
使用一特殊装置对细纱机进行改造,控制细纱机的中、后罗拉的运行状态。在整个牵伸的过程中,竹节产生装置控制中、后罗拉每隔一设定时间,产生一个瞬间加速,依此改变住牵伸区的牵伸状态,产生一个竹节。连续不断地瞬间加速就产生了连续不断的竹节。
使用这样的纱所织造的布其布面具有特殊的纹理效果。
按产生竹节的规律有单序竹节和多序竹节等。单序竹节的特点是竹节间的间距相等;而相对于多序竹节来说,多序竹节的相邻竹节间距不是固定的,而是不定的或多序的。
本文中,通过对两种竹节纱进行条干均匀度测试,了解竹节纱的特点。
2、条件
试样:XT12.3竹节纱。单序竹节纱与多序竹节纱各10支/组。
纺纱机:FA506-2
试验仪:USTER TESTER 3,400m/min,1min。
3、试验结果:
3.1单序竹节(单序):
由不匀曲线图观察(图1)。有序竹节的竹节间距是一定的(约32厘米),且竹节粗度平均约为+120%左右。周期性(竹节)变异为λ=32厘米(图2)。在整个试验长度上竹节分布均匀,而且管纱间的差异也小(CVb%=0.7%)。(平均)条干均匀度变异系数CVm%=41.98%,条干均匀度变异系数CVm%管间变异系数CVb%=3.33%。
图2显示,与传统的纺纱方法相比较,这是一种典型的强周期的质量变异,条干均匀度变异系数CVm%超出了条干均匀度仪(UT-1B)的有效测试范围(CVm%≤32%)(注:UT3、UT4无限制)。
有趣的是,由于是人为地规律性地产生竹节(粗节),所以条干均匀度变异系数的管间差异极小。(表3)。
由表3,由于气圈的影响,毛羽Sh间的差异变大,其CVhb(20.68%)也较大。
有趣的是,竹节纱的毛羽变异也同条干变异一样也存在着与条干变异(竹节)相同的周期性变异(λ=32厘米)。在毛羽不匀曲线图上(图4中、下),我们还可以观察到叠加有12米左右的周期性毛羽变异(相当于钢领板的一个升降动程),即,不匀曲线图上同时存在有2个相对独立的周期性变异(分别为32厘米和12米)。
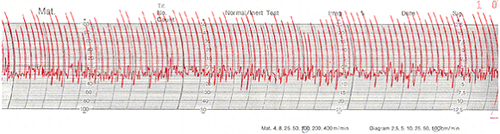
图1.有序竹节纱不匀曲线图(1米/格)(USTER TESTER 1)
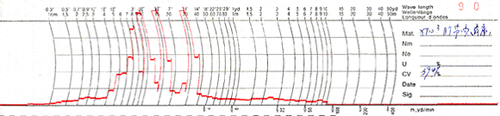
图2 单序竹节纱波谱图
表3 单序竹节纱单值统计报告(USTER TESTER 3)
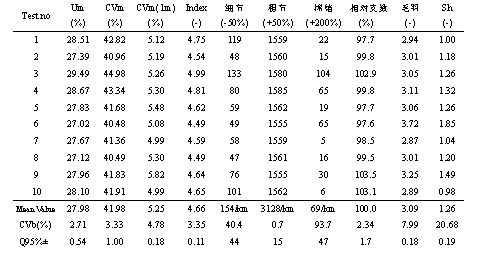
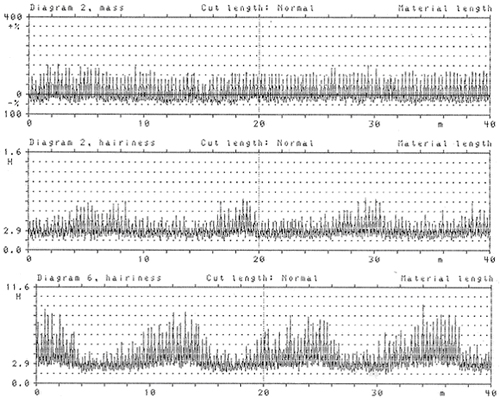
图4 单序竹节纱的条干(上)与毛羽(中、下)不匀曲线图(USTER TESTER 3)
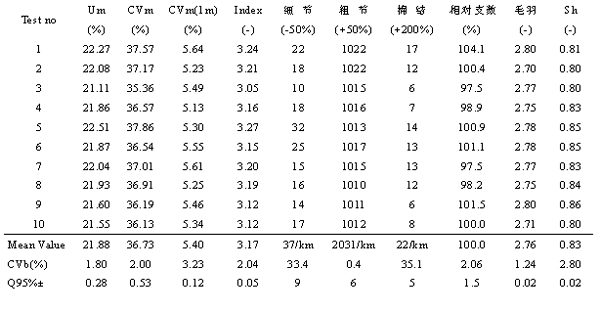
图5 单序竹节纱的条干波谱图(USTER TESTER 3)
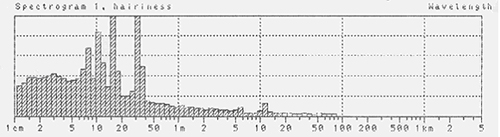
图6 单序竹节纱的毛羽波谱图(USTER TESTER 3)
3.2多序竹节纱(多序):
对于多序竹节纱来讲,中、后罗拉的瞬间加速的间隔时间是若干个不同的时间。也呈一定的周期(最大约为λ=1.4米):由若干个长度不等的子周期(如3个子周期)组成一个大周期。在一个周期内产生若干个竹节。在波谱图上呈现了一系列的周期波。如图8、10所示。
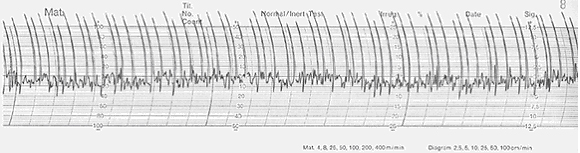
图7 多序竹节纱的条干不匀曲线图(USTER TESTER 1)
在本例中,相对于有序竹节纱,在毛羽不匀曲线图上(除相对竹节毛羽变异外)未发现因钢领板的升降过程造成的周期性毛羽变异(如果钢领板升降造成的毛羽强度足够,还是可以显示的),即只存在一种毛羽变异。(图9)
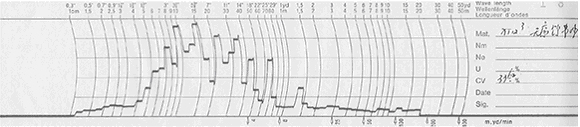
图8 多序竹节纱的条干波谱图(USTER TESTER 1)
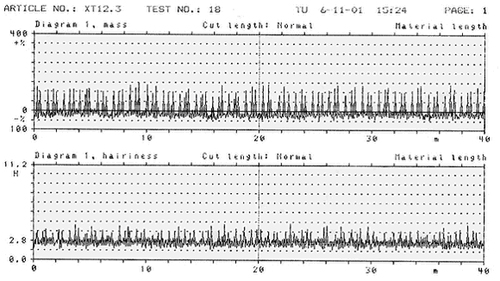
图9 多序竹节纱的条干与毛羽指数不匀曲线图(USTER TESTER 3)
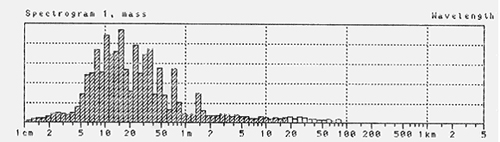
图10 多序竹节纱的条干波谱图(USTER TESTER 3)
对于多序竹节纱,其管间条干均匀度变异系数也是相当稳定的(CVb%=2.0);其竹节数量一样相当稳定(CVb%=0.4)。(表11)。
表11 多序竹节纱的单值统计实验报告(USTER TESTER 3)
4.结论:
1.由于是通过专用设备人为地有规律地控制纺纱过程,在纱上造成竹节(粗节),所以在一定的工艺条件下所产生的竹节数量、竹节的长度、竹节间距是一定的,这样,竹节纱的条干均匀度变异系数CVm%和竹节数也相对地稳定(其它原料的竹节纱是否有这样的稳定性?)。由此可以确定,条干均匀度变异系数CVm%与竹节数量具有一定的参考意义,可以作为质量控制的指标之一。
2.竹节纱的竹节长度和竹节间距可以借助于尺量法、波谱图和不匀曲线图来确定。由于纺竹节纱设备的纺纱原理不同,环锭纺竹节长度的测定,可用尺量法、波谱图或不匀曲线图(计算)法来确定。而对于转杯纺竹节纱,除尺量法和不匀曲线图法外,还可用波谱图法来确定竹节长度。
3.竹节纱竹节数量可直接由粗节(+50% Thick place)值得到。(其它原料的竹节纱是否也可以?)
在本文中,我们只讨论了细旦品种竹节纱的特性,对于其他原料(如非切断纤维棉花、以及混纺纤维棉/涤等)的竹节纱是否也有与XT12.3完全相同特性,还有待于进一步的研究。
4.根据织物风格要求,和竹节与织物幅宽的比例,通过工艺设定,控制竹节纱的节距和节长,在织物上产生一定的图纹、图案效果。(参考“乌斯特条干均匀度仪使用手册”有关章节)。