
近来十五年左右特别是近十年,国内外纺织发展的速度非常之快,尤其是国内的发展速度更是日新月异,与国外相比多数纺纱品种都能站在同一个起跑线上,可喜可贺,但在自动化水平上尚有不小的差距,同行们仍需努力。
1粗纱机的发展
粗纱机是棉纺工程中的重要工序之一,在环锭纺纱系列中是不可缺少的工序,粗纱机紧随时代的前进而不断的更新发展。早期的托锭式结构粗纱机发展为悬锭式结构粗纱机,其纺纱速度、粗纱卷装和捻度均有较大的提高,从而造成生产的高效率和粗纱成纱的高质量,有划时代的意义。总体上讲提高生产效率约30%~40%、成纱质量约提高1~2个数量级。九十年代初至今计算机控制的粗纱机的研制生产及使用已基本成熟,能够大批量的投至纱厂使用,使粗纱机的机电一体化水平有划时代的进步。
以下是对两种机型的略述:
1.1悬锭式粗纱机
1.1.1粗纱机四大主运动:
四大主运动是牵伸运动、锭翼旋转运动、龙筋升降运动(纱锭升降)筒管旋转运动(筒管卷绕)。通过锥轮系统、成形机构和总牵伸、捻度、卷绕等6-8种配换齿轮,使这四大主运动完成有限数据量的匹配,纺制粗纱。这有限的数据量对于实际纺纱过程中所发生的诸多环境等变化是不能随时满足要求的,这是控制的粗纱机力所不及的。
1.1.2关于不一致系数的思考
目前传动控制的粗纱机不一致系数的设置不近一致,差异较大,有的机型不一致系数等于零,有的为正值,有的为负值,其绝对值均不大于O.5。从实际开机生产中发现不一致系数的选取与其他相关机构的数据有匹配之关联,比如锥轮曲线、锥轮皮带的位移量等等。
1.1.3锥轮机构及其锥轮曲线
锥轮机构是粗纱机上主要部件,是粗纱机四大主运动相互匹配运行的关键部件;锥轮曲线的设计是很复杂的,目前粗纱机锥轮曲线各家设计的有较大的不同,有的采用直线锥轮,有的采用正规的曲线锥轮,而我们设计的是采用经过修正后的非正规双曲线锥轮,这种锥轮最能满足实际纺纱的需要,但这种满足也只能是相对其它曲线锥轮而言。真正接近或近似纺纱的实际锥轮曲线,结构的锥轮是难以达到的,甚至是不能达到的,其原因是理想的曲线无法在锥轮实体上体现,加之锥轮皮带轴向位移量的精度无法保证。皮带实体的宽度限制了其自身轴向移动量的精度,另外还有一个致命的无法克服的缺陷就是皮带的滑移,这种种固定因素造成锥轮在传递速度上,能粗略的满足实际纺纱之要求。这里所说的粗略的除了只能实现一些给定部分数据量,尚不包括许多随时变化因素而造成的数据量,以及至今尚无法准确说明的粗纱纱团的实体,它不是刚体亦不是规则的弹性体,诸多原因促成其是一个无规则的半弹性体,很难用准确的数学式表示。
1.1.4成形机构及其纱团锥体的形成:
粗纱机的成形机构的设计是非常典型而成功的机构,而且各种机型的成形机构的结构基本一致,无本质上的区别。成形机构通过齿条控制锥轮皮带起始位置和移动量、通过托架拉杆和换向箱完成下龙筋升降换向及升降动程的变化,完成粗纱团成形。但由于控制的数据量有限,所以粗纱团形状变化范围有限。
1.2计算机控制的粗纱机
计算机控制的粗纱机较式的粗纱机就其功能和成纱质量及生产效率等均有较大的改善和提高,还有部分功能是式粗纱机无法达到的。目前国内外有多种机型,就其使用电机多少而区分有两电机、三电机、四电机及多电机的计算机控制的粗纱机。从使用、维修、成本及其可靠性来考虑,我认为两电机和四电机方案的粗纱机较为理想。两电机结构(实际亦是三电机)较三电机结构相比从运转精度、可靠性和控制的方便性而言优越许多,四电机结构方案中其优选方案应该是带有差速箱的为首选,理由有以下各点:一是降低计算机等元器件匹配精度要求;二是消除了大部分各电机的运行误差;三是提高运行中的可靠性特别是升降换向电机的可靠性;四是降低整机成本(不必采用伺服电机方案)。
1.2.1计算机控制的粗纱机的设计基础
计算机控制的粗纱机的设计是型粗纱机继承和发展,特别是传动链的全部数据,这些数据是有纺纱机以来所积累结晶出来的,我们只能在此基础上加以细化和发展,使其更能满足现代纺纱的实际之需。
式粗纱机核心数学关系式就是牵伸和卷绕两大运动相匹配的数学关系式,这组数学关系式因为是通过数种配换齿轮和锥轮组合实现的,其数量是有限的,而且是粗略的。但是是可以纺纱的。一旦纺纱达不到要求,尚可通过人工调整方式更换配换齿轮来满足纺纱的粗略要求。
在实际纺纱中,因各种因素的影响需要无数个满足瞬时之需的牵伸和卷绕相匹配的纺纱曲线,这是传动的粗纱机无法实现、无法满足的。由于有了计算机、变频器、可编程控制器、旋转编码器等一系列的电子电器控制元件的存在,再通过软件程序的控制,能够设计出随时满足纺纱实际之需的理想的牵伸和卷绕相匹配的曲线。
1.2.2用学习方法实现纺纱所需的理想曲线:
在最终完成理想纺纱曲线之前,实际运行中有三条曲线在运作。一条是设计曲线(初始线亦可是的基础线),一条是向理想曲线学习的过渡曲线,一条是最终理想的纺纱曲线。以上三条曲线的形成和三条曲线相互关联和发展就是计算机控制的粗纱机设计研制软件程序的核心。
初始曲线:以传动为基础的建立起数学模型的曲线,实际是完全继承传动的有始以来的全部有益之成果,当然这其中亦有传动自身无法解决的缺陷。
过渡曲线:过渡曲线是以初始曲线为基础,运用学习方法,在纺纱过程中对影响纺纱的各种变量不断地进行修正,使其适应纺纱的要求,最终完成一条理想的纺纱曲线。
理想曲线:理想曲线即实际纺纱曲线,这条理想曲线是采用计算机学习方法在初始曲线的基础上通过纺纱过程对其影响纺纱的各种变量进行修正,最终造就一条理想的纺纱曲线,在这条曲线控制下的粗纱机纺制成优质粗纱。
1.2.3 CCD传感器的设计与应用:
CCD传感器既是一个检测元件又是一个指挥元件。ccD传感器主要是检测粗纱实体位置高低,一般说法是粗纱张力的大小即纱线的松紧,检测精度可达0.1mm。
粗纱张力的大小,对于成纱质量是有较大影响的,影响粗纱张力大小的因素是多种的,粗纱松与紧是诸多因素所造成的,其中有许多因素是随机而产生的,是传动的粗纱机无力应对的。主要影响粗纱张力的因素(方面)有锥轮曲线的选用、锥轮皮带的选用、其摩擦系数的变化、卷绕密度、捻度的变化、运动龙筋的负载、换向机构灵敏性、环境方面有温度和湿度的随时变化,另外还有轻微影响因素,纤维品种、粗纱定量的大小等等。综合上述诸多影响粗纱张力的因素其形象的显示就是牵伸钳口至锭翼顶端之间的粗纱段的下垂量,装在此处的CCD传感器能够准确检测粗纱下垂量的多少。粗纱张力的变化是随机的,传动粗纱机调整粗纱张力是通过张力微调机构调整锥轮皮带的轴向位移量来实现,这种调整亦是粗略的和有限数据量,原因是张力轮的件数齿数有限,较计算机相比其精度更是无法相比的。单就锥轮皮带轴向移动量讲,计算机可以精确到0.05mm以下,皮带传动是绝对无法实现的。计算机与CCD传感器相配合可以随机瞬时完成粗纱张力的调整,这一功能是传动粗纱机根本不可能实现的,没有CCD传感器检测和将所测得数据准确地反馈给计算机,单就计算机本身,也是根本无法实现的。由于CCD传感器是唯一的在线检测工具,加之计算机的应用与其他电器控制元器件的应用,就能相对的实现恒张力纺纱。
CCD传感器的设计主要是要完成三条曲线的控制及三条曲线本身位置控制,特性是上限位线的位置的设定位。三条曲线是指的粗纱机台面上三条粗纱线段。这一线段是纺纱全程中唯一能够检测粗纱张力之处,对线段控制如图所示,
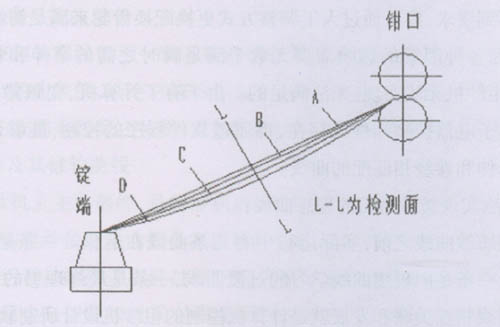
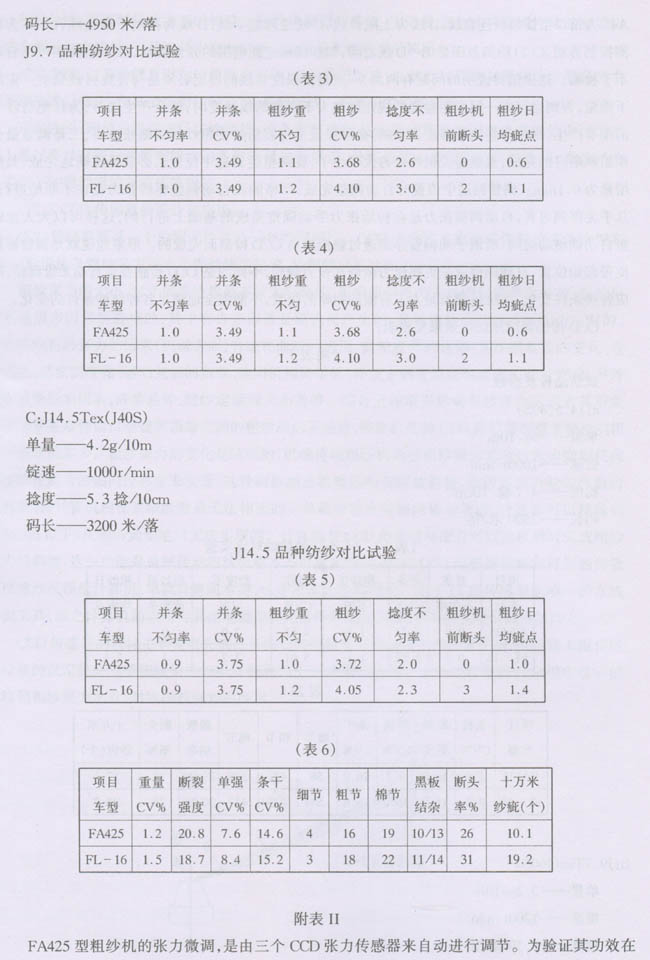
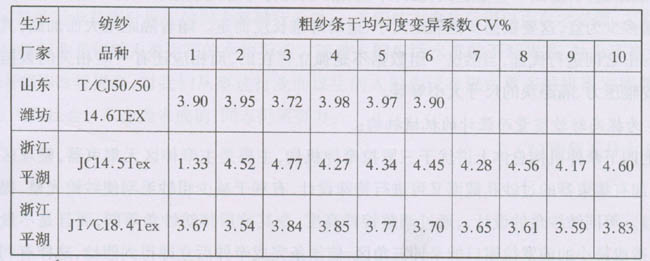
CCD传感器应用纺纱效果见附表:
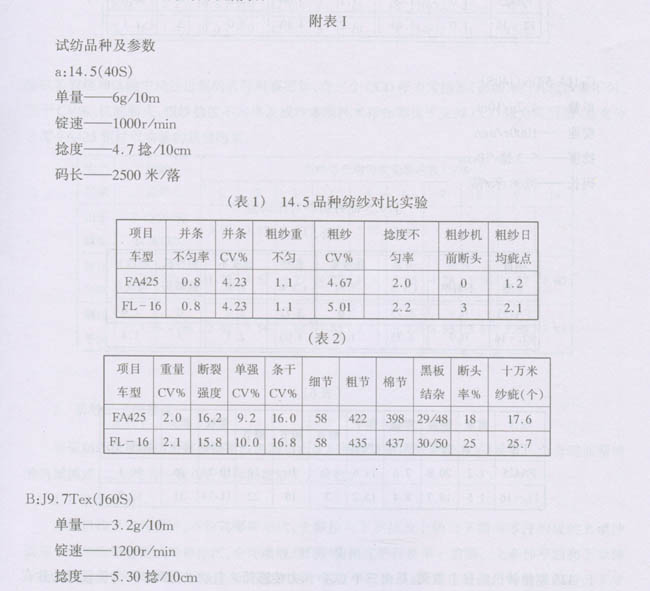
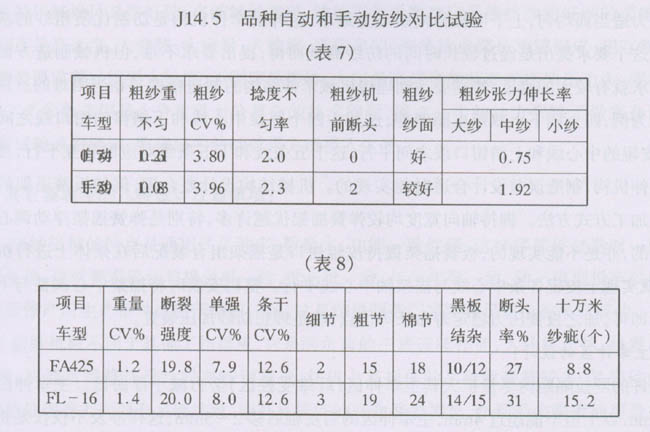
纺纱过程的作用,我们特做自动和手动纺纱对比试验:
由试验数据和试验中纺纱过程的实际观察得知,有三个ccD张力传感器(自动)时,其粗纱重不匀、
条干CV%、机前断头、粗纱捻度不匀率及成纱多项技术指标都优于关掉CcD张力传感器,是充分
发挥FA25粗纱机功能的重要因素。
2纺纱工艺的想法
保证纺纱机能够纺出高质量粗纱继而纺出优质细纱应从两方面努力,一是有一个合理而精确的模式,二是要有一套切合实际的纺纱工艺参数。
2.1牵伸机构:
牵伸机构形式有多种,不论其哪种形式,上罗拉与下罗拉及上销与下销等零件构成的上牵僻面和下牵伸面组合而成的牵伸区,全部接触直线位的相互平行是第一重要。上牵伸平面和下牵僻平面说的是上、下罗拉中心线相连而形成的两个相互平行的平面,真正完成牵伸纺纱的是上下罗拉外径相切的切线相连而形成的牵伸面,这几条相连的上下罗拉切线必须保证其相互平行,加之摇架机压力适当而均匀,上下罗拉径向跳动为最小,这样的牵伸机构是纺制优质粗纱的基本的要求。这个要求提出是经过较长时间的纺纱测试而得,提出要求不难,但制造方面要想满足这一要求就有较大的难度,特别要达到理想牵伸结构的制造精度是相当困难的。以FA421型粗纱机为例,四上四下上双短皮圈牵伸,这其中四个罗拉中心线和下销棒的钳口线之间相互平行,四个皮辊的中心线和上销钳口线之间平行,这上五条线和下五条线对应的相互平行,当然这是理想的牵伸机构,制造误差设计合适时能实现的。结构设计要合理,例如板簧遥架的握持皮辊的钳口加工方式方法。握持轴向宽度均较弹簧摇架优越许多,特别是弹簧摇架浮动调心说法更是不科学的,亦是不能实现的,板簧摇架握持皮辊钳口是摇架组合装配后在架体上进行加工的,这样就实现上皮辊各条中心线与摇架轴中心线平行。整机安装时将摇架中心调整与下罗拉中心线平行即可,加之板簧压力稳定寿命长等优点,确是理想纺纱加压装置。
2.2主牵伸区的设计:
在允许的罗拉隔距内尽量扩大其主牵伸区(纤维受控区)努力减小浮游区。主牵伸区的后皮辊后移2mm以上但不能超过4mm,主牵伸区的后皮辊后移2~3mm,这样涉及不仅仅是扩大主牵纤维受控区,而且还有另外一层意义,就是造就牵伸不是在一个直线面上进行,为此我认为下销棒的上平面设计成弧面其弧顶点应高出整个纤维牵伸平面,两点间连县直线最短,这一曲面,除扩大牵伸区还起到支撑上皮圈的作用,因为皮圈在牵伸运行中是松边工作,对纺纱不利,特别纺长纤维,罗拉隔距越大,皮圈下垂量越大,设计下销截形要充分考虑此现象。具体下销弧面和其高出牵伸平面量多少为宜,这要根据罗拉隔距大小、适纺纤维长度而定。随着隔距增大而加高,其高出量在1~6mm之间进行优选,当然这一组数据不是孤立存在的,而相应还有一些相关的数据配套完成。如皮辊压力、隔距块的尺寸大小等等。
2.3为提高纺纱质量而设计的机构:
四上四下牵伸机构总体上讲优于三罗拉牵伸机构,主要是主牵伸区无集束器,整理区牵伸倍数很小,加有集束器的过纱孔截面又可进行特殊设计,有利于减少粗纱毛羽使纱锭光整,提高细纱质量有益。等同纺纱角的设计,,通过调整锭杆高度,令其前后排纺纱角等同,而且是尽量提高锭杆高度,造成最小的前罗拉钳口的牵伸三角区,使须条完成牵伸后立即得到假捻,这样有利于提高粗纱条干质量,减少意外牵伸和锭问差。锭翼的设计制造是致关重要的,对纺纱质量、纺纱效率均有较大的影响,悬锭锭翼基本有三种形式即开式、半封闭式、全封闭式,三种锭翼各有所长,各有其短,锭翼在千转以下,用开式锭翼;千转以上,使用封闭式锭翼,但通道极易积尘,易产生纱疵,我个人之见是用半封闭式锭翼为宜,其原因有两点:高速运转粗纱条锭翼臂中不受强气流冲击,二是锭翼臂中心过纱通道上下直通,这样不易积尘,此处无纱疵产生。压掌的用料亦应注意,纺棉多用铝制压掌为好,使用中不易变形,压纱力较一致,有利纺纱;纺毛和化纤用钢压掌较有利,耐磨性好,但要注意使用中的变形要经常给予校正。另外皮辊的用料,假捻器、集束器、导棉辊过纱通道的全程接触之处的光整摩擦系数、表层处理等均应给予足够重视,采用最佳方案改善纺纱条件,促成纺制优质纱。
2.4选择最佳纺纱工艺参数:
优良的设计是纺好纱、多纺纱的基础,纺纱工艺参数选定是能纺纱纺好纱的关键,悬锭粗纱机的特点是高速度、大卷装、大定量、大捻度、高倍牵伸,这些特点都是相辅相成、相互制约的;高速度大卷装要求其纱线要大捻度,否则容易爆纱;大定量高倍牵伸就要求摇架压力大、罗拉隔距加大,纺纱工艺参数选用是十分重要十分复杂的技术问题,确立一个纺纱方案除了做复杂计算之外更要认真试验观察测试,取得好的纺纱效果方能投入生产。
3其它要思考的几种设计注意事项:
3.1纺纱的特点是通用件品种多、数量大、功能一致性强,这样零部件制造时一致性要极强,因为互换,这就要求机台与机台要一致,批与批一致,年与年要一致,同一机型投产到停产均应一致,甚至停产后生产备件亦应于原机一致,这是纺机制造厂家要有足够信誉来完成的。
3.2纺纱不同于其他工作母机,它是满负荷的三班连续作业,人休机不休,机器的可靠性尤其重要,机器可维修性设计时要特别重视,纺机上易损件的品种数量都较多,易损件的结构选材,表面热处理等方面要有足够注意,使其易损件的寿命努力加长,作到最大限度取得最好的经济技术效果。
3.3纺纱的加工对象是各种纤维,纺纱通道上的全部零部件除精度严格按设计纺纱要求之外,包括整机的全部零部件的外表面均要光滑整洁、不挂纤维,这里说的光滑与表面粗糙度不是同一个概念,粗糙度是与零件精度相一致的。
3.4纺纱行业是国计民生的四大基础行业之一,人们的衣食住行得以生存之必须,人们谋生之目的。纺纱行业是伴随人类生存的永恒行业。随着人们生活水准的不断提高,社会不断进步,人们的衣着服饰改善提高,对我们从事这行业而谋生的人们来说有更大更多的机遇发挥各自的才能,回报人类社会。革命尚未成功,同志仍须努力。