
1 转杯纺加捻效率与纺杯转速的关系
1.1 试验测试
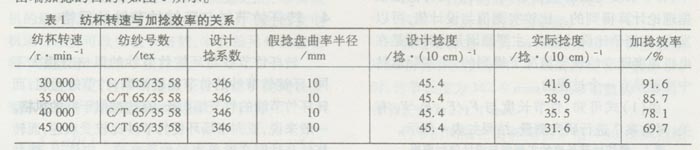
为研究纺杯转速与加捻效率之间的关系,我们以C/T65/35 58 tex为研究对象,在设计捻系数相同、假捻盘曲率半径相同、其他工艺条件一致的情况下,改变纺杯转速,作了大量试验,测试情况见表1。
1.2 分析
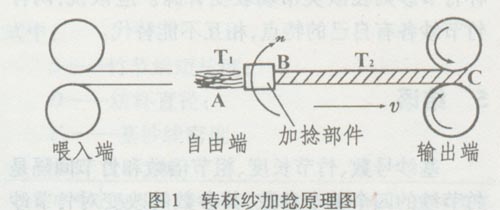
从表1看出,转杯纺加捻效率随纺杯转速的提高而降低,这是因为转杯纺纱属于自由端纺纱,其基本原理是使喂人端与加捻部件同向、同速回转,形成自由端,并采用断裂(分解)的方法,使喂人端与加捻部件之间的纱条断裂,在加捻部件到卷绕部件区域内不会产生反向捻回,从而达到自由端加捻的目的,如图1所示。
转杯纺的加捻工艺过程为:被分梳辊分解的单纤维和气流一起通过输送管吸人转杯,气流从转杯排气孔排出,纤维则沿转杯壁斜面滑移至离心力最大(即直径最大)的凝聚槽内,形成周向排列的须条。引纱(即形成自由端的部分)从引纱管(连假捻盘)吸入即被甩至凝聚槽,与已凝聚的须条相接触,随着纺杯的回转而加捻。引纱与须条搭接在一起,随着引纱的输出,须条离开凝聚槽(离开这个点叫剥离点),引纱的捻度被传递给须条,形成转杯纱。
在捻度传递过程中,必须满足加捻力矩大于纱条抗扭力矩这个力学条件,并考虑时间因素,因为纱条在加捻力矩的作用下,从发生变形到形成捻度需要一定的时间。如果作用时间过短,纱条只发生弹性变形,缺少塑性变形时间,纱条捻度不足。因此,当纺杯转速增高时,一方面由于离心力增大,纱条与凝聚槽之间的阻力增大;另一方面由于加捻力矩作用时间相应偏短,加捻效率降低。
2 转杯纺加捻效率与纺纱号数的关系
2.1 试验测试
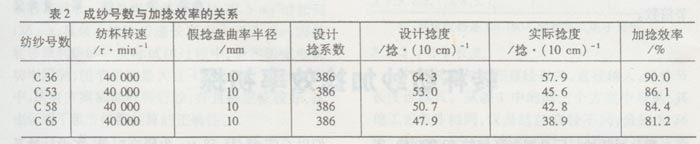
为研究纺纱号数与加捻效率的关系,我们用同一种纯棉熟条,在设计捻系数相同、纺杯转速相同、假捻盘曲率半径相同、其他工艺条件一致的情况下,改变成纱号数,作了一系列试验,测试情况见表2。
2.2 分析
从表2可以看出,随着纺纱号数的增加,加捻效率越来越低。这是因为纺纱号数越大,纺杯回转纱条中纤维根数越多,纱条的抗扭力矩越大,加捻力矩产生的作用变小,使纱条捻度降低,,最终导致加捻效率相应降低。
3 转杯纺加捻效率与设计捻系数的关系
3.1 试验测试
为研究设计捻系数与加捻效率的关系,我们以实际生产中T/C 65/35 53 tex为研究对象,在转杯转速相同、假捻盘曲率半径相同,其他工艺条件一致的情况下,改变设计捻系数作了一些试验,参看表3。
3.2 分析
从表3可以看出,随着设计捻系数的增大,成纱的加捻效率反而降低。这是因为在转杯纺加捻过程中,回转纱条的加捻力矩经过剥离点渗透到凝聚槽中一段弧长的须条上,使纱条上的捻度受到损失。设计捻系数越大,纱条实际捻度越大。纱条捻度越多,加捻力矩传到槽中须条的弧长越长,由于该段弧长须条截面根数不足,该段须条得不到完善的捻度,加捻效率随之降低。

4 转杯纺加捻效率与涤棉混纺比的关系
4.1 试验测试
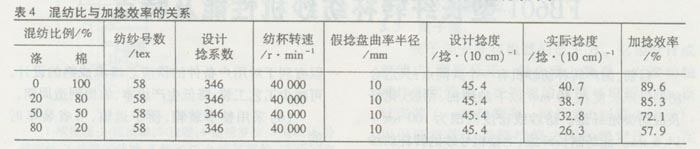
为研究涤棉混纺比例与加捻效率的关系,我们以涤棉58 tex为研究对象,在设计捻系数相同、纺杯转速相同,假捻盘曲率半径相同、其他工艺条件一致的情况下,改变涤棉混纺比例,作了一系列试验.参看表4。
4.2 分析
从表4可以看出,随着涤比例的升高,加捻效率反而下降。这主要是因为纤维的摩擦因数、弹力、回弹性都大大高于棉和一般纤维。在纺杯高速运转、凝聚加捻的过程中,产生的反向阻力也大大高于其他纤维,这样就影响了正常的捻回生成,大大降低了加捻效率。
5 转杯纺加捻效率与假捻盘曲率半径的关系
5.1 试验测试
为研究假捻盘曲率半径与加捻效率的关系,我们以C/T 65/35 58 tex为研究对象,在设计捻系数相同、纺杯转速相同、其他工艺条件一致的情况下,采用不同曲率半径的假捻盘,作了大量试验,参看表5。
5.2分析
从表5可以看出,随着假捻盘曲率半径的增大,成纱加捻效率反而降低,这是因为假捻盘主要是起假捻作用,纱条在运行过程中与假捻盘贴紧运动,此时纱条一方面发生回转运动,线速度为Vf,另一方面沿引纱方向发生直线运动,线速度为Vl,两者的合成速度为Vh。Vh的存在必须产生一个与Vh方向相反的摩擦阻力μN,该摩擦阻力分解为一水平分量μNsin θ,一垂直分量μNcos θ,请看图2。
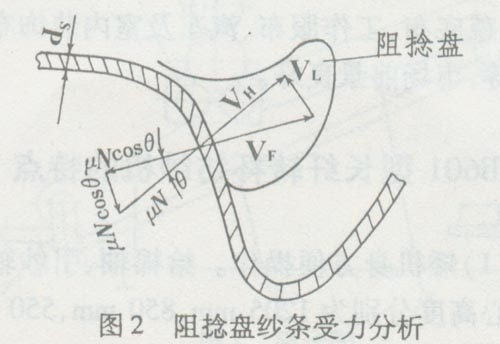
Vf纱条回转线速度;Vr-引纱速度;Vh-合成速度;μN-与Vh反向的摩擦阻力;θ-摩擦阻力与其垂直分量的夹角:ds-纱条直径。
此垂直分量与回转纱条相切,因而对纱条产生摩擦力矩,使纱条绕其轴线回转而产生假捻捻度。曲半径大的假捻盘,纱条与假捻盘的接触长度和面积都大,摩擦作用强,产生的假捻作用强,回转纱条与凝槽中须条的联系力更大,更大程度地降低成纱捻度。

6 结语
通过以上试验及分析,我们可以看到:转杯纺加捻效率随着纺杯转速的增高、纺纱号数的增大、设捻系数的增大,涤棉混纺比例的增大、假捻盘曲率半径的增大而降低,降低的幅度还比较大。这有助于我们更有效地控制转杯纺的成纱捻度,从而更好地控制成纱质量,为后道工序打下良好的基础。由于转杯纺纱的成纱结构及加捻机理和环锭纺纱有较大的不同,因此更深入地探讨转杯纺的加捻效率将是我们今后研究的重点。