
Т»ҰұөЦЙө¶§ТнРНКҢ
°өЦ§іР·ҢКҢЗш·ЦөЦЙө¶§ТнУРИэЦЦРНКҢӘғ
1Ә®НР¶§¶§ТнӘғ¶§ТнУЙ¶§ЧУНРіЦЦ§іРОҒө«НіЦ§іРРНКҢӘ¬Из№ъІъA454Ә¬A456РНөЦЙө»ъµД¶§ТнәөКЗӘ¬НР¶§¶§Тн°йЛжЧЕҢьөъөЦЙө»ъµДіцПЦӘ¬ТСңУРТ»°Щ¶аДкµДАъК·ҰӘНР¶§¶§ТнТ»°гК№УГФЪңнЧ°ҢПРҰӘ¬ЛЩ¶ИҢПµНµДө«НіөЦЙө»ъЙПӘ¬·ДЙөІүәюУләУДнңнИЖІүәюОЮ·ЦёфӘ¬¶§Тн№¤ЧчК±ЙПөЬЖшБчҢПөуӘ¬Т»µ©·ұЙъөЦЙө¶ПН·Ә¬ФЪЖшБчЧчУГПВµДЖ®Н·Ң«ФміЙСПЦШЙөөГҰӘөЦЙөВдЙөК±Ә¬РлҢ«НР¶§¶§ТнИҰПВӘ¬ВдЙөР§ВКµНӘ¬АН¶ҮЗү¶ИөуӘ¬ёьОЮ·ЁКµПЦЧФ¶ҮВдЙөӘ¬ТтөЛӘ¬ХвЦЦНР¶§¶§ТнФЪПЦөъГЮ·ДөЦЙө»ъЙПТСғЬЙЩІЙУГҰӘ
2Ә®Рь¶§¶§ТнӘғ¶§ТнУЙ№МЧ°УЪЙПБъҢоµДЦбіРЧщЦ§іРҰӘРь¶§¶§ТнµДіцПЦКЗөЦЙөәәКхµДёпГьРФёДёпӘғКµПЦБЛёЯЛЩөуңнЧ°Ә¬К№өЦЙөµӨ¶§ЦКБүМбёЯӘ¬өЦҰұПёЙө№¤РтУГ№¤Кэөу·щ¶ИҢµµНӘ»ҢбғП»ъµзТ»Ме»Үә°ЧФ¶Ү»ҮәәКхµДМбёЯӘ¬К№өЦЙөЧФ¶ҮВдЙөә°өЦПёБҒіЙОҒүЙДЬӘ»№М¶ЁµДЙПБъҢоҢ«·ДЙөІүәюУлңнИЖІүәюёфүҒӘ¬¶§ТнёЯЛЩ»ШЧҒК±ІъЙъµДЙПөЬЖшБч±»ЙПБъҢоµІЧҰӘ¬ЙөМхФЛРРЖҢОИӘ¬өЦЙө¶ПН·ғуІ»»б·ұЙъЖ®Н·Ә¬үЙТФ±ЬГвТтЖ®Н·ІъЙъµДөуБүЙөөГӘ¬өЦЙөЦКБүµГТФМбёЯҰӘөЛНвӘ¬У¦УГРь¶§¶§ТнФЪөЦЙөВдЙөК±Ә¬ДЬҢшРР°лЧФ¶ҮВдЙө»тЧФ¶ҮВдЙөӘ¬К№ІЩЧч№¤АН¶ҮЗү¶ИөуОҒҢµµНҰӘОТ№ъЙъІъµДРВРНГЮ·ДөЦЙө»ъОҒFA458AӘ¬FA415AӘ¬FA421µИңщК№УГРь¶§¶§ТнҰӘ
Рь¶§¶§Тн°өХХНІ№Ь¶ЁО»·ҢКҢµДІ»Т»¶ш·ЦОҒЙП¶§ёЛКҢРь¶§¶§ТнғНПВ¶§ёЛКҢРь¶§¶§ТнӘ¬З°ХЯНІ№ЬЙП¶ЛУЙУ붧ТнБҒіЙТ»МеµД¶§ёЛ¶ЁО»Ә¬ғуХЯНІ№ЬµД¶ЁО»УЙУлНІ№ЬЧщБҒіЙТ»МеµД¶§ёЛ¶ЁО»ҰӘУ¦УГЙП¶§ёЛКҢРь¶§¶§ТнµДөЦЙө»ъҢб№№ҢПәтµӨӘ¬ЦЖФмДС¶ИРҰӘ¬ЦЖФміЙ±ңҢПµНӘ¬ЖдИ±µгКЗФЛЧҒЦРНІ№ЬОЮ·ЁИҰіцӘ¬НІ№ЬУ붧ёЛәдУРПа¶ФФЛ¶ҮӘ¬НІ№ЬТЧДӨЛрӘ¬ФлЙщҢПөуҰӘК№УГПВ¶§ёЛКҢРь¶§¶§ТнµДөЦЙө»ъУЕИ±µгУлК№УГЙП¶§ёЛКҢРь¶§¶§ТнµДөЦЙө»ъХэғГПа·өҰӘОТ№ъғНИХ±ңЙъІъµДРь¶§өЦЙө»ъөу¶әК№УГЙП¶§ёЛКҢРь¶§¶§ТнӘ¬Е·ЦЮЙъІъµДРь¶§өЦЙө»ъФтөу¶әК№УГПВ¶§ёЛКҢРь¶§¶§ТнҰӘ
3Ә®Л«Ц§іР¶§ТнӘғ¶§ТнЙППВБҢ¶ЛБҒіЙТ»МеӘ¬ДЬ·АЦ№¶§Тн±ЫХЕүҒә°¶§¶ЛХс¶ҮӘ¬¶§ЛЩДЬөпµҢ1800rӘҮminҰӘ¶§ТнҰұНІ№ЬғН¶§ЧУµДЙэҢµ·Ц±рУЙИэёщө«¶ҮЦбНЁ№эВЭРэіЭВЦө«¶ҮӘ¬Ңб№№ёөФУӘ¬ЦЖФміЙ±ңёЯӘ¬Ц»УРЙЩКэөЦЙө»ъІЙУГЛ«Ц§іР¶§ТнҰӘ
ДүЗ°Ә¬ОТ№ъ»·¶§·ДЙөПµНіУµУРµДөЦЙө»ъФә1ӘҮ3ОҒК№УГЙП¶§ёЛКҢРь¶§¶§ТнµДРь¶§өЦЙө»ъҰӘЖдЦРУРЙЩБүУЙЕ·ЦЮҢшүЪµДК№УГПВ¶§ёЛКҢРь¶§¶§ТнµДРь¶§өЦЙө»ъӘ»Фә2ӘҮ3ИФОҒК№УГНР¶§¶§ТнµДө«НіРННР¶§өЦЙө»ъҰӘ
¶юҰұ¶§ТнµДөЦЙөНЁµАРНКҢ
ЧФөЦЙө¶§Тн·ұГчТФАөµД100¶аДкЦРӘ¬¶§ТнµДөЦЙөНЁµА»щ±ңКЗіЁүҒµДӘ¬әөөЦЙөФЪ¶§Тн±ЫµДUРОНЁµАЦРНЁ№эӘ¬¶§ТнёЯЛЩ»ШЧҒК±ЖшБчЦ±ҢУіе»чөЦЙөҰӘЧФ¶юК®КАәНЖЯК®ДкөъТФғуӘ¬ЦрІҢіцПЦ±ХКҢөЦЙөНЁµАӘ¬өЦЙөФЪ·в±ХµДІ»РвёЦ№ЬДЪүЧЦРНЁ№эӘ¬өЦЙөІ»ФЩКЬёЯЛЩЖшБчіе»чҰӘОТГЗіЖЗ°ХЯОҒүҒКҢ¶§ТнӘ¬ғуХЯОҒ±ХКҢ¶§ТнӘ¬БҢХЯµДУЕИ±µгИзПВӘғ
1Ә®±ХКҢ¶§Тн¶ФОВКҒ¶ИІ»ГфёРӘ¬өЦЙө¶ПН·ЙЩӘғңЭ·бМпFL16РНөЦЙө»ъЧКБПӘғ·ДЖХКб40УұЦ§Ә¬¶ЁБүОҒ5Ә®2gӘҮ10mӘ¬¶§ЛЩ1100rӘҮminК±10ВдЙөНіәЖӘ¬үҒКҢҢП±ХКҢРь¶§¶§ТнµДөЦЙө¶ПН·КэФцәУҢьО屶ҰӘОТГЗФшҢ«FA401РНөЦЙө»ъµДүҒКҢ¶§ТнёД±дОҒ±ХКҢ¶§ТнӘ¬¶§ЛЩ960rӘҮminК±Ә¬Н¬Ж·ЦЦҰұН¬МЁ»ъӘ¬УЙУЪ¶ПН·әхЙЩ¶шЦВөЦЙөІъБүФцәУ15ҰҒ20ӘӨҰӘ
2Ә®±ХКҢ¶§ТнёЯЛЩРФДЬғГӘғ¶§ТнёЯЛЩКЗөЦЙөМбёЯІъБүµДЦчТҒНңң¶Ц®Т»ҰӘ¶§ТнёЯЛЩ»ШЧҒК±Ә¬¶§Тн±ЫФЪАлРДБ¦ЧчУГПВПтНвХЕүҒӘ¬ФЪөЦЙө»ъ¶§ңаИ·¶ЁµДЗ°МбПВӘ¬ХЕүҒБүКЗЦЖФәёГ»ъЛЩ¶ИМбёЯµДЦчТҒТтЛШҰӘ±ХКҢРь¶§¶§ТнДүЗ°ЧоёЯЧҒЛЩДЬөп1800rӘҮminӘ¬КµУГЧҒЛЩөп1600rӘҮminӘ¬¶шүҒКҢРь¶§¶§ТнЧоёЯЧҒЛЩОҒ1200rӘҮminӘ¬КµУГЧҒЛЩҢц1000rӘҮminӘ¬ТтөЛПЦөъёЯЛЩөЦЙө»ъәёғхИ«ІүІЙУГ±ХКҢРь¶§¶§ТнҰӘ
3Ә®±ХКҢ¶§ТнүХЖш¶ҮБ¦МШРФғГӘ¬ФЛЧҒК±№¦ғДРҰҰӘ
4Ә®±ХКҢ¶§ТнТФІ»РвёЦ№Ь±ЪОҒөЦЙөНЁµАӘ¬Д¦ІБПµКэРҰ(Ra<0Ә®4¦Мm)Ә¬ДНДӨҰұК№УГүЙүүКЩГьі¤ҰӘүҒКҢ¶§ТнТ»°гТФ¶§ТнµДВБЦК»щМеәУНүБПЧчОҒөЦЙөНЁµАӘ¬НүБПДӨЛр»тНСВдңН»б·ұЙъ№Т»ЁӘ¬ІъЙъЙөөГҰӘ
5Ә®±ХКҢ¶§ТнµДЙъН·Ә¬ЗеПө±ӘСш№¤ЧчүЙТФУГ»Ү·Ң·ЁҢшРРӘ¬Р§№ығГӘ¬Р§ВКёЯҰӘүҒКҢ¶§ТнФт±ИҢПА§ДСҰӘ·ДЙөФЛЧҒЦРµІіµ№¤µДАН¶ҮЗү¶ИөуҰӘ
6Ә®±ХКҢ¶§ТнК№УГУлО¬»¤І»µ±ТЧІъЙъ№Т»ЁғНЙөөГӘғ±ХКҢ¶§ТнөЦЙөНЁµАОҒТ»ЗъХЫµД·в±ХРО№ЬµАӘ¬№Ь±ЪµДИ±ПЭ(І»Рв№ЬµД№МУРИ±ПЭә°ГЮАҮҰұУНәБµДОЫИң)ДСТФ·ұПЦӘ¬ТЧФміЙ№Т»Ё(ЛЧіЖҰ°ГЮАПКуҰ±)Ә¬№Т»Ёғу·ДЙө¶ОөЦЙөЛЙіЪӘ¬СПЦШµД»бФміЙ¶ПН·ҰӘ±ХКҢ¶§ТнёЯЛЩ»ШЧҒК±ПВ№ЬүЪУлүХЖшµДПа¶ФЛЩ¶ИөпµҢ10mӘҮsecЧуУТӘ¬ЙП№ЬүЪРОіЙёғС№Ә¬үХЖшЦРµД¶МИЮҰұіңФУ±»ОьИл№ЬДЪӘ¬ФЪАлРДБ¦µДЧчУГПВЛ¦Пт№Ь±ЪµДНвІаӘ¬¶шөЦЙөФтФЪңнИЖХЕБ¦ЧчУГПВУЙДЪІаНЁ№эҰӘИф№Ь±Ъ№в»¬¶ИІ»№»Ә¬ФтІ»¶ПОьИлµД¶МИЮҰұіңФУФЪіцүЪө¦»эңЫӘ¬НӘіµғуФЩөОүҒіµК±»эңЫµД¶МИЮ±гВдПВЛжөЦЙөИЖЙПЙө№ЬӘ¬ІъЙъЙөөГӘ¬¶ФПёЙөЦКБүНюРІғЬөуҰӘХвЦЦТтЙП№ЬүЪёғС№ОьИл¶МИЮӘ¬іңФУ¶шІъЙъµДЙөөГӘ¬ФЪүҒКҢ¶§ТнЙПІ»өжФЪҰӘ
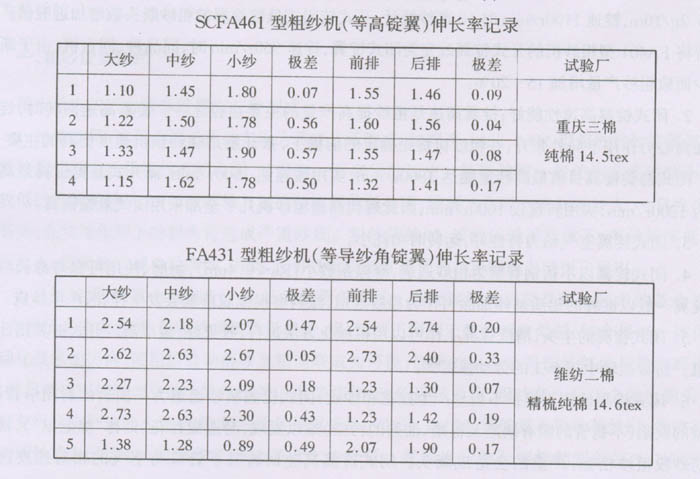
ИэҰұµИёЯ¶§ТнУлµИµәЙөҢЗ¶§Тн
ГЮ·ДөЦЙө»ъөЦЙө№ЬЗ°ғуЕдЦГӘ¬ПаУ¦µД¶§ТнТаОҒЗ°ғуЕЕЕдЦГҰӘУЙУЪЧФЗ°ВЮАКдіцµДЙөМхЧЭПтО»УЪТ»МхЦ±ПЯЙПӘ¬±»ТэПтЗ°ғуЕЕ¶§ТнИЛүЪК±Ә¬ИфОҒµИёЯ¶§Тн±гРОіЙЗ°ЕЕµәЙөҢЗРҰӘ¬ғуЕЕµәЙөҢЗөуӘ¬ФЪДн¶ИЧчУГПВЗ°ВЮАЗҮүЪө¦РОіЙµДОЮДнИэҢЗЗшғуЕЕөЦЙөҢПЗ°ЕЕөЦЙөөуҰӘОЮДнИэҢЗЗшТЧ·ұЙъТвНвЙмі¤ҰӘОҒБЛК№З°ғуЕЕөЦЙөЙмі¤ІоТмәхРҰӘ¬±г°СғуЕЕ¶§ТнµДЙПІүМ§ёЯӘ¬РОіЙЗ°ЕЕµНӘ¬ғуЕЕёЯӘ¬К№ЖдµәЙөҢЗТ»ЦВµДµИµәЙөҢЗ¶§ТнҰӘФЪК№УГИэВЮАЗӘЙм»ъ№№µДөЦЙө»ъЙПӘ¬µИµәЙөҢЗ¶§ТнК№УГР§№ыҢППФЦшҰӘТтОҒИэВЮАЗӘЙм»ъ№№µДЦчЗӘЙмЗшІ»ФКРнУГүЪЧУҢПРҰµДәҮГЮЖчӘ¬·сФтөЦЙөМхёЙ¶с»ҮҰӘөЛК±Ә¬КдіцµДөЦЙөРлМхҢПүн(Т»°гөп8Ұ«1Omm)ҰӘЗ°ВЮАЗҮүЪө¦µДОЮДнИэҢЗЗші¤¶ИҢПі¤Ә¬З°ғуЕЕІоТмөуҰұФміЙЗ°ғуЕЕөЦЙөЙмі¤ІоТмФцәУҰӘµ«КЗПЦөъРВРНГЮ·ДөЦЙө»ъөу¶аІЙУГЛДВЮАЗӘЙм»ъ№№Ә¬ФЪИэВЮАЗӘЙмЦчЗӘЙмЗшµДЗ°·ҢФцәУБЛТ»ёцҢцУРХЕБ¦ЗӘЙмµДәҮКшЗшӘ¬әҮКшЗшДЪІЙУГБЛүЪЧУҢПРҰµДәҮГЮЖчӘ¬І»»бУ°ПмөЦЙөМхёЙµД¶с»ҮҰӘөЛК±Ә¬КдіцµДөЦЙөРлМхТСҢПХЦБ3-5mmӘ¬µИёЯ¶§ТнК№УГёЯР§әЩДнЖчғуК№ОЮДнИэҢЗЗшЛх¶МµҢ10mmТФДЪҰӘЗ°
ғуЕЕІоТмТІөуөуәхРҰӘ¬ТтөЛІЙУГµИµәЙө¶§ТнµДР§№ыңНІ»ГчПФҰӘТФПВБҢ±нИҰЧФ¶юәТөЦЙө»ъЦЖФмі§µДСщ»ъәш¶Ё±ЁёжӘ¬¶ю»ъңщОҒЛДВЮАЗӘЙм»ъ№№Ә¬µ«Т»әТОҒµИёЯ¶§ТнӘ¬Т»әТОҒµИµәЙөҢЗ¶§ТнӘ¬КФСйКэңЭ±нГчӘ¬БҢХЯµДР§№ыПаҢь(І»Н¬№¤і§Ймі¤ВККФСйКЦ·ЁУРТмӘ¬Ңц№©ІОүә)
µ«КЗӘғµИµәЙөҢЗ¶§ТнТтЗ°ғуЕЕ¶§ТнІ»Н¬¶шФцәУБЛ¶§Тн±ёәюµДЖ·ЦЦӘ»ғуЕЕ¶§ёЛМ§ёЯК№ПВЗеҢаЖчИҰіцА§ДСӘ»¶§ТніЭВЦЧц±ӘСш№¤ЧчК±Ә¬ЙПБъҢоёЗ°е±ШРлИҰПВӘ¬ФцәУБЛВй·іҰӘФшУРёц±рі§Ң«µИµәЙөҢЗ¶§ТнёД»ШµИёЯ¶§ТнµДАэЧУҰӘөУ·ДЦҮ№¤ТХµДҢЗ¶И·ЦОцӘ¬ІЙУГµИµәЙөҢЗ¶§ТнµДғуЕЕ¶§ТнәЩДнЖчЦБЗ°ВЮАЗҮүЪәдөЦЙөі¤¶И№э¶МӘ¬µҮРФәхЙЩӘ¬¶ФңнИЖХЕБ¦µДГфёРРФФцәУӘ¬¶ФңнИЖХЕБ¦µДµчХыТҒЗуМбёЯӘ¬µ±µчХыІ»µ±»тәЩДнР§№ыЗ·әСК±Ә¬·ө¶шІ»АыУЪМхёЙµДёДЙЖғНЙмі¤ВКІоТмµДәхРҰҰӘ
ТІУР·ДЦҮі§·ұПЦӘғК№УГµИёЯ¶§Тн·ДДіЖ·ЦЦөЦЙөК±Ә¬ғуЕЕөЦЙөЗүБ¦µНУЪЗ°ЕЕӘ¬ФЪПёЙө»ъЙПНЛИЖК±ТЧ¶ПН·ҰӘёДУГµИµәЙөҢЗ¶§ТнәөғуЕЕ¶§ТнМ§ёЯК№ғуөЦЙөНЛИЖ¶ПН·УРЛщәхЙЩҰӘЦЪЛщЦЬЦҒӘ¬ФЪТ»МЁөЦЙө»ъЙП¶§ЛЩІ»өжФЪІоТмӘ¬өЦЙөµДДн¶ИЗ°ғуЕЕөЦЙөКЗТ»ЦВµДӘ¬іцПЦЙПКцПЦПуУРөэёь¶а·ДЙөКµәщЦ¤КµғНМҢМЦҰӘ
ЛДҰұ¶§ТнС№ХЖРНКҢ
№ШУЪС№ХЖС№ЙөБ¦µДМЦВЫӘғС№ХЖКЗ¶§ТнµДЦШТҒЧйіЙІү·ЦӘ¬өЦЙөАлүҒ¶§ТнµәЙө±ЫғуӘ¬әөФЪС№ХЖ±ЫЙПИЖ1Ә®5И¦»т2Ә®5И¦ҢшИлС№ХЖµәЙөүЧӘ¬ЛжЧЕ¶§ТнУлөЦЙө№ЬәдµДПа¶ФФЛ¶ҮӘ¬өЦЙө±»УРМхІ»ОЙХыЖлµШңнИЖµҢЙө№ЬЙПҰӘС№ХЖµДС№ЙөБ¦У°ПмөЦЙөµДңнИЖГЬ¶ИӘ¬ТІКЗМбёЯөЦЙөңнЧ°ИЭБүµДНңң¶Ц®Т»Ә¬Т»°гКй±ңЙПМЦВЫµДС№ЙөБ¦НщНщКЗЦё¶§ТнФЪёЯЛЩ»ШЧҒК±Ә¬С№ХЖИЖЖдЧФЙн»ШЧҒЦ§µгЧҒ¶ҮӘ¬ЖдАлРД№ЯРФБ¦К№С№ХЖТ¶С№ПтЙө№ЬµДБ¦іЖОҒС№ЙөБ¦ҰӘОТГЗФшЧц№эКФСйК№¶§Тн»ШЧҒК±С№ХЖТ¶І»ПтРДӘ¬әөС№ХЖЧФЙнС№ЙөБ¦ОҒҰ°0Ұ±µДЗйүцПВӘ¬өЦЙөИФДЬҢшРРХэіӘµДңнИЖӘ»ОТГЗУЦЧцБЛФцәУС№ХЖЧФЙнС№ЙөБ¦µДКФСйӘ¬·ұПЦЖд¶ФңнИЖГЬ¶ИәёғхГ»УРКІГөУ°ПмӘ¬µ«µ±ОТГЗФЪФКРнµДЙмі¤ВК·¶О§ДЪФцәУңнИЖХЕБ¦Ә¬ңнИЖГЬ¶ИФцәУК®·ЦГчПФӘ¬ТтөЛӘ¬ОТГЗИПОҒ¶ФС№ХЖС№ЙөБ¦µДГиКцӘ¬У¦ИПОҒЖдОҒ¶юЦЦБ¦µДғПБ¦Әғ
1Ә®УЙңнИЖХЕБ¦ЗӘТэС№ХЖТ¶ПтЙө№Ь±нГжµДС№Б¦ҰӘ
2Ә®УЙС№ХЖФЪАлРД№ЯРФБ¦ЧчУГПВӘ¬ИЖЖдЧФЙн»ШЧҒЦ§µгРэЧҒӘ¬С№ХЖ¶ФЙө№Ь±нГжµДС№Б¦ҰӘ
Кµәщ±нГчӘ¬УЙңнИЖХЕБ¦¶шРОіЙµДС№ЙөБ¦Ф¶өуУЪС№ХЖЧФЙнµДС№ЙөБ¦ҰӘµ«КЗОҒБЛ·АЦ№өЦЙө»ъФЪүХФЛЧҒК±Ә¬ПаБЪµДС№ХЖПа»ӨёЙЙжӘ¬С№ХЖµДЙиәЖӘ¬ИФУ¦±ӘЦ¤ФЪҢПµНЧҒЛЩПВ(Из400rӘҮmin)ДЬЧФ¶ҮПтРДҰӘ
С№ХЖ°өөЦЙөАлүҒ¶§ТнµәЙө±ЫғуҢшИлС№ХЖ±ЫµДРОКҢүЙТФ·ЦОҒУРµәЙө№і(үЧ)Ә¬ОЮµәЙө№і¶юЦЦҰӘЗ°ХЯИзFA458AӘ¬FA415AӘ¬FA42lµИӘ¬ғуХЯИз·бМпFL100Ә¬ЗаФу660µИК№УГµДС№ХЖҰӘУРµәЙө№і(үЧ)ХЯФЪүҒКҢ¶§ТнЙПКЗ±ШРлµДӘ¬µ«ФЪ±ХКҢ¶§ТнЙПК№УГУРµәЙө№і(үЧ)µДС№ХЖУРК±»бЧи°іцЙөүЪө¦»э»ЁЧФ¶ҮЕЕіцӘ¬ТЧІъЙъЙөөГҰӘ
С№ХЖ°өЖдІДЦКАө·ЦУРВБЦКә°ёЦЦК¶юЦЦӘғВБЦКС№ХЖТ»°гОҒЦэәюӘ¬ДНДӨРФІоӘ¬КЬНвБ¦ЧчУГТЧ¶ПБСӘ¬µ«¶Ф¶§ТнМеУРТ»¶ЁµД±Ә»¤ЧчУГҰӘВБЦКС№ХЖТ»°гФЪС№Йөµгө¦ПвУРёЦЦКДНДӨүйӘ¬ДЬСУі¤ЖдКЩГьӘ¬ТІУРВБЦКС№ХЖ¶ЖУІёхХЯӘ¬ФтДНДӨРФҢПғГҰӘёЦЦКС№ХЖУРЖХНЁёЦЦК¶ЖёхӘ¬ә°І»РвёЦң«ГЬЦэәю¶юЦЦҰӘёЦЦКС№ХЖДНДӨӘ¬ФЪНвБ¦ЧчУГПВ±дРОғуүЙТФРЮёөКЗЖдУЕµгӘ¬µ«ЖдИ±µгТІХэФЪУЪөЛӘғИф±дРОғуОөә°К±ҢГХэРОЧөә°О»ЦГФт»бµәЦВөЦЙөЖµ·ұГ°ЙөКВ№КӘ¬С№ХЖТ¶»б±»№іИлөЦЙө¶шЦВ¶§ТнµәЙө±Ы±дРО»тХЫБСӘ¬ФміЙЦШөуКВ№КҰӘ
ОТГЗИПОҒӘ¬ТФ·ДөүГЮОҒЦчµД№¤і§К№УГВБЦКС№ХЖҢПОҒғПККҰӘТФ·Д»ҮПЛОҒЦчµД№¤і§К№УГёЦЦКС№ХЖДЬМбёЯС№ХЖµДК№УГКЩГьӘ¬µ«З°МбКЗС№ХЖКЬНвБ¦±дРОғуӘ¬µІіµ№¤ТҒә°К±·өУіӘ¬О¬РЮ№¤ДЬә°К±ХыРОӘ¬·сФтӘ¬ИФТФК№УГВБС№ХЖҢПОҒ°ІИ«ҰӘ
ОеҰұәЩДнЖч
°ІЧ°ФЪ¶§Тн¶Ө¶ЛµДәЩДнЖчБгәюЛдИ»РҰӘ¬ЖдЧчУГУлЦШТҒРФТСОҒФҢАөФҢ¶аµД·ДЦҮ№¤ТХ№¤ЧчХЯЛщИПК¶ҰӘЛьүЙТФФцәУөЦЙө·Діц¶О(З°ВЮАКдіцµгµҢ¶§ТнәЩДнЖчәЩДнµгЦ®әдµДөЦЙө)µДДн»ШКэӘ¬Лх¶МОЮДнИэҢЗЗшӘ¬ФцәУ·Діц¶ОөЦЙөµДХЕБ¦Ә¬әхЙЩЙмі¤УлЗ°ғуЕЕөЦЙөЙмі¤ВКІоТмӘ¬әхЙЩөЦЙө¶ПН·Ә¬МбёЯөЦЙөЦКБүә°өЦЙө№¤РтР§ВКҰӘ
Т»°гТФ·Діц¶ОДн»ШКэАөЕР¶ЁәЩДнР§№ыҰӘәЩДн¶ИүЙөпөЦЙөХжДнµДТ»±¶ЦБКэ±¶Ә¬¶ФөЦЙө·Діц¶ОХЕБ¦ҰұЗү¶Иә°Ймі¤ВКІъЙъПФЦшУ°ПмҰӘәЩДнУлХжДнФЪПЦУРµДөЦЙө»ъЙПН¬ОҒZДнҰӘөЦЙөµДәЩДн¶ИФЪ№эәЩДнЖчТФғуЧФ¶ҮКН·ЕЦБөЦЙө№¤ТХДЬ№ж¶ЁµДДн¶ИҰӘәЩДнР§№ыИҰңцУЪИзПВТтЛШӘғәЩДнЖчІДЦКҰұәЩДнЖчРОЧөҰұәЩДнЖчУлөЦЙөҢУөӨө¦әөәЩДнЖчЦ±ң¶µДөуРҰҰұ¶§ТнЧҒЛЩҰұңнИЖХЕБ¦µДөуРҰә°Лщ·ДПЛО¬µДЖ·ЦЦµИЦо¶аТтЛШҰӘ
әЩДнЖчµДІДЦКУРңЫ°±хӨ(ңЫ°±»щәЧЛбөЧәтіЖPu)µҮРФМеӘ¬ПрҢғғНңЫхӘ°·(PA)µИӘ¬ңЫ°±хӨәЩДнЖчД¦ІБПµКэҢПөуӘ¬ДНДӨҰұДНУНӘ¬Т»°гІЙУГЧұЛЬ·Ң·ЁәУ№¤Ә»ПрҢғәЩДнЖчД¦ІБПµКэөуӘ¬әЩДнР§№ығГӘ¬µ«ДНДӨРФІоӘ¬УГКЩГь¶МӘ»ңЫхӘ°·әЩДнЖчД¦ІБПµКэҢПРҰӘ¬ЦчТҒүүД¦ІБГжЙПµДіЭµгФцәУәЩДнР§№ыҰӘДүЗ°Ә¬өЦЙөәЩДнЖчТФК№УГңЫ°±хӨІДБПңУ¶аӘ¬ЖдУІ¶ИТ»°гОҒЙЫКПA75Ұ«90Ә¬УІ¶ИµНХЯӘ¬әЩДнР§№ығГӘ¬µ«ДНДӨРФІоӘ¬УІ¶ИёЯХЯӘ¬ДНДӨРФғГӘ¬µ«Д¦ІБПµКэәхРҰҰӘҢЁТй·ДөүГЮүЙУГµНУІ¶ИPuәЩДнЖчТФФцЗүәЩДнР§№ыӘ¬·ДµУГЮ»төү»ҮПЛФтК№УГёЯУІ¶ИPUәЩДнЖчТФСУі¤ЖдК№УГКЩГьҰӘ
әЩДнЖчµДРОЧөӘ¬УРЧ¶РОӘ¬НІРОӘ¬А®°ИРОӘ¬№шРОµИ¶аЦЦӘ»ТФД¦ІБГжЧөМ¬·ЦФтУРПҰіЭӘ¬ГЬіЭӘ¬ОЮіЭЦ®·ЦҰӘүЙНЁ№эёД±дәЩДнЖчЧ¶РОҢЗөуРҰАөГЦІ№өЦЙөµИёЯ¶§ТнµәЙөҢЗІ»Н¬Ә¬әхЙЩЗ°ғуЕЕ¶§ТнәЩДнР§№ыІоТмҰӘТІУРЗ°ғуЕЕ¶§ТнК№УГД¦ІБГжЧөМ¬І»Н¬µДәЩДнЖчАөәхРҰµәЙөҢЗІ»µИөшАөµДәЩДнР§№ыІоТмҰӘәЩДнЖчИлүЪµДРОЧөУлД¦ІБГжЙПіЭµДРОЧөУлГЬ¶И¶ФәЩДнР§№ыµДУ°ПмТФә°РОЧөёчТмµДәЩДнЖч¶ФөЦЙөЖ·ЦЦµДКК·ДРФЙРРиФЪКµәщЦРәУТФЕР¶ПӘ¬Т»°г¶шСФӘ¬·Дөү»ҮПЛХЯТФК№УГОЮіЭ№вГжµДәЩДнЖчҢПНЧҰӘүЙТФ±ЬГвіЭІүЖрГ«Ә¬іЭµДёЯ¶ИТФІ»ФцәУөЦЙөГ«УрОҒ¶ИӘ¬іЭёЯХЯәЩДнР§№ығГӘ¬µ«»бҢ«Іү·ЦПЛО¬өУИхДнµДөЦЙөЦР№ііцӘ¬ФцәУөЦЙөµДГ«УрҰӘ
әЩДнЖчУ붧ёЛµДБҒҢб·ҢКҢУР¶§ёЛүЧ¶ЁО»ә°¶§ёЛНвФІ¶ЁО»¶юЦЦҰӘЗ°ХЯИз·бМпә°Іү·ЦFA458AөЦЙө»ъӘ¬ғуХЯИз·бғНӘ¬ЗаФуә°FA15AӘ¬FA421µИөЦЙө»ъӘ¬¶§ёЛүЧ¶ЁО»ТҒЗуәЩДнЖчУ붧ёЛүЧң¶ПтУлЦбПтЕдғПң«¶ИңщҢПёЯҰӘ·сФт»бФміЙәЩДнЖч°ІЧ°А§ДС»тУ붧ёЛІ»Н¬ІҢҰӘУРК±»№»бФміЙәЩДнЖч№Т»ЁӘ¬ЖдОЁТ»µДУЕµгКЗәЩДнЖчНвФµУлЙПБъҢоХЦүЗПаЖӨЕдӘ¬ДЬ·АЦ№·Й»ЁҢшИлө«¶ҮІүО»ҰӘ¶§ёЛНвФІ¶ЁО»ФтҢПОҒүЙүүҰӘµ«БҢХЯәд№эУҮБүөу»бК№әЩДнЖч°ІЧ°ІрР¶±ИҢПА§ДСӘ¬өЛНвӘ¬ОҒ·АЦ№·Й»ЁҢшИлЙПБъҢоө«¶ҮІүО»РлФцәУ·АіңИ¦БгәюҰӘәЩДнЖчД¦ІБИ¦µДЦ±ң¶Т»°гРь¶§¶§ТнОҒ¦µ20Ұ«22Ә¬НР¶§¶§ТнТ»°гОҒ¦µ16ЧуУТӘ¬№эөуФтКЬ»ъЖчҢб№№ПЮЦЖӘ¬№эРҰФтәЩДнР§№ыІоҰӘ
ІЙИҰМбёЯәЩДнЖчІДБПД¦ІБПµКэ»тФцәУәЩДніЭАөМбёЯәЩДнР§№ыµДН¬К±Ә¬ТІ»бөшАөёғГжЧчУГӘғИзФЪФЛЧҒЦРүЙ·ұПЦУРР©Ж·ЦЦөЦЙөФЪҢшИләЩДнЖчғуӘ¬УРІү·ЦПЛО¬өУөЦЙө±нГж·ЦАліціЙИ¦ЧөФЩ»ШИлөЦЙөӘ¬Ң«УРіЭәЩДнЖч»»іЙОЮіЭ№вГжәЩДнЖчӘ¬өЛПЦПуИФөжФЪӘ¬ЖдөЦЙөГ«УрҢП¶аҰӘУРТ»Р©·ДЦҮі§ФшіцПЦЛщ·ДөЦЙөУР2cmІЁӘ¬УРК±УЦІ»өжФЪӘ¬КЗ·сПµәЩДнЖчЛщОҒӘ¬ЙРөэСйЦ¤ҰӘ
БщҰұөЦЙө¶§ТнµДО¬»¤Ул±ӘСш
1Ә®өЦЙөНЁµАµДЗеПө
өЦЙөНЁµАГүМм¶әУРКэНтГЧөЦЙөНЁ№эӘ¬өЦЙөПЛО¬ЙПµДГЮА°Ә¬іжКғӘ¬»ҮПЛУНәБ»бЦрҢӨ»эңЫµҢНЁµА±ЪЙПӘ¬ФміЙөЦЙө·ДЙө¶ОХЕБ¦µД±д»ҮӘ¬ІъЙъ№Т»ЁӘ¬»э»ЁҰӘТтөЛӘ¬µ±өЦЙө·ДЙө¶ОХЕБ¦ІОІоІ»ЖлӘ¬¶ПН·УРФцәУµДЗчКЖК±Ә¬±ШРл¶ФөЦЙөНЁµАҢшРРЗеҢа±ӘСшҰӘүҒКҢ¶§ТнТ»°гУГИбИнµДІәМхХғЗеПөИЬәБФЪНЁµАЦРАө»ШАі¶¶шіэИӨОЫ№ёҰӘ±ХКҢ¶§ТнОТГЗНЖәцµД·Ң·ЁОҒӘғaӘ®ИЬҢвОЫ№ёӘғУГёЯЛЩµзЧк(3000ЧҒ/·ЦЧуУТ)әРМШХғУРИЬәБµДЗеҢаИнЦб(РңОҒИнЦбӘ¬НвІгОҒГЮЙө°ь№ь)ФЪНЁµАДЪРэЧҒ2Ұ«3·ЦЦУbӘ®ЗеіэОЫ№ёӘғК№ХғУРИЬәБµДИнЦКІәМхНЁ№эДЪүЧөшЧЯ±»ИЬҢвµДОЫ№ёcӘ®ІБң»НЁµАӘғҢ«ЗеҢаµДИнЦКёЙІәМхНЁ№эДЪүЧҰӘУ¦УГЙПКц·Ң·ЁК±У¦ЧұТвӘғЗеҢаЗ°У¦Ң«әЩДнЖчИҰПВӘ¬ЙПКцЗеҢа№эіМµДГүТ»ІҢЦиЛщК№УГµД№¤ңЯЦ»ДЬЗеҢа2Ұ«3¶§ӘғИзЗеҢаИнЦбГүК№УГ2Ұ«3¶§РлЦШРВХғИЬәБӘ»ІәМхФЪК№УГ2Ұ«3¶§ғу±ШРлёь»»ҰӘІәМхНЁ№эөЦЙөНЁµА±ШРлідВъДЪүЧӘ¬ТФҢПөуБ¦БүНЁ№эІЕДЬөпµҢЗеҢаТҒЗуҰӘ
№ъНвӘ¬іцПЦУРТФәУИИµДғ¬ЗеПөәБµДБчМеіеПө±ХКҢ¶§ТнөЦЙөНЁµАµД№¤ңЯӘ¬ОТГЗКФУГғу·ұПЦР§№ыІ»АнПлҰӘТтОҒөЦЙөНЁµА±ЪЙПµДОЫ№ёУл№Ь±ЪҢбғП·ЗіӘАО№МӘ¬ңНПуТ»ёці¤ңГІ»ПөФиµДИЛӘ¬І»үЙДЬНЁ№эБЬФҰЗеПөµфЙнЙПµДОЫ№ёӘ¬Ц»УРНЁ№эЕЭҰұөкµД°м·ЁІЕДЬЧцµҢі№µЧµДЗеҢаӘ¬±ХКҢ¶§ТнµДөЦЙөНЁµАЗеҢаТІКЗТ»СщµДµААнҰӘ
2Ә®С№ХЖµДО¬»¤Ул±ӘСш
С№ХЖКЗ¶§ТнКµПЦңнИЖ№¦ДЬµДЦШТҒБгәюӘ¬ТІКЗ¶§ТнµДЦчТҒТЧЛрәюӘ¬ОЮВЫКЗВБС№ХЖ»тёЦС№ХЖ¶ә±ИҢПөаИхӘ¬ИЭТЧ¶ПБС»т±дРОҰӘТтөЛФЪ°ІЧ°ІрР¶¶§ТнК±РлМШ±рРҰРДӘ¬ЗбДГЗб·ЕҰӘёЦС№ХЖТ»µ©·ұЙъ±дРОӘ¬±ШРлә°К±РЮёөҰӘЦРКП¶§Тн±ёУРСщ°еә°№¤ңЯүЙ№©К№УГҰӘС№ХЖТ¶ғНС№ХЖ±ЫПµөЦЙөНЁµАӘ¬І»ДЬУРүДЕцЙЛӘ¬·сФтөЦЙөГ«УрФцәУҰӘ
С№ХЖИЖЖдЧФЙнµДР¤Цб°Ъ¶ҮӘ¬ЛдИ»Т»ВдЙөІЕ°Ъ¶ҮТ»өОӘ¬µ«КВКµЦ¤ГчӘ¬Р¤Цбә°ЖдіДМЧДӨЛр±ИҢПСПЦШӘ¬ЖдФТтКЗС№ХЖФЪ№¤ЧчК±УРІь¶ҮӘ¬Р¤ЦбУліДМЧәдПµёЙД¦ІБӘ¬ТтөЛДӨЛрҢПүмҰӘТ»°гГү°лДкУ¦әмІйЖдң¶ПтәдП¶өуРҰӘ¬Из№ыС№ХЖНЖАәдП¶і¬№э1mmК±Фт±ШРлёь»»Р¤Цб»тіДМЧӘ¬·сФтУРүЙДЬДӨЛрС№ХЖ»т¶§ТнЙПµДР¤үЧӘ¬µҢК±Рлёь»»С№ХЖ»т¶§ТнМеӘ¬іЙ±ңңНөуөуМбёЯҰӘ
3Ә®¶§¶§ТнЦбіРµД±ӘСш
Рь¶§¶§ТнНЁ№эТ»¶Фө№Ц±·ЕЦГµДµӨБРПтРДЗтЦбіРРь№ТФЪЙПБъҢоЙПҰӘ°өЦбіРКЬБ¦ЗйүцЖдАнВЫКЩГьЦБЙЩФЪ5Ұ«10ДкТФЙПӘ¬µ«НщНщіцПЦК№УГК±әдҢцКэФВ»т1Ұ«2ДкЦбіРңНЛр»µҢП¶аµДЗйүцӘ¬іэЙЩБүЦбіРЦКБүФТтНвӘ¬¶аКэПµ°ІЧ°±ӘСшІ»µ±ЛщЦВӘғ
aӘ®үЙәУУНҢб№№ӘғОөә°К±І№ідУлФЦбіРПаН¬µДИу»¬Ц¬Ә¬әөИ󻬲»ід·ЦКЗЛр»µµДЦчТҒТтЛШҰӘРь¶§өЦЙө»ъғуЕЕ¶§ТнФЪ»ъЙПәУУНА§ДСӘ¬ҢЁТйөуЖҢіµК±Ң«¶§ТнІрПВӘ¬НЁ№эЦбіРЧщЙПµДЧұУНүЧәУЙПУлФЦбіРПаН¬µДИу»¬Ц¬ҰӘІ»Н¬µДИу»¬Ц¬»мУГ»бК№Иу»¬Ц¬К§Р§ҰӘ
bӘ®І»әУУНҢб№№ӘғІЙУГЛ«ГжГЬ·вЦбіРµД¶§ТнЦбіРІ»РиТҒәУУНҰӘ°ІЧ°К±ЗеіэЦбіРЧщНв±нГжµД·АРвУНӘ¬І»ФКРнҢюИлЖыУН»тГғУНӘ¬Ц»ДЬУГІәү«ёЙң»әөүЙ°ІЧ°ҰӘ
cӘ®¶§ТніЭВЦ(іЭРОөшВЫ)У붧ёЛПµ»¬ЕдғПӘ¬У¦ДЬУГКЦЧ°ИләөүЙӘ¬ИзУц°ІЧ°А§ДС±ШРлС°ХТіцФТтӘ¬ИзәьІЫ»т¶ӨЛүОСУРГ«өМµИӘ¬Ң«ЖдРЮХэғГФЩЧ°Ә¬ЗРОрУГөёЧУЗГ»чӘ¬ТтОҒЗГ»ч»бК№ЦбіРµДёЦЗтә°№цµАКЬµҢЖЖ»µӘ¬К№ЦбіРµДКЩГьөуөуЛх¶МҰӘ
4Ә®¶§ТнМеµДО¬»¤±ӘСш
өЦЙө¶§ТнКЗёЯЛЩ»ШЧҒМеӘ¬¶§Тніці§З°¶әң№эСПёсПёЦВµД¶ҮЖҢғвРӘСйҰӘК№УГ№эіМЦРИфКЬНвБ¦ЧчУГ¶шЦВ¶§ёЛ»т¶§Тн±Ы±дРОФтҢ«»бЖЖ»µЖдЖҢғвӘ¬ФміЙёГ¶§ТнХс¶Үә°К№ЦбіРіРКЬ¶оНвµДЦШёөУ¦Б¦¶шМбЗ°Лр»µҰӘ¶§ТнµД¶ҮЖҢғвРӘСйӘ¬РлУЙЧЁУГЛ«Гж¶ҮЖҢғв»ъә°ЧЁТµәәКх№¤ИЛҢшРРӘ¬Т»°г·ДЦҮі§І»ңЯ±ёөЛМхәюҰӘОЮОэЦРКПЦЖФ칫Лң¶ФКЫіцµД¶§ТніРЕµЦХЙнГв·С±ӘСшӘ¬К№УГі§Ң«±дРОРиТҒЦШРВРӘСйµД¶§ТнүЙЦ±ҢУ·ұНщЦРКП№«ЛңӘ¬№«ЛңҢ«»бҢГХэ±дРОӘ¬ЦШРВЧч¶ҮЖҢғвРӘСйғу·ұ»ШҰӘ
¶§ТнМеУ¦·АЦ№үДЕцЙЛғННүБПНСВдҰӘ·сФтФЪёЯЛЩ»ШЧҒЦРТЧ№Т·Й»ЁӘ¬СПЦШХЯ»бФміЙЙөөГҰӘ
ЖЯҰұөЦЙө¶§ТнµДРВ·ұХ№
ЦРКП¶§ТнФЪ№ъДЪ¶ФөЦЙө¶§ТнµДСРңүғН·ұХ№ө¦УЪБмПИµШО»Әғ
1Ә®ОҒәхЙЩ»э»ЁЙөөГә°Г«УрүҒ·ұБЛZS100ПµБРРь¶§¶§ТнӘ¬өЦЙөНЁ№э¶§ТнµәЙө±ЫғуәөІшЙПС№ХЖ±ЫңС№ХЖµәЙөүЧИЖµҢЙө№ЬЙПӘ¬ОЮө«Ні¶§ТніРКЬёЯЛЩЖшБчіе»чµДҰ°өЦЙөЧФУЙ¶ОҰ±Ә¬ZSl00¶§ТнФЪ°І»Х»ҒГҮӘ¬ОЮОэТ»ГЮµИі§УГАө·ДЦЖёЯЦКБүөЦЙөӘ¬ТС»сөуБүК№УГҰӘ
2Ә®¶§ТнЧоёЯЧҒЛЩөп1800rӘҮminӘ¬УЙУЪң№эµзДФ¶ҮМ¬·ЦОцӘ¬ЙиәЖғПАнӘ¬ЦРКП¶§ТнҢПН¬АаРН№ъДЪНвРь¶§¶§ТнµДЦШБүТҒЗб10ӘӨЧуУТҰӘТФ120¶§өЦЙө»ъОҒАэӘ¬¶§Тн»ШЧҒМеЦШБүәхЙЩөп30№«ҢпЧуУТӘ¬¶ФДЬФөПығДµДәхЙЩӘ¬ИХ»эФВАЫУРПФЦшµДР§№ыҰӘ
3Ә®үҒ·ұБЛZS200ПµБРНР¶§¶§ТнӘ¬ОҒA454Ә¬A456РНөЦЙө»ъМṩБЛАнПлµД¶§ТнёьРВёДФмІъЖ·ҰӘZS200ПµБРНР¶§¶§Тн¶§ТнМеОҒВБғПҢрӘ¬өЦЙөНЁµАОҒ±ХКҢ»түҒКҢІ»РвёЦ№ЬӘ¬¶§ТнІ»±дРОӘ¬І»ДӨЛрӘ¬ТЧЗеПөӘ¬К№УГКЩГьі¤Ә¬әжңЯВБ¶§ТнғНёЦ¶§ТнµДУЕµгҰӘ
4Ә®ёЯР§әЩДнЖчµДСРЦЖӘғЦРКП№«ЛңСРЦЖБЛКэК®ЦЦңЫ°±хӨёЯР§әЩДнЖчӘ¬ККУ¦№ъДЪЛщУР№ъІъә°ҢшүЪµДРь¶§өЦЙө»ъҰұ№ъІъНР¶§өЦЙө»ъЕдМЧК№УГҰӘІ»Н¬РФДЬӘ¬РОЧөµДёЯР§әЩДнЖчүЙ№©·ДЙөі§СҰФсТФ»сµГЧоәС·ДЙөР§№ыҰӘ
5Ә®Ұ°ТФ·ДЦҮі§ВъТвОҒ±кЧәҰ±µДАнДоКЗЦРКП¶§ТнµДСРңү·ұХ№ІъЖ·µД¶ҮБ¦ғНАөФөҰӘ