
1 后区牵伸调整的改造
A513F型细纱机传动结构见图1。
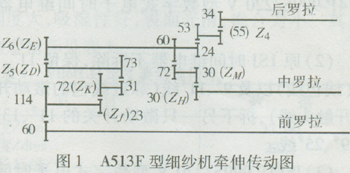
对中后牵伸调整特点进行分析,其后牵伸调整是通过后牵伸变换齿轮z4,的变化来实现的,由于Z4齿轮直接传动后罗拉,所以Z4的变化影响着总牵伸倍数变化。为了实现后牵伸倍数调整变化而不影响到总牵伸倍数发生变化,将后区牵伸齿轮z4变为固定传动齿轮,考虑到后区牵伸倍数的大小分布,经推将Z4选定为55T为宜。同时,将中罗拉头30T齿轮和与其啮合齿轮两处分别设计为后牵伸齿轮zH和后牵伸阶段齿轮ZM。则后牵伸倍数E后的计算公式如下:

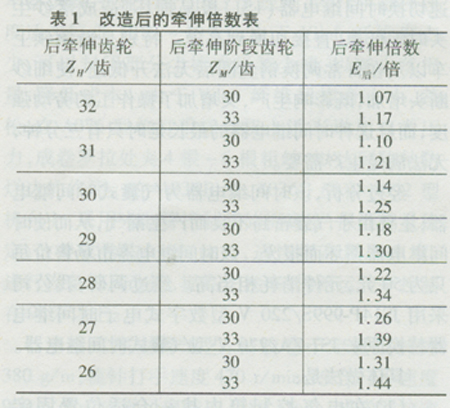
采取上述改造方案,后牵伸的变化是通过中罗拉变速来实现的,因此,后牵伸的调整不影响总牵伸变化。实际改造中,由于中罗拉头齿轮与前罗拉表面间的间隙不能太大,因此,后牵伸齿轮直径不易过大,以免造成与前罗拉表面的摩擦。经过测算,后牵伸齿轮ZH选择范围可确定为32T~26T。同时,结合后牵伸倍数的分布范围,后牵伸阶段齿轮ZM可选30T和33T两档,则后牵伸倍数范围从1.07倍到1.44倍,得到一定程度的扩展,可以满足各种纱的设计要求。在制作后牵伸齿轮ZH。和后牵伸阶段齿轮ZM时,将其制作成斜齿淬火钢件,以使传动平稳,机件耐用。
改造后的后牵伸倍数范围见表1。
2 后牵伸调整点改造前后纺纱对比
A513F型细纱机原后牵伸齿轮Z4通常选用48T、50T、52T,后牵伸倍数为1.20倍、1.25倍和1.30倍三种,对针织纱工艺设计不利。改造后牵伸倍数范围扩展,适应了产品工艺设计的需要。表2为纺制T/CJ65/35 13tex纱时后牵伸调整点改造前后纺纱质量对比结果。
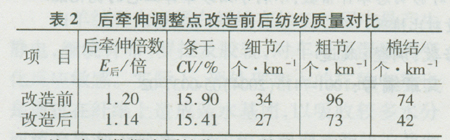
注:表中数据为同锭位20只管纱平均值。
从表2可以看出,后牵伸调整点改造后,后牵伸倍数经过优选,成纱IPI值有较大改善,有利于成纱质量的提高。
3 增设总牵伸阶段调整点
总牵伸调整点除保留原有的牵伸变换点Z5(ZD)、Z6,(ZE)外,将传动图中72T和23T一对相啮合齿轮传动点设置为总牵伸阶段调整点,即ZK、ZJ,并选择ZK/ZJ为72T/23T和55T/40T两种搭配方式。
总牵伸倍数E总为:
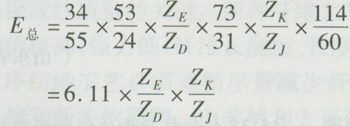
增设总牵伸阶段调整点,可以避免纺粗号纱时选择ZK/ZJ55/40档,使ZD、ZE齿数分配仍然可符合正常分配规律,避免两齿数分配产生倒配置现象。
4 结束语
A513F型细纱机牵伸调整点改造后,经过10多个月的生产运转,产品质量指标明显改善,并且与国内部分FA系列细纱设备的纺纱质量水平相当。改造后牵伸传动调整点更加合理、规范,有利于细纱工艺的优化配置,牵伸调整方便。该项改造投资较少,效果好。