
【提要】 简要地分析了细纱卷绕成型过程对成纱毛羽的影响,通过两种常用毛羽检测方法,揭示了细纱成型过程中毛羽变化的特点及规律,提供了毛羽的周期性变化与卷绕成型有关的计算公式;提出了一些改进毛羽指数的建议。
【关键词】毛羽、毛羽指数、毛羽指数波谱图、毛羽指数变化曲线图、毛羽指数周期性变异、气圈、卷绕成型、钢丝圈和隔纱板等。
一、序
在纱线毛羽的检测上,国际上存在着几种不同的方法,其中具有代表性的有乌斯特(Zellweger USTER)毛羽检测法、兹威格(Zweigle)检测法和Shirley法。
这几种检测法,具有不同的特点。例如,乌斯特法可以在高速的条件下测试每厘米纱线上的毛羽的总长度,并且给出毛羽的分布特性管内毛羽偏差(Sh)以及整个试验长度内毛羽的变化趋势(曲线图、波谱图);兹威格法(国产类似设备YGl71B型毛羽仪)可以将纱线单位长度上的毛羽分为12个不同的长度等级,分别计算它们的个数并计算它们的分布。这两种方法都是从不同的角度去反映了毛羽变化及分布的特点,可以从中分析毛羽产生的原因以及预测毛羽对成品的影响。
二、细纱机卷绕成型对成纱毛羽的影响
纺纱过程中,成纱卷绕过程中纱线承受的张力变化较为复杂,它也是产生纱线表面毛羽的一个主要因素。
在乌斯特毛羽检测中,同乌斯特条干均匀度仪一样,乌斯特毛羽仪也可以给出一个反映毛羽变化的不匀曲线图和波谱图(如下图1、2)
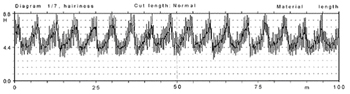
图1.毛羽指数变化曲线图
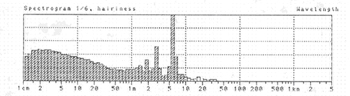
图2,毛羽指数变化波谱图
图1、2是一个典型的毛羽指数变化不匀曲线图和波谱图。从图1和图2中,我们可以看到一个约5.75米的强周期性毛羽指数变化。这是由于在环锭纺纱过程中,由于工艺、设备条件(钢领、钢丝圈型号、卷绕工艺)的差异,造成卷绕过程中纱线的卷绕张力(或气圈)发生不同的变化,导致气圈过大,致使气圈碰撞隔纱板,造成毛羽指数过大。
在纺纱卷绕过程中,我们可以观察卷绕气圈的变化。气圈的形状、大小反映了纱线与钢丝圈之间的作用力:钢丝圈越轻,张力越小,气圈越大。反之,钢丝圈越重,张力越大,气圈也越小。
钢丝圈重量轻,其在管纱的卷绕过程中,当管纱在管脚时,由于钢丝圈的重量过轻,气圈的宽度大于隔纱板间的间距,这时纱线与隔纱板间产生碰撞摩擦,产生过高的毛羽。但是随着卷绕动程的变化,气圈形状也随之发生变化。即,管纱卷绕越接近管纱顶端,其气圈的形状越小,气圈宽度越窄;当气圈宽度小于隔纱板间距时,纱线与隔纱板不发生摩擦,则不易产生因碰撞隔纱板产生的毛羽。
下图是一个典型的毛羽指数变化曲线(毛羽指数变化曲线局部放大)。它反映的是,在管纱开始卷绕时,由于纱线的气圈宽度大于隔纱板的间距,纱线与隔纱板间碰撞摩擦,产生周期性的毛羽变化。
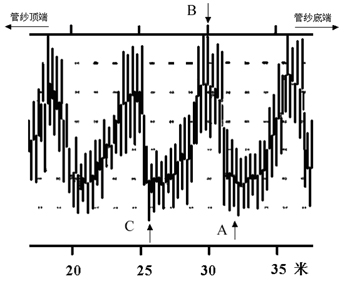
图3.毛羽指数变化曲线局部放大。
在图3中,我们看到:
A—→B:束缚层,钢领板下降,气圈逐渐变大,毛羽增加。
B—→C:卷绕层,钢领板上升,气圈逐渐变小,毛羽减少。
三、实例
在实际生产中,我们可以通过肉眼观察卷绕气圈的形状以及其与隔纱板的位置来判断毛羽特性——是否形成周期性毛羽指数变异。
在这个试验中,在细纱机上观察几个锭位纱,将它们摘取下,首先在USTER TESTER 3上进行毛羽指数测试,然后在YG172毛羽检测仪纱线上进行测试,结果在下表。
表1、测试条件:

表2、测试结果:
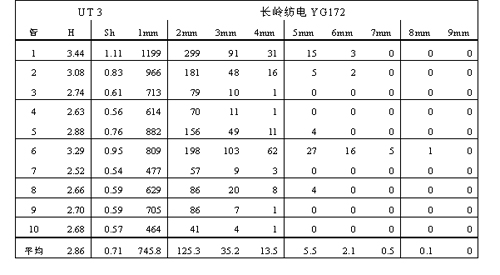
在纺纱过程中现场观察,纱气圈碰撞隔纱板的情况:管纱1碰撞较严重,由不匀曲线图反映,周期性便以最重;管纱2较管纱1的碰撞情况较轻,毛羽指数不匀曲线图上周期性变异程度较管纱1轻;管纱3的气圈不与隔纱板相碰,由毛羽指数不匀曲线图上观察无周期性变异;管纱4-10位随后随机观察采取的,管纱4、7-10的气圈与隔纱板屋碰撞现象,与管纱3一样,在不匀曲线图上也无明显的周期性毛羽指数变异;管纱5、6是观察有气圈碰撞隔纱板的现象,同样在毛羽指数不匀曲线图观察到有强周期性变异存在。
上述10个管纱的测试的结果,在波谱图上还可以进一步的观察到毛羽指数不匀曲线图反映不出来的小的差异:管纱3、4、8、9在其毛羽指数不匀曲线图上未观察到周期性毛羽指数变异,但是在与其相对应的波谱图上我们却观察到了较弱的毛羽指数周期性变异的存在。
与条干均匀度变异系数CVm%不同,同一品种成纱的毛羽指数H的变化可以直接反映这个品种内毛羽指数的差异。
与乌斯特毛羽指数相对应,YG172型、细纱机测试的结果与其具有很好的相关性。这个现象我们也由表2看到,如管纱1的乌斯特毛羽指数较高,与之相对应的YG172毛羽仪测试到的1mm、2mm、3mm等各级毛羽数量也是增加的,即,随着乌斯特毛羽指数的增加,YG172毛羽也有幅度不等的增加量。
四、结论及建议
综上所述,在管纱的整个卷绕过程中,毛羽指数变化有如下特点:
1.在整个卷绕过程中,在管纱底端时,由于纱线张力较小,气圈形状尺寸宽度大于管纱卷绕至管纱顶端时的尺寸。因此,在整个卷绕过程中,从管纱底端至管纱顶端,毛羽指数是由大到小变化。
2.在一个钢领板升降动程中,钢领板运行至底端(束缚层)时的气圈形状大于运行至顶端(卷绕层)时的形状。在这个过程中,底端毛羽指数大于顶端毛羽指数。
3.两个不同锭位的管纱相比,气圈形状大的(对纱线表面损伤较大)管纱,毛羽较多。
在实际生产中,为了降低或减少由于卷绕气圈的变化造成的毛羽指数变化以及管间毛羽指数差异,应注意以下几点:
1、加强钢丝圈管理。在生产过程中,严格钢丝圈的使用,保证每个品种纱线使用的钢丝圈型号的唯一性。
2、加强工艺优选。根据不同纱线品种的特点,选择不同型号的钢领、钢丝圈,将毛羽指数降至最低值。
3、改造或更新设备。如,使用大直径钢领,以保证低支纱由于卷装卷绕装置的限制造成的因使用钢丝圈相对过轻(不能使用相应的钢丝圈),气圈过大导致纱线碰撞隔纱板毛羽增加。(钢丝圈过重则导致断头增加,生活不好做。)
4、加强设备机台保全保养,对歪斜隔纱板及时调整和修理,及时更换表面粗糙的隔纱板,使用金属隔纱板,降低因隔纱板表面粗糙对纱线表面损伤的影响。及时调整和修理偏心锭子和偏心导纱钩等对毛羽有影响的卷绕部件。
5、由于毛羽的周期性变异的存在,在使用YGl71B型毛羽仪(及相类似的设备)测试成纱毛羽时,在确定测试长度上要考虑细纱机的卷绕长度。即测试长度应大于被测纱样的细纱机卷绕长度。
五、附:
毛羽指数周期性变异波长计算:
在不考虑捻缩的情况下,毛羽周期性变异波长等于钢领板一个动程(上升、下降)时,前罗拉输出纱条的长度,即卷绕长度。
本文中的实例为FA506-SM(2)型细纱机
FA506系列细纱机,由于它的卷绕成型部分是可调的,因此这个系列细纱机纱卷绕长度也是可变的,即,毛羽周期性变异波长随卷绕工艺而变。
毛羽指数周期性变异波长计算公式:

式中:ZG、ZF为卷绕变换齿轮
本文中实例的毛羽指数周期性变异波长为

其它型号的细纱机毛羽周期性变异波长计算与FA506系列细纱机类似。