
若将成形凸轮反装,则所获得的管纱束纱层自上而下退绕,不易将绕纱层带出。当绕纱层自下而上退绕时,因为它的邻层纱为束纱层,其结构较为稳定,一般不易造成脱圈。此时钢领板上升快,下降慢。
此外,工艺因素引起的纱线卷绕密度变化也易造成脱圈。通常纱线的卷绕密度以卷绕圈距(△)来反映,其大小不当将会导致络筒退绕时产生脱圈。计算方法如下:
(1)钢领板每次升降前罗拉(直径为45mm)输出长度L的计算
根据捻线机的传动图可知:
(2)钢领板每次升降在纱管上卷绕的长度L';根据线管成形示意图(见图1)可知:
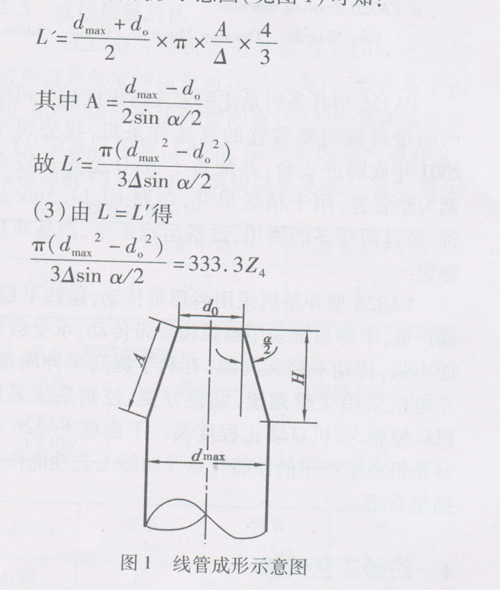
由此可知,升降齿轮Z4与卷绕圈距△成反比。生产上常通过调节Z4来调整纱线卷绕密度,减少脱圈现象。