
维劳夫特(Viloft)纤维是一种木质纤维素纤维,所用木材经过专门生态培养并做了增光漂白处理。其聚合度、结晶度较棉纤维低,纤维中存在较多的无定型区,因此回潮率可达13%左右,吸湿能力优于棉,染色性能良好,织物有丝绸般的质感,柔软舒适,透气性好,而且具有毛纤维的丰满性,保暖性好。与纤维混纺时可与优点互补。
维劳夫特纤维的出现,为传统纺织品和新型产业用纺织品的开发提供了更广阔的发展空间。维劳夫特纤维特有的物理性能和化学性能决定了其与棉、丝、的可混纺性,其纱线与织物的特有效果也决定了产品广阔的市场前景,下面就维劳夫特纤维/纤维(50/50)混纺18tex纱的工艺参数分析如下。
2 原料选配及纺纱工艺流程
2.1 原料选配
维劳夫特纤维2.4 dtex×38mm,干强17—21cN/tex,干伸长19%-23%,湿强9-12cN/tex,湿伸长25%-30%,吸湿95%-105%,纤维截面扁平度5:1;1.38dtex×38mm。
2.2 维劳夫特与其他常用纤维性能比较
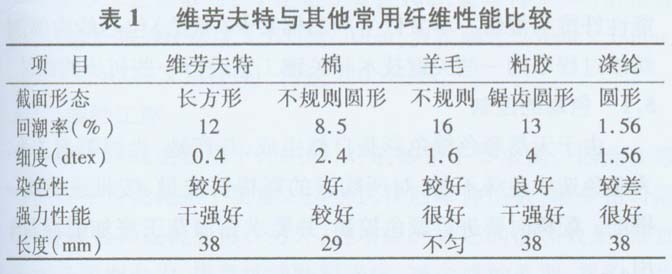
通过比较可以看出该纤维与粘胶性能接近,故其可纺性应接近粘胶纤维。但维劳夫特与粘胶在截面形态、密度等方面还有较大差异,其纺纱工艺与涤/粘混纺应有所差异。考虑到维劳夫特纤维较粗,和混纺时如纤维与纤维之间混和不充分,势必造成摩擦力较小,抱合力较差,从而影响成纱粗节、细节、条干、CV%、强力、毛羽等。考虑到这些因素,在制定纺纱工艺时应综合考虑纺纱工艺参数。
2.3 工艺流程
维劳夫特纤维和纤维分别用清花和梳棉工艺各自成条后在并条上进行混合。流程为:
A002D→A035AS混开棉机→FA022(6仓)→A036(梳针)→A092A给棉机→A076C成卷机→A186F梳棉机→FA302并条机(二道)→A456粗纱机→FA503细纱机
3 各工序主要工艺参数
3.1 开清棉工序
维劳夫特手感滑爽,纤维较粗,松散,抱合力差。据此特征,应勤抓少打击,轻度开松,故采用短流程开清棉机组。主要工艺参数:棉卷干定量380g/m,棉卷计算长度30.5m,棉卷罗拉回转速度13r/min。
3.2 梳棉工序
维劳夫特纤维滑爽又松散,抱合力差,回潮率高,因而梳棉机选择工作角较大的新型化纤专纺针布,减少纤维沉淀,利于转移,防止绕锡林,从而达到提高棉网质量,减少生条和成纱棉结的目的,工艺参数:锡林回转速度360r/min,道夫回转速度23r/min,盖板~锡林隔距为15、14、14、14、15,生条定量17g/5m。
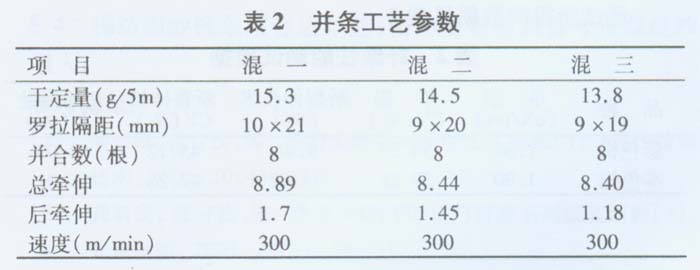
3.3 并条工序
针对混和效果不好情况,采取三道混和并条,“重加压、中定量、大隔距”的工艺原则。适当降低并条机车速,减少纤维缠绕皮辊和罗拉现象。
3.4 粗纱工序
粗纱工序纱条松散,抱合力差,造成细纱工序在退绕过程中粗纱易断,决定采用“大粗纱捻度、大纱牵伸、小细纱后牵伸倍数、小钳口隔距”的“两大两小”纺纱工艺原则。
粗纱工艺参数为:干定量3.5g/10m,总牵伸7.89,后牵伸1.36,捻系数68,捻度3.63捻/lOcm,罗拉隔距26mm×33mm,加压255×147×147(N),转速220 r/min。
3.5 细纱工序
由于纱线主要用于针织纱,对成纱条干要求高。因此在细纱工序注重优化条干质量。适当选择后牵伸倍数,减少钳口隔距,合理选择皮辊前移。另外,为增加纤维之间混和效果,增加纱线之间抱合力,提高纱线断裂强度,减少成纱毛羽,我们采用双粗纱喂入。
细纱工艺参数为:干定量1.79g/100m,总牵伸39,后牵伸1.2,捻系数330,罗拉隔距19×32,前罗拉转速200 r/min,锭速14 500 r/min,隔距块2.5 mm,前皮辊前冲2.5 mm。
4 成纱质量
细度18tex,重量偏差-1.5%,重量CV0.9%,单强14.8cN/tex,单强CV11.9%,伸长CV7.8%,条干CV15.3%,细节65个/km,粗节56个/km,棉节20个/km,捻度79.9捻/l0cm,捻系数339。
5 结论
5.1 维劳夫特与混纺能适应棉纺环锭设备,但应注意其工艺与一般粘胶混纺工艺不同。
5.2 采用三道并合,及“两大两小”工艺更适合于维劳夫特纤维与混纺。
5.3 并粗细工序由于维劳夫特回潮率较高,对车间湿度有一定要求,生产中要注意绕皮辊缠罗拉现象。
5.4 棉纺细纱机采用合适车速,稍加重钢丝圈型号及双粗纱喂入。