
在FA302型并条机上进行了并条牵伸、工艺配置对成纱条干均匀度的影响试验,认为并条工艺配置对成纱条干均匀度的影响显著。采用头并较大的后区牵伸倍数、二并较小的后区牵伸倍数,在加压适宜的条件下,采取较小的罗拉隔距,均可改善成涨条干,提高成纱质量。
0前言
条干均匀度是衡量棉纱品质的重要指标之一,是纺纱各工序、工艺、操作及原料状态的综合反映。影响纱条不匀的因素较复杂,其中并条的条干均匀度与细纱成纱条干均匀度有一定的相关性。并条条子中纤维伸直度好,粗纱结构合理,成纱条干才能达到较好的程度,且纱疵、粗节、细节减少。笔者通过试验就并条牵伸工艺对成纱条干均匀度的影响进行了分析,探讨了并条工序改善成纱不匀的措施。
1试验条件
试验在FA302型并条机上进行,其熟条经A454型粗纱机、FA506AS型细纱机纺C 24 tex、C29 tex;其中,原棉品级为3.20,品质长度为32.20mm,短绒率为12.02%;试验采用YG135型条干均匀度仪。
2并条牵伸工艺配置对成纱条干均匀度的影响
2.1并条牵伸分配对成纱条干的影响
2.1.1减小头并前区牵伸倍数试验
并条牵伸分配对成纱条干的影响见表1。
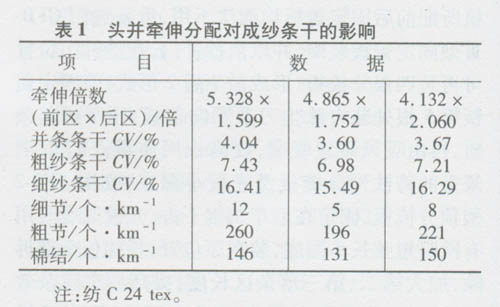
试验结果表明,减小前区牵伸倍数后,成纱指标有所改善。因为,喂人头并的梳棉条子中前弯钩纤维较多,伸直度差,且平均长度较正常纤维短,浮游纤维多。若前区采用较大的牵伸倍数,这些浮游纤维随高速纤维向前移动,形成较大的移距偏差,造成条干均匀度差。而且,部分纤维伸直度不好,纱条中纤维紊乱,易使前弯钩纤维形成棉结。故采用较小的前区牵伸倍数,成纱各指标有所改善。但后区牵伸倍数过大,纤维易扩散,对浮游纤维控制不利,条干反而恶化。
2.1.2减小二并后区牵伸倍数试验
减小二并后区牵伸倍数试验见表2。
试验结果表明,在末并减小后区牵伸倍数后,成纱指标有所提高。这是因为喂入末并的条子纤维整齐度、伸直度均有所提高,且后弯钩纤维较多,所以,末并采用减小后区牵伸倍数,即集中前区牵伸的工艺,使牵伸力适当增大,有利于纤维伸直,这样,后弯钩纤维大量被伸直,有利于前区牵伸的稳定,可提高条子质量。
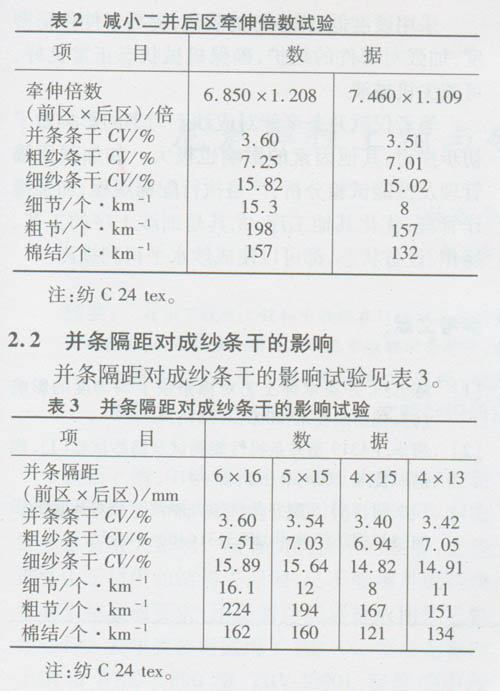
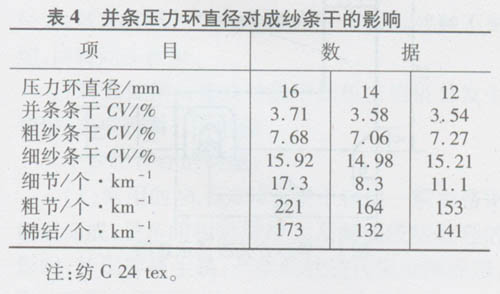
试验结果显示,在隔距配置较小的情况下,成纱条干能得到较好的改善。并条隔距配置大小要适应加工纤维的长度,兼顾纤维整齐度,即不损失长纤维,又能控制绝大多数纤维的运动。隔距越小,纤维浮游区越短,增强了牵伸区摩擦力界,加强了牵伸区对纤维运动的控制能力,使浮游纤维变速点集中,减少了牵伸后纤维头端的移距偏差,从而获得条干均匀度较好的输出纱条。但要注意加压过小时,牵伸力过大,须条在罗拉钳口处打滑较严重,有牵伸不开的现象,反而使条干恶化。
2.3并条压力环直径对成纱条干的影响
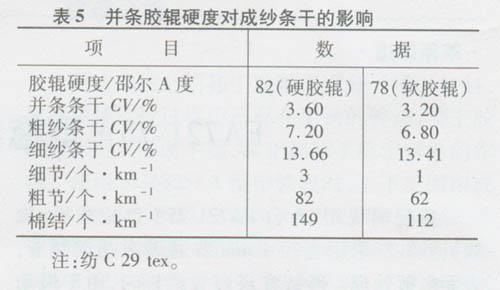
压力环直径对成纱条干的影响试验见表4。试验结果表明,在压力环直径较小状态下,成纱水平较好。
在主牵伸区加压力棒,使棉网形成曲线通道,起到扩展钳口摩擦力界及缩短纤维浮游区长度的作用。可加强对浮游纤维的控制,提高条干均匀度。压力环可调整压力棒的高低,使须条在中罗拉表面形成的包围弧不一。这样,牵伸区摩擦力界强度分布不一,从而影响须条中纤维的变速运动。当压力环直径较大时,压力棒位置较高,须条在压力棒上的包围弧小,钳口对须条的控制摩擦力界弱,不利于浮游纤维的伸直,影响成纱条干。压力环直径较小时,压力棒位置较低,钳口对须条控制强,从而改善纤维运动,使浮游纤维变速点集中而靠近钳口,可提高成纱条干。若过小,使须条在前钳口胶辊处产生反包围弧,增强前钳口的附加摩擦力界,造成纤维变速点不稳定,易造成“硬头”,恶化条干。
2.4并条胶辊硬度对成纱条干的影响
胶辊硬度对成纱条干的影响试验见表5。
试验结果表明,采用硬度低的胶辊,对提高成纱条干有利。这是由于硬度低的胶辊与罗拉接触面积大,扩展了钳口摩擦力界,纤维变速点前移,使得纤维浮游区长度减少,更有效控制了浮游纤维的运动,从而改善成纱质量。但胶辊太软,在温湿度变化较大的季节,易缠绕胶辊,而且胶辊容易变形。
3机器状态对成纱条干的影响
状态不良所引起的纱条不匀,具有显著的规律性,称之为“波”。所引起的纱条不匀对产品的影响,较牵伸波不匀造成的影响大,不仅造成纱线降等,还会对织物外观造成不良影响。
(1)并条工序前胶辊及前罗拉偏心、中凹、弯曲、前罗拉断裂、前胶辊套筒与芯子不配套、且胶辊中凹、后罗拉悬空,都会造成各罗拉钳口不稳定。尤其是前罗拉,由于牵伸倍数大,前罗拉对纤维变速点的稳定性有很大影响。实践表明,钳口的不稳定性越严重,对成纱不匀的影响越大。
(2)并条平车、擦车调整齿轮后,齿轮啮合偏紧、偏松,引起罗拉振动、罗拉弯曲,会造成下罗拉表面速度不匀。意味着牵伸倍数经常变化,使纱条不匀率增大。
(3)钳口对纤维运动控制不稳定,主要是罗拉加压不足,使钳口不能稳定而且有效地控制纤维运动,影响成纱条干均匀度。
4结束语
应合理配置并条工艺,采用头并后区牵伸倍数较大,二并后区牵伸倍数较小的工艺;在加压合理的条件下,罗拉隔距偏小掌握,可改善成纱条干。
采用硬度低、弹性好的胶辊,提高牵伸件精密度,加强对部件的维护,确保状态正常良好,可减少波。
笔者仅就并条牵伸对成纱不匀率的影响做了初步探讨,其他因素的影响也极大。如加强原棉管理及性能试验分析,严格执行配棉规程,加强操作管理,优化其他工序,尤其是细纱工序的工艺、操作、设备状态,都可以使成纱水平得到提高。