
胡麻属亚麻类,纤维同样具有透气性、吸湿性、耐用、清爽性及排湿性等优点,织成的织物具有透气性好、吸湿性强、散热快、穿着凉爽、易于洗涤、坚实耐磨的特点[3]。我省是胡麻的主要产区,常年种植面积约在250万亩左右,占全国种植面积的四分之一,资源十分丰富。利用胡麻纤维加工生产纯麻纱,虽有多年生产历史,但由于其纤维粗硬、强度和分裂度偏低,果胶含量多,含杂量大,以及死麻屑等指标不及苎麻和亚麻,在梳理及纺纱过程中不能有效的控制,所以长期以来,所纺纱支偏低。
近年来,麻纺产品十分走俏,特别是中支数纯麻针织纱需求的不断扩大和供不应求。为了充分利用我省丰富的亚麻资源优势,积极研制和开发中支纯胡麻纱,提高胡麻纤维的使用价值,为企业创造更好的经济效益,满足市场需求。甘肃省武威亚麻纺织厂利用亚麻湿纺生产线条件,采用短麻精梳工艺路线,突破传统的工艺、技术路线,优选工艺参数,特别对粗纱捻系数进行了大胆的探索和研究,开发生产出了胡麻20-24中支纯麻针织纱,提高了胡麻的可纺性,为利用胡麻开发生产中、高支纱开辟了一条有效途径,本文就利用胡麻纤维纺制22Nm纯麻针织纱的生产谈一点体会。
1 工艺流程的选择
亚麻湿纺工艺属束纤维纺纱,保证成纱质量的关键取决于原料的工艺长度、强度和分裂度。胡麻在强度、分裂度、长度等工艺指标方面低于亚麻,而果胶含量却高于亚麻。因此,提高可纺性的重点应在强度、分裂度、长度三要素上进行工艺研究。
针对胡麻纤维的特点,利用甘肃省武威亚麻纺织厂现有的细纱机和煮漂锅,在工艺设计中根据原料的设计强度、长度基本相同的条件下,分裂度越高,越有利于纺制高支纱的特点。表1是梳成麻和栉梳短麻强度、分裂度和含杂等指标的情况,分析表中各项指标可以看出,一般经过栉梳机梳理后的栉梳短麻,其分裂度较高,故采用栉梳短麻较为有利。工艺采用走短麻湿纺复精梳工艺路线为好。其工艺流程是:混纺加湿养生→高产联梳→头道预梳→二道预梳→精梳→头道针梳→复精梳→二道针梳→三道针梳→四道针梳→粗纱→煮漂→湿纺细纱→干燥→络筒→包装
表1 梳成麻和栉梳短麻强度、分裂度和含杂等指标
指标 | 平均强度/N | 分裂度/Nm | 含杂/% | 麻粒子/个·(20g)-1 |
梳成麻 栉梳短麻 | 162 201 | 247 395 | 0.98 5.51 | 1.22 6.06 |
2工艺参数的选择
2.1 梳麻工序
梳麻工序是胡麻纤维加工很主要的工序之一。生产时应加大高产联梳机梳理强度,合理分配速比及负荷,使纤维分裂度进一步提高,降低含杂率。另外胡麻纤维果胶含量大,纤维粗硬,成纱毛羽大,在加湿养生中应加大软麻剂用量,适当提高车间湿度,减少静电现象,提高成纱条干质量。表2、表3分别为混麻加湿机和高产联梳机生产加工胡麻纤维中支纱的工艺参数。
表2 混麻加湿机工艺参数
指标 | 工艺 |
折包机喂运输带速度/m·min-1 折包机针帘速度/m·min-1 折包机匀麻斩刀与针帘隔距/m 喂入机匀麻斩刀摆动次数/次·min-1 喂入机剥麻斩刀摆动次数/次·min-1 喂入机匀麻斩刀与针帘隔距/m 成条机大滚筒转速/m·min-1 成条机喂入运输带速度/m·min-1 成条机牵伸罗拉带速度/m·min-1 加湿回潮率/% 出条速度/m·min-1 出条重量/g·m-1 | 0.58 9 0.9 86.5 118 0.5 172 2 46 15±2 54 100±10 |
表3 高产联梳机工艺参数
指标 | 工艺 |
喂入麻卷数 喂入定重/g·m-1 喂入速度/m·min-1 输出速度/m·min-1 大锡林转速/m·min-1 道夫转速/m·min-1 牵伸/倍 出条重量/g·m-1 满筒定长/g·m-1 重量偏差/% 不匀率/% 含杂率/% | 10 1000 1.7 65 175 28 28 30 1000 ±2 ≤6 ≤1 |
2.2 前纺工序
前纺工艺生产加工胡麻纤维时,麻条在精梳以前采用轻定量喂入,使麻条得到充分的梳理。复精梳工艺应使顶梳和圆梳隔距尽量减少,麻条中短纤及剩余的麻皮、麻屑也得到进一步的清除,使纤维保持较好的整齐度,以利于煮漂中纤维分裂度的均匀提高及短绒率的相应降低。粗纱加工生产时,其捻系数应比纺同支数亚麻纤维纱偏大20%左右,以保证胡麻纱经煮漂后粗纱具有一定的湿强,利于在细纱牵伸区有较高的强力保证,因此,粗纱捻系数应控制在0.36-0.38之内,卷绕密度在0.36-0.37为宜,下机粗纱分裂度控制在680-750公支。表4为前纺工序生产加工胡麻纤维中支针织纱的工艺参数。
表4 前纺工序的工艺参数
工序 | 喂入根数 /根 | 并合根数 /根 | 出条速度 /m·min-1 | 隔距 /mm | 牵伸倍数 /倍 | 出条重量 /g·m-1 |
预针-B303 预针-B304 精梳-PB129-LC 复精梳-PB12P-LC 理条-B304 针梳-B423 针梳-B432 针梳-B442 粗纱-P0-164 | 8 8 24 24 8 8 8 12 96 | 8 8 24 24 8 8 4 3 1 | 55.8 56.9 51.2 52.3 44.0 39.7 14.5 | 55 50 38 40 50 45 40 40 | 7.85 8.03 22.5 19.6 7.23 7.33 6.27 5.61 8.26 | 30 30 18 15 20 17 12 5.5 1/1.5 |
3.3 煮漂工艺
煮漂采用亚氧漂工艺,工艺流程为:酸洗→亚漂→水洗→氧煮→水洗。具体煮漂时应采用重亚氯酸钠漂,轻氧煮的方法,来进一步提高胡麻纤维的分裂度和减少纤维损伤,使其煮漂后的胡麻粗纱品质指标为表5所列参数。煮漂工艺曲线如图1所示。
表5 煮漂后胡麻粗纱品质指标
纤维分裂度/Nm | 长度/mm | 白度/% | 煮漂损失率/% | 粗纱湿强/cm |
950-980 | 98-103 | 57-59 | 11.5-12.5 | 700-800 |
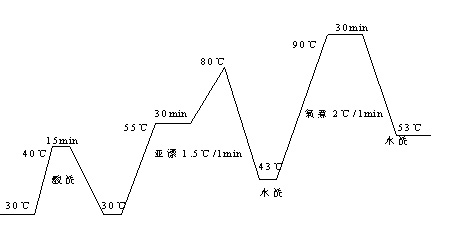
图1 胡麻针织粗纱煮漂工艺曲线
2.4 细纱工艺
生产加工胡麻纱时细纱机主要采用小牵伸来进一步控制好成纱条干及减少细纱断头率。表6为细纱机生产加工胡麻纤维中支针织纱的工艺参数(细纱机为前苏联生产的TLM-88-ns型)。
表6 细纱机工艺参数
项目 | 细纱支数 /Nm | 煮漂损失率 /% | 牵伸罗拉速度 /m·min-1 | 牵伸倍数 /倍 | 捻度 /捻·m-1 |
TLM-88-ns | 22 | 10-13 | 11.5 | 12.9 | 467 |
4 结语
胡麻纤维经湿纺的22公支纯麻纱各项品质指标如表7。根据实测数据,各项指标均达到F2/T32001-91行业标准要求。
表7 22s纯胡麻纱品质指标
项目 | 标准 | 实测1 | 实测2 | 实测3 | 实测4 | 实测5 | 实测平均 |
断裂长度/km 百米重量变异系数/% 断裂强力变异系数/% 黑板条干均匀度/% 麻粒总数/个·g-1 粗节/个·(400m)-1 百米重量偏差/% | ≥15 ≤7 ≤22 ≥60 ≤14 ≤4 ±4.5 | 18.81 2.6 17.6 60 5 0 1.73 | 17.92 3.7 18.0 70 8 1 3.52 | 16.54 4.5 15.64 60 6 0 4.70 | 20.31 5.6 14.71 80 7 0 4.21 | 19.48 6.2 18.90 70 3 2 2.60 | 18.61 4.52 16.97 70 6 0.6 3.35 |
实践证明,只要认真掌握胡麻原料的特性,在生产中采用相应的措施,加强关键工序质量控制,合理选择工艺参数,用胡麻生产中支纯麻针织纱,在工艺技术上是可行的,而且纱线质量比较稳定,产品成本较低,在市场上有一定的竞争力,销路较畅,经济效益显著。