
1 主题内容与适用范围
本标准规定了纺纱和捻线用金属钩(以下简称“金属钩”)的产品分类、技术要求、试验方法、检验规则和标志、包装、贮存。
本标准适用于纺纱和捻线垂面和锥面钢领用金属钩。
2 引用标准
GB 699 优质碳素结构钢 技术条件
GB 3110 黄铜线
GB 2828 逐批检查计数抽样程序及抽样表(适用于连续批的检查)
FZ/T 90041.4 纺纱和捻线平面钢领用钢丝圈试验方法 显微维氏硬度
3 产品分类
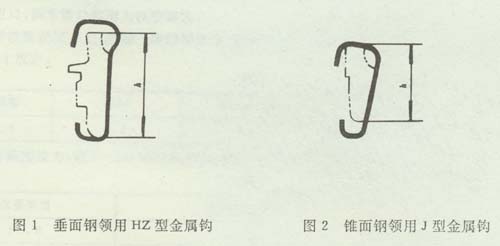
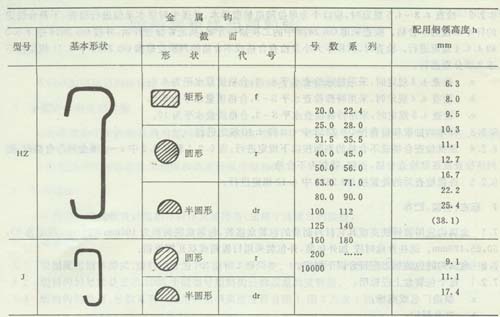
3.1 根据配用钢领型式,金属钩分为HZ型和了型两类。HZ型适用于垂面锕领,J型适用于锥面钢领。
3.2 金属钩的号数是表示1000个同型号金属钩质量的克数值。
3.3 金属钩的类型、截面形状、号数系列和配用的钢领高度应符合图l、图2及下表规定。
3.4 金属钩的标记方法:由产品名称、金属钩型号、配用钢领高度、金属钩截面形状代号、号数、材料和标准号顺序组成。
标记示例 HZ型、配用钢领高度为16.7mm、用半圆形黄铜线制造、号数为224的金属钩应标记
4 技术要求
黄铜 FZ 93003
4.1 金属钩应用GB 699中的70号钢或GB 3110中的H68铜合金线材制造,也可用理化性能不低于上述规定材料的其它材料制造。
4.2 100个同型号金属钩的质量允许偏差为其号数值的±3%。
4.5 70号钢金属钩的显微维氏硬度为600—750HV。
4.4 70号钢金属钩的表面粗糙度R。最大允许值为0.40μm。
4.5 金属钩表面不得有锈斑、毛刺、裂纹和影响使用的伤痕。
5 试验方法
5. 1 质量用感量不大于20mg的天平称量。
5. 2 硬度检查按FZ/T90041.4规定进行。
5. 3 表面粗糙度用表面粗糙度测量仪测定。
5. 4 表面质量目测,仲裁时可用五倍放大镜检查。
6 检验规则
6.1 制造厂应按本标准检验金属钩,使用厂可按本标准对进厂的金属钩进行验收。
6.2 金属钩应进行逐批检查,逐批检查按以下规定进行。
6.2.1 检查4.2规定时,应随机抽取100个单位产品,根据检查结果做出合格或不合格的判断。
6.2.2 检查4.3~4.5规定时,应以个为单位随机抽取样本,并逐个对样本单位进行检查,不符合规定的样本单位为不合格。检查采用GB 2828中的二次抽样方案,从正常检查开始,并按GB 2828中4.6.3和4.6.4规定进行。检查时,其样本大小及检查合格或不合格的判断应根据GB 2828中4.11规定按下述3项分别进行:
a. 检查4.3规定时,采用特殊检查水平s—2,合格质量水平为6.5;
b. 检查4.4规定时,采用特殊检查水平S—2,合格质量水平为6.5,
c. 检查4.5规定时,采用特殊检查水平s—3,合格质量水平为10。
6.2.3 样本的抽取和检查按GB 2828中4.9和4.10规定进行。
6.2.4 逐批检查合格或不合格的判断按以下规定进行:当6.2.1和6.2.2中a—c项全判为合格时,则判该检查批逐批检查合格,否则,就判为不合格。
6.2.5 逐批检查后的处置按GB 2828中4.12规定进行。
7 标志、包装、贮存
7.1 金属钩应用镀锌铁皮或其它材料制造的包装盒盛装,包装盒底面积为100mmX75mm,高度为35,50,65,120mm。运往外地时应加外包装,外包装采用钉板箱或双瓦楞纸箱。
7.2 金属钩的包装标志应符合以下规定。
7.2.1 每个包装盒上应标明:
a. 制造厂名或商标;
b. 产品标记,
c. 生产年月或生产批号,
d. 数量;
e. 合格标记。
7.2.2 外包装箱上应标明
a. 制造厂名,
b. 产品标记,
c. 盒数;
d. 毛重
e. 体积(长X宽X高)
f. 出厂日期;
g. 小心轻放及怕湿标志。
7.3 金属钩应贮存在通风干燥处,供货方应保证金属钩到达使用厂后一年内不生锈。
附加说明:
本标准由纺织工业部技术装备司提出。
本标准由陕西纺织器材研究所归口。
本标准由陕西纺织器材研究所负责起草。
本标准主要起草人赵玉生、何万瑛。