
УоНсЪЧГЩЩДжЪСПжаМЋЮЊживЊЕФЮяРэжИБъЃЌвВЪЧгАЯьВМУцжЪСПЕФжївЊвђЫиЃЌвђДЫПижЦГЩЩДУоНсЪЧЬсИпВМУцжЪСПЃЌТњзугУЛЇвЊЧѓЕФживЊЙЄзїЁЃУоНсЕФПижЦЪЧвЛЯюЯЕЭГЙЄГЬЃЌВЛФмЕЅвЛЕиНЋУоНсЮЪЬтЙщЪєгкФФвЛИіЙЄађЃЌЕЋгІвдЧхЪсЙЄађЮЊжїЁЃЯТУцОЭЧхЪсЙЄађЕФЙЄвеСїГЬЁЂЩшБИадФмвдМАДђЛїСІЖШЕШЗНУцЖдУоНсЕФПижЦзївЛНщЩмЁЃ
1ВњЩњУоНсЕФдвђ
(1)ПЊЧхУоЙЄађЙЄвеСїГЬГЄЃЌДђЛїЕуЖрЃЌИїДђЛїВПМўЫйЖШПьЃЌДђЛїСІЖШДѓЃЌдьГЩЯЫЮЌЫ№ЩЫаЮГЩЖЬШоЃЌдкЪсУоЙЄађШрДъаЮГЩУоНсЁЃ
(2)ПЊЧхУоЙЄађПЊЫЩаЇЙћВЛСМЃЌдіМгЪсУоЛњЪсРэИКЕЃЃЌНЕЕЭЗжЪсаЇЙћЁЃ
(3)ЗжЪсГ§дгдЊМўЕФШёЖШЁЂЙтНрЖШВЛСМЃЌдьГЩЪсРэЖШЯТНЕЃЛПЊЫЩЗжЪсдЊМўЫ№ЩЫдьГЩШЦЛЈЁЂВјЛЈЃЌзюжеЪЙУоНсдіМгЁЃ
(4)гЩгкИїЛњМўдВећЖШЁЂЦНжБЖШВювьЃЌдьГЩЙЄвеИєОрВЛФмЭъШЋвЛжТЃЌгАЯьЗжЪсаЇЙћЁЃ
2ГЩЩДУоНсЕФПижЦ
2ЃЎ1ЫѕЖЬПЊЧхУоЙЄвеСїГЬ
дкБЃжЄПЊЫЩаЇЙћЕФЧАЬсЯТЃЌОЁСПЫѕЖЬПЊЧхУоЙЄађЕФЙЄвеСїГЬЁЃЮвГЇПЊЪМЗФCJ 9ЃЎ7 texЦЗжжЪБЕФПЊЧхУоЙЄвеСїГЬЮЊЃК
A002аЭзЅУоЛњЁС2ЁњA035ASаЭЛьПЊУоЛњЁњA035аЭКРжэПЊУоЛњЁњFA022аЭЖрВжЛьУоЛњЁњFA106аЭКРжэПЊУоЛњЁњA092аЭЫЋУоЯфИјУоЛњЁС2ЁњA076аЭГЩОэЛњЁС2
ОЙ§вЛЖЮЪБМфЕФУўЫївдМАДѓСПЕФЪдбщЪ§ОнБэУїЃЌетвЛЙЄвеСїГЬЖдЯЫЮЌЕФЫ№ЩЫНЯДѓЃЌЦЦЛЕСЫЯЫЮЌдгаЕФЬиадЃЌвђДЫЛљгкCJ 9ЃЎ7 texЦЗжждУоГЩЪьЖШКУЃЌКЌдгЩйЃЌЯИЖШНЯКУЕФадФмЃЌЮвУЧЯргІЕиЫѕЖЬСЫПЊЧхУоЙЄвеСїГЬЃЌИФКѓЕФЙЄвеСїГЬЮЊЃК
A002аЭзЅУоЛњЁС2ЁњA035AsаЭЛьПЊУоЛњЁњFA022аЭЖрВжЛьУоЛњЁњFA106аЭКРжэПЊУоЛњЁњA092аЭЫЋУоЯфИјУоЛњЁС2ЁњA076аЭГЩОэЛњЁС2
ЙиБеA035аЭКРжэПЊУоЛњЃЌетбљздгЩДђЛїЕугЩдA035ASаЭЛьПЊУоЛњЕФЫЋДђЪжЁЂA035аЭКРжэПЊУоЛњСНИіздгЩДђЛїЕуИФЮЊжЛБЃСєСЫA035ASаЭЛьПЊУоЛњЫЋДђЪжетвЛИіздгЩДђЛїЕуЃЌДѓДѓНЕЕЭСЫЯЫЮЌЕФЫ№ЩЫЃЌОЁПЩФмБЃСєСЫЯЫЮЌдгаЕФЬиадВЛБфЁЃ
КЯРэШЗЖЈИїВПДђЛїЫйЖШЃЌМѕЩйДђЛїСІЖШЪЧНЕЕЭУоНсЕФживЊДыЪЉЁЃдкбЁдёИїВПДђЪжЫйЖШЪБгІДІРэКУЖЬШоЁЂУоНсгыГ§дгаЇТЪЁЂУоОэКЌдгТЪМИепжЎМфЕФЙиЯЕЃЌевГівЛИізюМбЕФНсКЯЕуЃЌМШФмЙЛЪЙПЊЫЩЁЂГ§дгДяЕНзюМбаЇЙћЃЌТњзуЪсРэвЊЧѓЃЌгжФмЪЙЖЬШоЁЂУоНсЕФдіГЄТЪПижЦдкзюЕЭЯоЖШЃЌДгЖјЖХОјЦЌУцзЗЧѓГ§дгаЇТЪМАУоОэКЌдгТЪЖјКіТдСЫЖЬШоМАУоНсЕФдіГЄЁЃЮвГЇCJ 9ЃЎ7 rexЦЗжжЪЙгУЕФдСЯЪЧ31mm-35 mmЕФГЄШоУоЃЌдУожаКЌдгНЯЩйЃЌИљОнЩЯЪіМИепжЎМфЕФЙиЯЕЃЌвдМАЪЕМЪЪЙгУЕФдУоЧщПіЃЌЮвУЧЖдПЊЧхУоЙЄађИїДђЪжЫйЖШНјааСЫгХбЁЁЃ
(1)A002аЭзЅУоЛњзЅУоДђЪжЫйЖШгЩ840 rЃЏminНЕЮЊ750 rЃЏminЁЃ
(2)A035ASаЭЛьПЊУоЛњЕквЛДђЪжЫйЖШгЩ700rЃЏminНЕЮЊ692 rЃЏminЃЌЕкЖўДђЪжЫйЖШгЩ828 rЃЏminНЕЮЊ771 rЃЏminЃЌA035аЭКРжэПЊУоЛњДђЪжЫйЖШгЩ1086 rЃЏminНЕЮЊ0 rЃЏmin(ЙиБе)ЁЃ
(3)FA106аЭКРжэПЊУоЛњДђЪжЫйЖШгЩ514 rЃЏminНЕЮЊ400 rЃЏminЁЃ
(4)A076аЭЕЅДђЪжГЩОэЛњзлКЯДђЪжЫйЖШгЩ912 rЃЏminНЕЮЊ804 rЃЏminЃЌИїВПЖЬШоОљгаЫљЯТНЕ(МћБэ1)ЁЃ
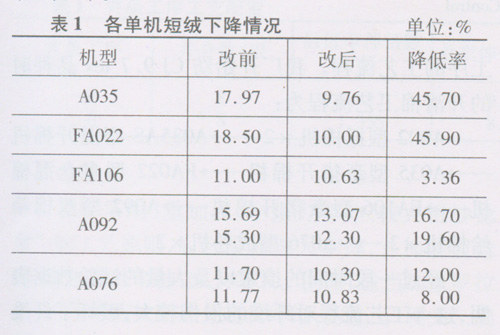
ХфУоЕФЦНОљЖЬШоТЪЮЊ10ЃЎ8ЃЅЃЌНЕЫйКѓУоОэЖЬШоТЪЮЊ10ЃЎ56ЃЅ(ШЫЙЄМьВт16mmМАвдЯТ)ЃЌгЩДЫПЩМЦЫуГідУожСУоОэЕФЖЬШодіГЄТЪЮЊ-2ЃЎ22ЃЅЃЌУоОэКЌдгТЪгЩд0ЃЎ49ЃЅЩЯЩ§ЕН0ЃЎ57ЃЅдіМг0ЃЎ08ИіАйЗжЕуЃЌЕЋУоЭјУодгСЃЪ§УЛгаЖёЛЏЃЌНЯКУЕиДІРэСЫЖЬШоТЪгыУоОэКЌдгТЪжЎМфЕФЙиЯЕЁЃ
2ЃЎ2гХбЁЗжЪсдЊМў
ДггХЛЏЗжЪсдЊМўЮЊЧаШыЕуЃЌМѕЩйКсЯђЪсРэВювьЃЌдіЧПОљдШЛьКЭзїгУЃЌМгЧПЗжЪсзїгУЃЌЬсИпЯЫЮЌОљдШзЊвЦКЭгааЇзЊвЦЁЃЮЊДЫВЩгУЁААЋЁЂЧГЁЂМтЁЂБЁЁЂУмЁЂаЁЁБЕФаТаЭЮ§СжеыВМЃЌдіМгЮ§СжеыГнКсЯђУмЖШЃЌМѕЩйЪсРэВювьЃЌЬсИпЪсРэОљдШЖШЃЌЕРЗђеыВМбЁдёКсЯђУмЖШИќДѓвЛаЉЃЌеыГнИпвЛаЉЕФН№ЪєеыВМЃЌЗРжЙЯЫЮЌТЉАўЁЂШрДъаЮГЩУоНсЃЌВЩгУНЯДѓУмЖШЕФИЧАхеыВМРДЬсИпЮ§СжгыИЧАхжЎМфЕФЗжЪсзїгУЁЃЭЈЙ§ЖдЗжЪсдЊМўЕФгХбЁДяЕНУоЭјЧхЮњЖШИпЁЂЩњЬѕУоНсдгжЪЩйЁЂЯЫЮЌЗжРыЖШКУЁЂзЊвЦТЪИпЕФФПЕФЁЃ
2ЃЎ3МгЧПЩшБИЛљДЁадЙмРэЙЄзї
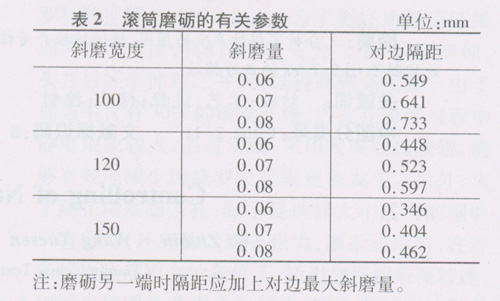
(1)бЯИёПижЦеыВМАќОэЧАЙіЭВТуФЅЙЄзїЃЌБиаыБЃжЄЙіЭВТуФЅКѓЦНжБЖШКЭдВећЖШВЛДѓгк0ЃЎ02mmЃЌаБФЅЪБгІзЂвтаБФЅПэЖШгыаБФЅСПЯрЛЅЦЅХфЃЎЃЎЙіЭВФЅэТЕФгаЙиВЮЪ§МћБэ2ЁЃ
(2)бЯИёПижЦеыВМАќОэЕФЫйЖШЃЌеыВМАќОэЫйЖШгІПижЦдк8 rЃЏminзѓгвЃЌвдМѕЩйеыВМдкАќОэЙ§ГЬжаЕФЖЖЖЏКЭСбЩЫЁЃ
(3)ШЗБЃИЧАхСњЙЧЕФЦНжБЖШВЛДѓгк0ЃЎ05mmЃЌИЧАхѕржКУцИљЫПВювьВЛДѓгк0ЃЎ02 mmЃЌАќОэКѓИЧАхЮхЕуЦНжБЖШВЛДѓгк0ЃЎ07 mmЃЌИЧАхЕФАхЫПВювьаЁгк0ЃЎ1 mmЁЃ
(4)ЧњЙьЧАКѓежАхКЭДѓаЁТЉЕзБэУцЙтНрЛЁЖШгІДяБъЁЃ
ВЩШЁвдЩЯДыЪЉКѓЃЌCJ 9ЃЎ7 texГЩЩДУоНсгаСЫКмДѓИФЩЦЃЌГЩЩДУоНсгЩ229СЃЃЏgЯТНЕжС179СЃЃЏgЃЌЯТНЕСЫ21ЃЎ8ЃЅЁЃ
3 НсЪјгя
УоНсПижЦЪЧвЛИіЯЕЭГЙЄГЬЃЌжЛгаМгЧПЯЕЭГЙЄвебаОПЃЌМгЧПЩшБИЕФЛљДЁадЙмРэЃЌМгЧПЪдбщЗжЮіЃЌВХФмЪЙУоНсПижЦдквЛИіНЯЮЊЮШЖЈЕФЫЎЦНЁЃЮвУЧЕФЬхЛсЪЧЃК(1)ИљОндУоЬиеїКЯРэжЦЖЈПЊЧхУоЙЄвеСїГЬЃЌзіЕНЗжЪсЁЂГ§дгЪЪЖШЁЃ(2)КЯРэХфжУЙЄвеВЮЪ§ЃЌбЁХфКУИїДђЪжЫйЖШЃЌзіЕНЖЬШогыНсдгМцЙЫЁЃ(3)ВЩгУаТаЭЗжЪсдЊМўЃЌдіМгЪсРэЖШЃЌдіЧПЗжЪсаЇЙћЃЌЬсИпУоЭјжЪСПЁЃ(4)ЬсИпЩшБИдЫзЊзДЬЌЕФЮШЖЈадЃЌЯћУ№ЬЈВюЁЂЖЇВюЃЌБЃжЄжЪСПЕФЮШЖЈЁЃ