
一、配棉情况
原棉等级 平均长度(mm) 细度(tex) 成熟度 甲乙杂(%) 短绒率(%)
纯棉: 1.27 30.57 1.07 1.5 2.1 10.75
涤:1.4旦×38tex
二、优选工艺
1、该机型采用D型欠件,配SK公司PKl500塑摇架,通过对中罗拉隔距、后罗拉隔距、肖子开口,加压分配进行四因素水平正交试验,优选出最优工艺,见表1
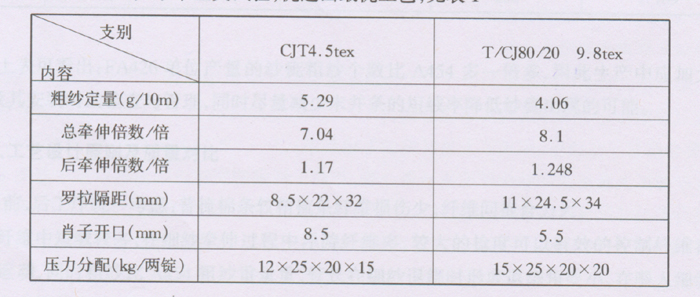
试验结果表明:中罗拉隔距偏紧,后罗拉隔距偏大,肖子开口适中,加压偏重为好。
2、对D型欠伸加大牵伸倍数试验(CJT4.5tex)
试验条件:同棉条、同机台、同速度、同时间对比试验。
试验方法:粗纱定量保持不变,变粗纱总牵伸倍数和棉条定量。
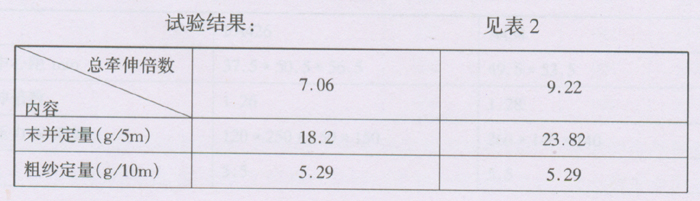

分析:CJl4.5tex末并定量加重30.88%对应粗纱总牵伸倍数牵伸倍数由7.06改9.22时,粗
纱质量及成纱质量均由不同程度提高。这是因为D型欠伸在二、三罗拉的主欠伸区内不设集会,
当牵伸倍数大时,纤维须条较宽,但在欠伸过程中不守集束的影响。由于牵伸倍数加大后,慢速纤维与快速纤维比值加大,慢速纤维如同粗纱捻回在纺细纱时起控制纤维运动作用。另较少的已然速纤维从较多慢速纤维中牵引。有利于快速纤维伸直度的提高。同时,并定量加重30.88%相应提高并条产量30.88%,进一步提高劳动生产率。

从上表可以看出,SFA41lA型粗纱机由于配置假捻效果好的橡塑假捻,虽前后排锭翼高低一致。导纱角不同,仍然内外排捻度差异较小,在纺CJ14.5tex时,明显好于A453B。
FA411A型粗纱机纺T/C品存时,百锭时断头率为0,当锭率加到700r/min时,生活同样好做。当纺纯棉粗梳速达1100r/min时,断头率较高。解决办法:(1)粗纱捻系数在保证细纱不出硬头四情况下,偏大掌握,一般掌握在114—117左右,这样不仅能降低粗纱断头率,同时时还能保证悬镀粗纱机在细纱退绕过程中不产生意外欠伸。(2)温湿度,相对湿度控制在60%左右,断头率较低。(3)及时成形机构,防止飞花夹人成形,同时粗纱伸长率控制在+1%左右。
四、成纱质量对比:
试验条件:同棉条、不同粗纱、同细纱,同试验。数据如表4:
(说明:我厂A453B型粗纱机已改造成三罗拉双皮圈欠伸配YJ1500摇架)
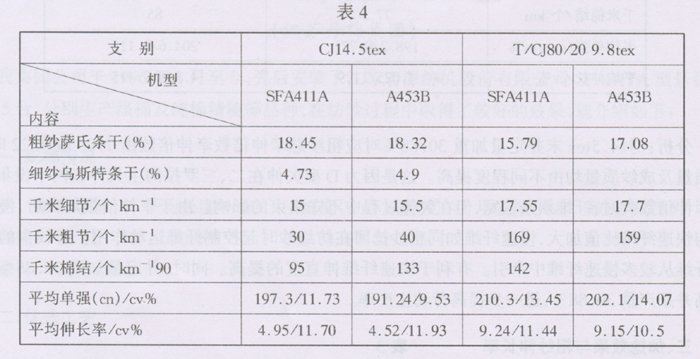
由上表可知:SFA411型粗纱机采用“D”型欠伸,并配SKF公司PKl500型摇架成纱质量明显好于A453B型粗纱机三罗拉皮面欠伸形式。
五、结论:
1、SFA411A型粗纱机欠伸型采用“D”型欠伸,并配SKF公司摇架,决定了该机型成纱质量的稳定性和致性,组成纱质量明显好于三罗拉双皮留欠伸型式。
2、加大D型欠伸的欠伸倍数,可是偏成纱质量同时还能提高并条的生产能力。
3、SFA411A型粗纱机特别适纺,c品种,断头少,产量低,当纺的棉精梳品种时,粗纱捻系数应配置在114—119左右为好。
4、当中区罗拉隔距偏小,隔距偏大,加压偏重,肖子开口适中时,成纱质量显好。