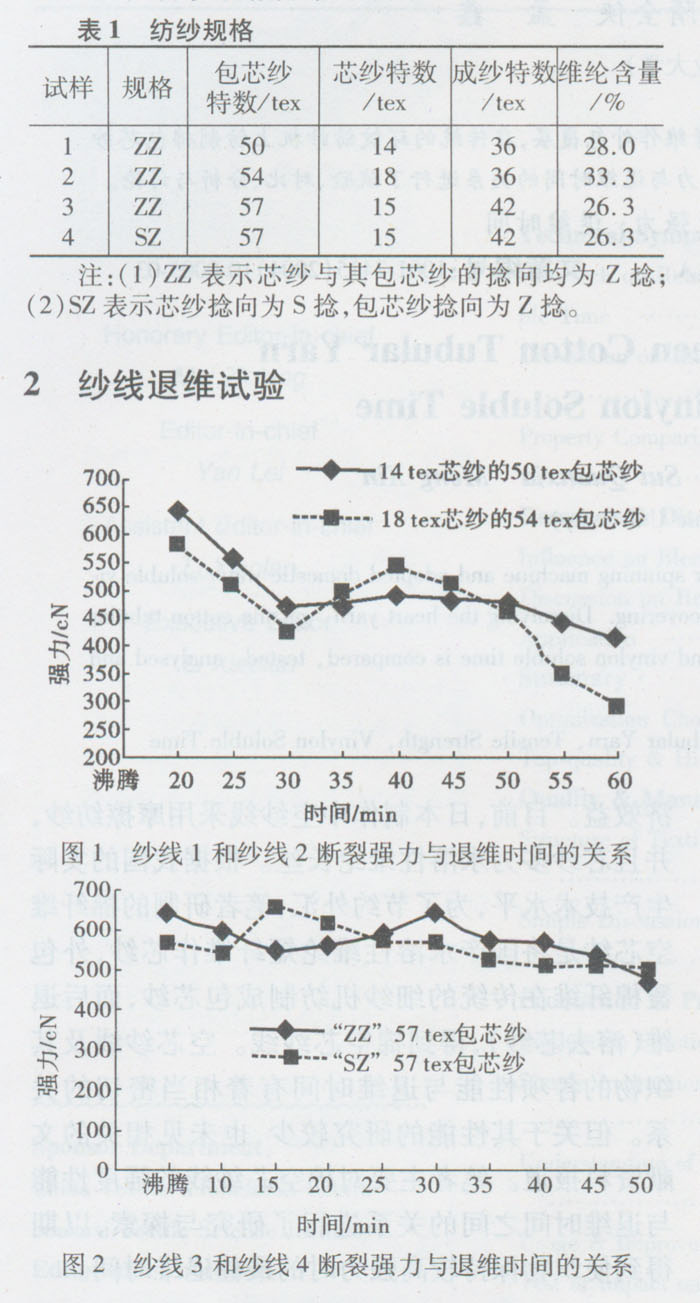
所有纱线均在AS5llA型细纱试验样机上纺制,并在YG061F型电子单纱强力仪上进行拉伸试验。拉伸速度为500 mm/min,纱线试样长度为500 mm。纺纱规格如表1所示。
 500)this.style.width=500;" onmousewheelreturn bbimg(this)">
500)this.style.width=500;" onmousewheelreturn bbimg(this)">将四种包芯纱试样分别缠绕在12个宽5.5cm,高9.5 cm的纱架上,分别编号后放人水温为20℃左右的水中,让其充分浸泡,然后加热至沸腾时取出1#纱架,使水保持沸腾状态,过10 min后取出2#纱架,以后每隔5 min取出一个纱架,直至将所有的纱架都取出为止。将取出的纱架立即用流动的自来水冲洗,之后放在室温为20℃左右、干燥通风的环境下自然晾干。再测试各纱架纱线的断裂强力。相同的试验,各试样纱线同时测试四组,分别得出退维时间相同各试样纱线断裂强力的平均值。纱线断裂强力与退维时间的关系如图1、图2所示。
3试验讨论与分析
(1)由图1可以看出,试样的最高断裂强力点处于水沸腾时。这是由于纱线中的水溶性维纶纤维刚刚开始溶解,芯纱基本上还是完整的。当纱线受到外力拉伸时,芯纱纤维与外包纤维共同承受负荷,使其强力最大。
(2)随着退维时间的延长,芯纱逐渐溶解,纱线变细,与外包纤维共同承受负荷的芯纱纤维逐渐减少,因此,纱线的强力也逐渐降低,直至强力最低点,即退维时间在30min左右。
(3)随后溶解的维纶纤维粘液渗透到纱线的外包棉纤维中,并到达水溶液中,可能在纱线外层形成一层浆膜,对棉纤维起到了粘结作用,使纱线强力逐渐上升。当退维时间达40 min左右时,外包棉纤维吸收的浆液达到饱和时,强力不再升高。
(4)随退维时间的延长,芯纱继续减细,芯纱溶解的溶液逐渐通过外包棉纤维到达水溶液中,纱线强力开始降低。继续延长退维时间,强力无太大变化,基本趋于稳定。估计此时,芯纱可能已完全去除,退维工作完成。综合考虑,达到此阶段的退维时间约为50 min左右。
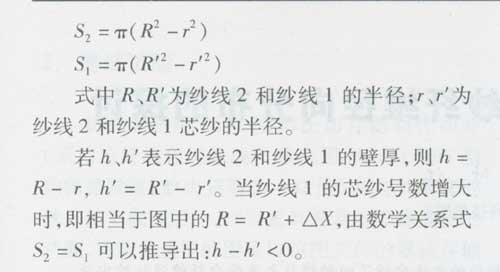
(5)图1中,纱线1和纱线2具有相同的规律,但纱线2的强力变化幅度要大于纱线1,估计是芯纱百分比含量对强力造成了一定的影响。当最后形成的空芯纱号数相同时(即单位长度内外包纤维质量相同),芯纱较粗,空心纱的直径则较大,退维后,形成的中空也较大,因而外包纤维形成的壁厚较薄。芯纱的百分比含量与空芯纱线壁厚的关系分析如图3所示。
 500)this.style.width=500;" onmousewheelreturn bbimg(this)">
500)this.style.width=500;" onmousewheelreturn bbimg(this)">若单位长度内纱线外包纤维质量相同(空芯纱的号数相同),设纤维密度不变,当芯纱号数增大时(如图3所示),则纱线2和纱线1的环状截面面积S2和S1应该相等。
 500)this.style.width=500;" onmousewheelreturn bbimg(this)">
500)this.style.width=500;" onmousewheelreturn bbimg(this)">由于芯纱较粗(号数增大),外包棉纤维的壁厚较薄,所以在退维过程中,芯纱溶解以及其溶解后的溶液与水溶液的交换受到棉纤维的阻碍要小,从而使纱线的整个退维过程加快,强力变化幅度增大(纱线2)。
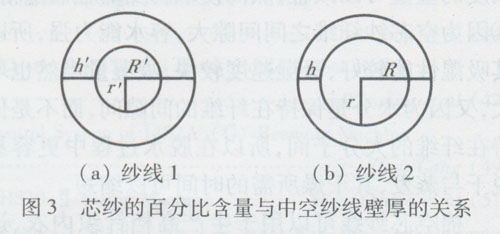
(6)由图2可以看出,纱线3和纱线4的断裂强力与退维时间的关系曲线具有相同的规律。只是纱线4达到较高强力的时间与达到强力稳定的时间与纱线3相比提前了。经解捻试验发现,纱线4在退维30 min时,就已完全退维,而纱线3在退维40 min时,才能完全退维,从而说明了“SZ”纱线比“ZZ”纱线退维容易。这主要是由于纱线4为“SZ”捻包芯纱,在纺制过程中,由于芯纱的捻向与包芯纱捻向相反,故对芯纱有解捻作用,芯纱的捻度大部分被抵消,其结构变的较松散,退维即相对容易;而纺制纱线3“ZZ”包芯纱时,包芯纱的捻向与芯纱捻向相同,故对芯纱有加捻作用,包芯纱成纱后芯纱捻度约为原来捻度的2倍,其结构变的较紧密,退维相对困难。
4 结论
(1)经过简单的设备改进,可在普通环锭细纱机上生产以国产水溶性维纶短纤维作芯纱,棉纤维作包覆层的zz型和sz型包芯纱。
(2)各试样纱线的断裂强力与退维时间关系曲线的变化都具有相同的规律,先降低,再升高,而后再降低并趋于稳定,证明退维工作完成。
(3)空芯纱线号数、捻度、捻向相同时,当芯纱捻向与包覆层捻向相同时,芯纱号数越小,空芯纱的壁厚越厚,完全退维所需要的时间越长。纱线断裂强力随退维时间的变化幅度较小,反之亦然。
(4)空芯纱号数、捻度、捻向相同,当芯纱号数相同而捻向与包覆层捻向相同时,完全退维所需时间长,纱线断裂强力随退维时间的变化幅度较大。相反,完全退维所需时间短,纱线断裂强力较早的趋于稳定。
(5)纱线退维后,有小部分芯纱的溶液粘结在外包纤维上,可以使空芯纱的强力提高。