
我厂对后档胶辊直径的配制非常重视,对成纱质量的各项指标要求极为严格,经过几年的应用实践和详细的对比试验分析。棉纺后档胶辊直径择优配制,可以提高成纱质量,减少粗、细节以及减小锭间cvb值。
1、优选弹簧摇架前、后档胶辊直径搭配
1.1 YJ系列弹簧摇架的特点是:摇架前上罗拉座压力可以进行3-4档调节,而中、后档上罗拉座压力只能微调。影响弹簧摇架前、中、后档压力的主要因素有:上罗拉座弹簧刚度、摇架高低、胶辊直径大小等,后档胶辊直径大小与后区对纤维的控制,有着密切的关系。
1.2弹簧摇架前、后档胶辊直径搭配与成纱质量的关系
弹簧摇架前、后档胶辊直径搭配必须合理选择,有利于威纱质量的控制,经过理论指导实践,为了摸清前后档胶辊直径搭配与威纱质量关系,我们订制了中φ30mm、φ29.5mm、φ29mm、φ28.5mm、φ28mm、φ27.5mm、φ27mm七档后胶辊直径,分别于φ30mm、φ29.5mm、φ29mm、φ28.5mm、φ28mm、五档前胶辊直径进行排列对比,在J18.2k五批品种上,采用同台同锭、同粗纱、同胶辊型号、同新旧程度测试,结果见表1-表5。
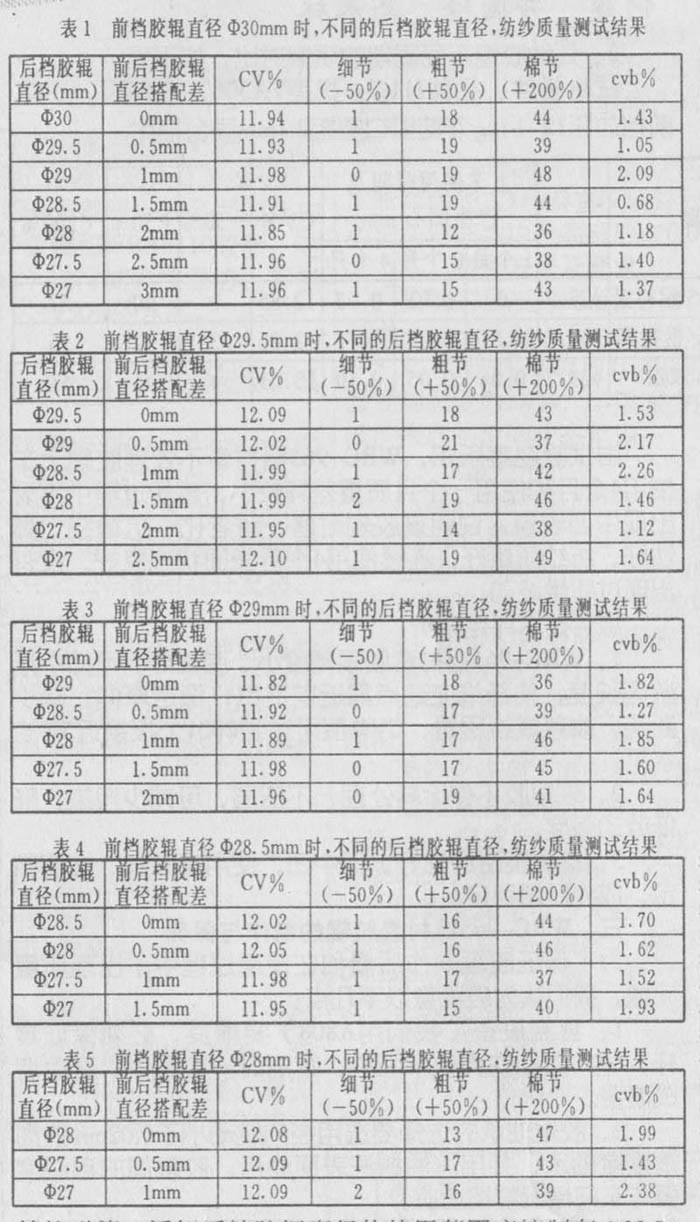
1.2.1从以上表1可以看出,当前档胶辊直径使用φ30mm时,后档胶辊直径选用φ28mm,前后胶辊直径搭配2mm,成纱粗、细节相对耍减少,锭间cvb值差异不明显,相对减小。
1.2.2从以上表2可以看出,当前档胶辊直径使用φ29.5mm时,后档胶辊直径范围φ27.5mm,前后档胶辊直径搭配2mm成纱粗节桕对减少,锭间cvb值。
1.2.3从以上表3可以看出当前档胶辊直径使用φ29mm时,后档胶辊直径选用φ28.5mm前后档胶辊直径搭配O.5mm,锭间cvb值相对减小。
1.2.4从以上表4可以看出,当前档胶辊直径使用φ28.5mm时,后档胶辊直径选用φ28mm或φ27.5mm,前、后档胶辊直径搭配0.5-1mm,锭间cvb值相对减少。
1.2.5从以上表5可以看出,当前档胶辊直径使用φ28mm时,后档胶辊直径选用φ28mm或φ27.5mm,前后档胶辊直径搭配O~O.5mm,成纱粗节相对减少,锭间cvb值相对减少。
1.3弹簧摇架后档胶辊直径使用应注意的问题:
1.3.1弹簧摇架后档胶辊直径如果使用较大时,后档胶辊与后罗拉组成的后区握持力桕对增加,而中区牵伸力、握持力不变,造成中区对纤维控制握持力相对消弱,这样成纱粗、细节会相对增多。锭问cvb值相对增大。
1.3.2弹簧摇架后档胶辊直径如果使用较小时,后区对纤维须条相对握持力不够,造成后区对纤维须条输送不稳定,严重时出现滑溜现象,同样威纱粗、细节会相对增多,锭间cvb值相对增大。
1.3.3根据试验数据分析及日常管理经验、机物料消耗等,
棉纺弹簧、摇架后档胶辊直径的使用范围应控制在φ28.5-φ27.5mm之间,周期调换前档胶辊时,应考虑到后档胶辊直径,优选前后档胶辊直径搭配方案,确保有利于成纱质量。
2、优选气压摇架前后档胶辊直径搭配
2.1 V形牵伸气压摇架的特点是:增加了粗纱后下罗拉和中上罗拉的接触角,因而后区牵伸倍数得以提高,后区对纤维须条握持力较强。后档胶辊沿后下罗拉后移,后胶辊的位置可根据胶辊直径大小进行调节,因此气压摇架后档胶辊直径大小与压力关系比较稳定,可以按需要的位置固定。
2.2气压摇架前后档胶辊直径搭配与成纱质量关系
在气压摇架上,为了掌握前后档前胶辊直径搭配与成纱质量关系,我们订制了φ30mm、φ29.5mm、φ29mm、φ28.5mm、φ28mm六档前胶辊直径,因后档胶辊与后下罗拉是斜面接触加压的,如果调换后档胶辊直径,需要调整上罗拉座的位置,这样会造成试验数据之间的差异,不能完全反映实际值,所以我们将后档胶辊直径订制为φ29.5mm与不同的前档胶辊直径进行对比,在J14.6k品种上,采用同台、同锭、同粗纱、同胶辊型号、同新旧程序.测试结果见表6。
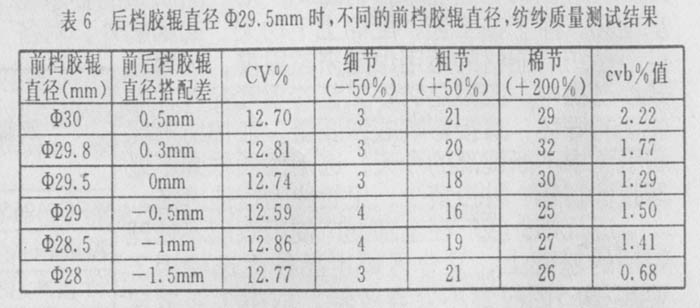
从以上表6可以看出,在气压摇架上,前档胶辊直径比后档胶辊直径大时,成纱粗节相对会增多,锭问cvb值相对增大,前后档胶辊直径搭配范围应控制在O~1.5mm,气压摇架上周期凋换前档胶辊时,一定耍考虑其直径不能比后档胶辊直径大,既使前档胶辊直径比后档胶辊直径大0.3mm.也会影响到成纱粗节、锭间cvb值。要优选前、后档胶辊直径搭配方案,确保有利于成纱质量。
3、结语
优选棉纺后档胶辊直径及前后档胶辊直径搭配,要根据摇架型号、牵伸形式、纺纱品种、质量耍求、设备技术性能、运转管理状态与可纺纱支,结合企业的实际情况,做一此洋细对比试验后,以有利于成纱质量,管理方便,不增加饥构料消耗为原则,确定前后档胶辊直径选择、搭配的最佳方案,使企业的产品质量稳定、一致,取得更大的经济效益。