
(1)在机器运行过程中,由于误操作或其他原因,只要拨动手动开关,压浆辊就会抬起,由于压力开关的S10的原因造成停车。
(2)如果此控制气管破裂或接头处漏气,气压降低,则二位五通阀不能准确工作,致使压浆辊无法完全抬起,严重的还能造成系统中其他控制阀工作失灵,甚至停车;尤其在双浆槽浆纱机中有四条这样的控制气路,表现得更加明显。
(3)由于浆槽工作环境比较恶劣,容易造成二位五通阀转换不灵活,有时即使在工作气压(6.5×105Pa)下也无法正常工作。
将此气路控制改为电路控制(见图1),效果较好且改造费用较低。
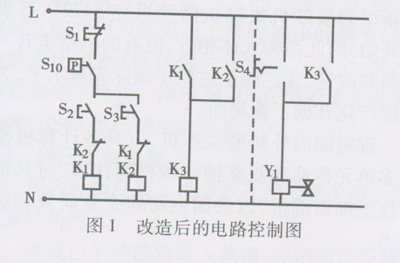
改造中只需将手动开关阀改为有一对常开触电的手动开关,二位五通阀改为电磁阀Y1就可以了,但需将电磁阀Y1至气缸的两根气管在电磁阀空气出口处对调一下,以使手动开关向下拨动时电磁阀Y1、电磁线圈工作,预压浆辊下压。在实际接线中,只要将图1中虚线右边的线路接上即可。
改造后的工作原理是:在机器准备运行时,应先向下拨动手动开关S4,使电磁阀Y1工作,预压浆辊压下,同时压力开关S10闭合,机器处于准备运行状态;当按下启动按钮S2慢速接触器K1吸合,接触器K3吸合,机器慢速变位常速运转。此时,当按下启动按钮S3时,常速接触器K2吸合,机器由慢速变为常速运转。由于K3是吸合的,无论机器是慢速还是常速,或是拨动手动开关S4,电磁阀Y1仍然工作;也就是说,机器在运行过程中压浆辊是无法抬起的,只有机器停止运转时,手动开关S4才能够将压浆辊抬起。
这种改造方法对祖克浆纱机而言,既适合预压浆机构,也适合主压浆机构。