
1ІўМх»ъЧФөчФИХыөДјёёц№ШјьјјКх
1Ј®1ҝШЦЖ·ҪКҪ
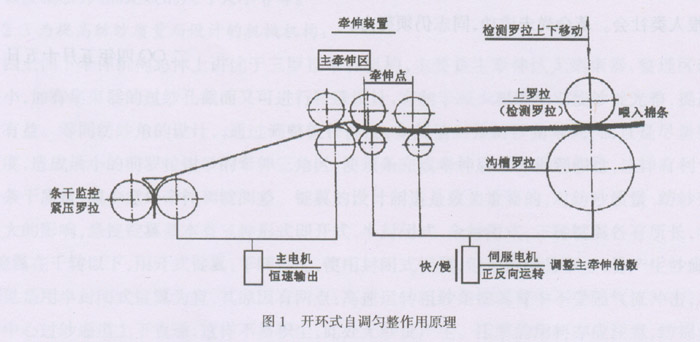
ЦЪЛщЦЬЦӘЈ¬ЧФөчФИХыөДҝШЦЖ·ҪКҪҝЙ·ЦОӘҝӘ»·ЎўұХ»·әН»мәП»·ИэЦЦРОКҪЈ¬Т»°гИПОӘЈ¬ҝӘ»·ПөНіКфХл¶ФРФФИХыЈ¬ККәП¶МЖ¬¶ОІ»ФИЈ¬ұХ»·ПөНіұИҪПККәПіӨЖ¬¶ОІ»ФИЈ¬»мәП»·ПөНіДЬјж№ЛіӨ¶МЖ¬¶ОІ»ФИЈ¬ө«»ъ№№ёҙФУЈ¬ЦЖФмҫ«¶ИТӘЗуәЬёЯЎЈёщҫЭІўМх№ӨРтөДөШО»әНЧчУГЈ¬ФЪПёЙҙөДЦШІ»ФИәНЦШБҝЖ«ІоЦёұкөДҝШЦЖЦРЖрөҪ·ЗіЈЦШТӘөД°С№ШЧчУГЈ¬¶ФФИХыөДХл¶ФРФҫЯУРҪПёЯөДТӘЗуЈ¬ҙУДҝЗ°өДЗйҝцҝҙЈ¬ДЬФЪІўМх»ъЙП·ў»УБјәГЧчУГөДЧФөчФИХыҙу¶јКфҝӘ»·ПөНіЈ¬Ц»ТӘЖдЦчТӘ№ӨТХ(ИзСУіЩКұјд)ЙиЦГБјәГЈ¬ФИХыР§№ыК®·ЦАнПлЎЈИзUSCЎўUSGРНЧФөчФИХыЧ°ЦГЈ¬ЖдЧчУГФӯАнИзНј1ЛщКҫЎЈ
4ЦБ8ёщМхЧУУЙөјМхјЬО№ИлЈ¬НЁ№эёшГЮВЮАӯЈ¬ҪшИл№өІЫВЮАӯУлјмІвВЮАӯЧйіЙөДјмІв»ъ№№Ј¬ҪшРРјҜЦРјмІвЈ¬И»әуА©Х№іЙЖ¬ЧҙЛНИЛЗЈЙмЧ°ЦГЎЈјмІв»ъ№№ЙППВВЮАӯјдұЈіЦТ»¶ЁС№БҰЈ¬ЛжО№ИлМхЧУөҘО»іӨ¶ИЧЬЦШБҝІ»Н¬Ј¬јмІвВЮАӯЙППВТЖ¶ҜЈ¬УЙО»ТЖҙ«ёРЖч·ўіцС¶әЕЈ¬ПаУҰјмІв¶ПГжөҪҙпЦчЗЈЙмЗшЗЈЙмөгКұЈ¬ЛЕ·юөз»ъјҙКұХэПт»т·ҙПтұдЛЩЈ¬јхЙЩ»тФцјУО№ИЛІҝјю(°ьАЁөјМхјЬЎўёшГЮВЮАӯЎўјмІв»ъ№№ј°ЦРәуЗЈЙмВЮАӯ)өДЛЩ¶ИЈ¬өчХыЦчЗЈЙмЗшЗЈЙмұ¶КэЈ¬ТФҙпөҪФИХыЗ°ВЮАӯіцМхМхёЙөДДҝөДЎЈФЪҪфС№ВЮАӯҙҰЈ¬¶ФіцМхМхёЙҪшРРФЪПЯјаҝШЎЈФЪПЯјмІвФИХыҪб№ыЈ¬ҫӯОў»ъНіјЖұИҪПЈ¬ФЪУ«№вЖБЙПТФКэЧЦәННјұн·ҪКҪПФКҫіцМхЧУЦКБҝКэҫЭЎЈФЪПЯјмІвөДFPА®°ИН·»№ДЬІ»¶ПәЛ¶ФіцМхәЕКэәНіцМхКөјКМхёЙІ»ФИЈ¬Из№ыі¬іцТСЙи¶ЁөДҫҜұЁҪзПЮКұЈ¬ІўМх»ъДЬЧФ¶ҜНЈіөІў·ўіцұЁҫҜРЕәЕЈ¬ПФКҫЖчЧ°ЦГ»№ДЬЛжКұПФКҫ¶аПо№ӨТХЎўЦКБҝЎўІъБҝөИНіјЖКэҫЭЎЈ
USCЎўUSGөДҙ«¶Ҝ»ъ№№ІЙУГ»ъөзЧйәПІоЛЩәПіЙ·ҪКҪЈ¬ХвЦЦ·ҪКҪҫЯУРҝШЦЖ№ҰВКРЎЎўЛЕ·юөз»ъ№КХПІ»У°ПмЦч»ъФЛРРЈ¬ҝШЦЖЛг·ЁјтөҘәНЦч»ъёД¶ҜРЎөИҪПОӘН»іцөДУЕөгЎЈФИХы·¶О§УРЎА10ЈҘЎўЎА15ЈҘЎўЎА20ЈҘәНЎА25ЈҘЛДөөЈ»ККЕдПЛО¬іӨ¶ИОӘ22Ў«100mmЈ»ҝШЦЖҫ«¶ИЎА1ЈҘЈ»ФЪПЯјмІвНіјЖ°аІъЎўЧЬІъЎўР§ВКЎўЙъІъКұјдЈ»іцМхјаІвЦШБҝЖ«Іо(AЈҘ)ЎўіцМх(CVЈҘ)ј°І»Н¬Ж¬¶ОЦШБҝCVЈҘ(CVL1mЎў3mЎў10mЎў100m)Ј®ЛьКЗТ»ЦЦ¶ФЗ°·ДЦР¶МЖ¬¶ОҫЯУРНкХыөДФЪПЯјмІв№ҰДЬөДЧФөчФИХыЧ°ЦГЎЈ
1Ј®2ЗЈЙмөчҪЪ·ҪКҪ
ЧФөчФИХыЧ°ЦГКЗНЁ№эёДұдЗЈЙмВЮАӯөДЛЩ¶ИАҙөчҪЪЗЈЙмөДЈ¬ҝЙТФёДұдәуВЮАӯөДЛЩ¶ИЈ¬ТІҝЙТФёДұдЗ°ВЮАӯөДЛЩ¶ИЎЈәуВЮАӯЛЩ¶ИәНО№ИлМхЦШ(»тҙЦПё)ј°ЗЈЙмұ¶КэіЙ·ҙұИ№ШПөЈ¬¶шЗ°ВЮАӯЛЩ¶ИәНО№ИлМхЦРј°ЗЈЙмұ¶КэіЙХэұИЎЈФЪЧФөчФИХыЧ°ЦГЦРЈ¬өчҪЪЗ°ВЮАӯЛЩ¶И»төчҪЪәуВЮАӯЛЩ¶ИёчУРУЕИұөгЎЈҙУёәәЙҝҙЈ¬ПЈНыөчЛЩІҝ·ЦөД№ҰВКУъРЎУъәГЈ¬ТФҪөөНПөНіөДЙиұё·СУГЎЈөчҪЪәуВЮАӯТ»°гЛщРиТӘ№ҰВКұИЗ°ВЮАӯРЎЈ¬ТІұИҪПИЭТЧВъЧгПөНі¶Ф№ЯРФөДТӘЗуЈ»ҙУМбёЯПөНіөДөчҪЪҫ«¶ИАҙҝҙЈ¬З°ВЮАӯөчЛЩұИәуВЮАӯөчЛЩУРАыЎЈТтОӘЗ°ВЮАӯөДЧӘЛЩұИәуВЮАӯЛЩ¶ИёЯЈ¬ЧӘЛЩОуІоВКҝЙҪөөНЎЈБнНвЈ¬өчЛЩІҝ·ЦТ»°гКЗЧчёЯЛЩФЛЧӘөДЈ¬ХвСщЈ¬јхЛЩіЭВЦПөНіҝЙҫЎБҝјхЙЩЈ¬Тт¶шЈ¬ТІјхРЎБЛіЭВЦОуІоЎЈө«ФЪЗ°ВЮАӯұдЛЩКұЈ¬ұШРлН¬КұёДұдҪфС№ВЮАӯЎўИҰМхЖчөИөДЛЩ¶ИЈ¬ёәәЙҙуЈ¬ПаУҰөД№ЯРФТІҙуЈ¬УРКұІ»ТЧВъЧгПөНіөД№ЯРФТӘЗуЎЈәуВЮАӯұдЛЩФтІ»Т»СщЈ¬УЙУЪЛЩ¶ИөНЈ¬Из№ыЛЩ¶Иұд»ҜҪц°Щ·ЦЦ®јёЈ¬ФтОуІоҫНҙуЎЈ¶шЗТЈ¬әуВЮАӯұдЛЩКұХыёцО№Ил»ъ№№Ј¬ИзөјМхјЬЎўјмІв»ъ№№ј°әуВЮАӯөИөДЛЩ¶И¶јТӘұд»ҜЈ¬ИЭТЧІъЙъТвНвЗЈЙмЈ»З°ВЮАӯұдЛЩКұЈ¬ЗЈЙмұ¶КэУлО№ИЛЙҙМхөДЦШБҝұд»ҜОӘПЯРФ№ШПөЈ»¶шәуВЮАӯұдЛЩКұЈ¬ФтОӘЛ«ЗъПЯ№ШПөЎЈФЪөчХыКұЈ¬ПЯРФ№ШПөұИҪПИЭТЧөчҪЪЎЈ
КөјКЙПЈ¬УЙУЪІўМх»ъіцМхЛЩ¶ИөДІ»¶ПМбёЯЈ¬ҪПЙЩҝјВЗЗ°ВЮАӯЛЩ¶ИөДёДұдЎЈН¬КұЛжЧЕІўМх»ъЗЈЙм»ъ№№өДІ»¶ПёДҪшНкЙЖЈ¬НщНщҪ«ЗЈЙмЗш·ЦіЙБҪІҝ·ЦФЪ№ӨТХЙПІаЦШөгЙПУРЛщЗшұрЈ¬ЧФөчФИХыФЪөчҪЪЗЈЙмКұТІУҰҝјВЗҫЎБҝЙЩёДұдФӯУРөДЗ°әуЗЈЙмЗшөДЗЈЙмЕдЦГЈ¬МШұрКЗ¶ФЗЈЙмЦКБҝУ°ПмҪПҙуөДәуЗшЗЈЙмұ¶КэЈ¬ұЬГв¶с»ҜМхёЙЎЈSH802-EРНІўМх»ъЙПөДLJSCЧФөчФИХыЧ°ЦГКЗНЁ№эёДұдўтЎўўуЎўўфИэёщВЮАӯөДЛЩ¶ИЈ¬IВЮАӯЛЩ¶ИұЈіЦІ»ұдЎЈХвЦЦөчҪЪ·ҪКҪұЈіЦәуЗшЗЈЙмұ¶КэІ»ұдЈ¬¶шТФўтЎўўуВЮАӯЛЩ¶ИөДёДұдАҙөчҪЪЗ°ЗшЗЈЙмұ¶КэЎЈ
УРөДЧФөчФИХыЧ°ЦГұЈіЦІўМх»ъЦчЗЈЙмұ¶КэІ»ұдЈ¬ЧЁГЕЙијЖТ»ёцФӨЗЈЙмЗшҪшРРЗЈЙмөчҪЪЈ¬ИзФЪЦчЗЈЙмЗшәу·ҪЙиЦГТ»¶ФјтөҘВЮАӯЈ¬РлМхФЪҪшИлЦчЗЈЙмЗ°ПИҪшИЛФӨЗЈЙмЗшЈ¬ҫӯ№эЧФөчФИХыөДЧчУГЈ¬К№ҪшИлЦчЗЈЙмЗшөДМхЧУөД¶ЁБҝҫщФИТ»ЦВЎЈІЙУГХвЦЦ·ҪКҪЈ¬УҰФЪ№ӨТХЙПұЬГвТтФцјУТ»ёцЗЈЙмРФДЬІўІ»НкЙЖөДФӨЗЈЙмЗш¶ш¶с»ҜМхёЙЎЈ
J-3О№ИлјмІвПөНі
О№ИлјмІвПөНіөДЧчУГКЗҪ«О№ИлРлМхөДІ»ФИұд»ҜТФДіЦЦРЕәЕ·ҙУҰіцАҙЈ¬ҝЙТФУРКҪЎўөзЖшКҪј°ЖшБчјмІвөИ¶аЦЦІ»Н¬өД·ҪКҪЈ¬ТтәуБҪХЯ¶ФНвҪзТтЛШ(ПЛО¬Ж·ЦЦЎўПЛО¬·ЦІјЧҙҝцЎўОВКӘ¶ИөИ)ұд»ҜҪПГфёРЈ¬К№јмІвРЕәЕІ»№»ОИ¶ЁЈ¬ДҝЗ°К№УГҪПіЙКмөДјјКхКЗөзЖчҪбәПКҪјмІвЈ¬ИзАыУГТ»ПЯО»ТЖҙ«ёРЖчЕдәПТ»¶Ф°јН№ВЮАӯ(¶ФКдИлГЮМхҪшРРБ¬РшІвБҝЎЈЖд№ӨЧчФӯАнКЗЈә°јВЮАӯ№М¶ЁІ»¶ҜЈ¬Н№ВЮАӯНЁ№эөҜ»ЙјУС№ҪфҝҝФЪ°јВЮАӯЙПЈ¬РОіЙТ»ІвБҝЗҜҝЪЎЈУЙУЪЗҜҝЪЦРГЮМхҙЦПёөДұд»ҜЈ¬К№Н№ВЮАӯНЖ¶Ҝҙ«ёРЖчөДМҪН··ўіцРЕәЕЎЈёщҫЭО»ТЖБҝөДҙуРЎЈ¬ҙ«ёРЖчКдіцПаУҰөДөзС№ЖчЈ¬ёГЦөУлГЮМхКдИлБҝУРБјәГөДПЯРФ№ШПөЈ¬ІвөГөДРЕәЕН¬КұөГөҪ·ЕҙуәНҙ«ЛНЎЈХвЦЦҪб№№өДУЕөгКЗІвБҝОИ¶ЁҝЙҝҝЈ¬І»ТЧКЬНвҪзёЙИЕЈ¬ІЩЧчК№УГ·ҪұгЎЈОӘК№°јН№ВЮАӯЧйіЙөДІвБҝЗҜҝЪДЬХэИ··ҙУҰРлМхІ»ФИөДұд»ҜЈ¬ТӘәПАнЙиЦГІвБҝВЮАӯјУС№ЎўЦұҫ¶әН№өІЫҝн¶ИөИІОКэЈ¬Н¬Кұ»№ТӘЧўТвРлМх¶ЁБҝЎў»ШіұВКЎўҪб№№РФЧҙөИ¶ФІвБҝРЕәЕөДУ°ПмЈ¬І»Н¬Ж·ЦЦҝЙТФЙиЦГІ»Н¬өДІвБҝІОКэЎЈUSCЎўUSDҫщёщҫЭІ»Н¬өДФИХы·¶О§ЙиЦГБЛЧоҙуІвБҝЖ«ІоЈ¬ІўМṩБЛІ»Н¬өДІвБҝВЮАӯІЫҝнЎЈ
1Ј®4ҝШЦЖјЖЛг»ъ
ҝШЦЖјЖЛг»ъКЗХыёцПөНіөДәЛРДЎЈСЎФс№ӨТөј¶өДЦчCPUЈ¬јхЙЩБЛНвО§ҝШЦЖФӘјюЎЈТтОӘХыёцПөНі№ІУР8ёцІЙСщөгЈ¬ОӘјхЙЩІЙСщөИҙэКұјдЈ¬јхЙЩЦчCPUөДёәөЈЈ¬өҘ¶АЙијЖБЛТ»ёцІЙСщЧУПөНіЈ¬ёГЧУПөНіУЙөҘЖ¬»ъҝШЦЖЈ¬ЛьҪ«ЛщУРРЕәЕІЙјҜәуЈ¬НЁ№эІўРРҪУҝЪҙ«КдөҪЦчCPUЎЈҙЛНвЈ¬УІјюЙијЖЙПЈ¬ІЙИЎБЛРн¶аУРР§өДҙлК©Ј¬ИзөфөзұЈ»ӨөзВ·өДЙијЖІЙУГБЛөзФҙөфөзРЕәЕҝШЦЖЎўЖ¬СЎҝШЦЖЎўөфөзЦР¶ПҝШЦЖТФј°п®өзіШөДұЈ»ӨҙҰАнөИЈ¬ҙпөҪБЛФЪИОәОЧҙМ¬ПВөДКэҫЭҫщКЗНкХыҝЙҝҝөДЙијЖДҝұкЎЈ
ИнјюЙијЖІЙУГБЛКөКұІЩЧчПөНіҪшРРҝШЦЖЙијЖЎЈЦчіМРтЦРЈ¬ЙијЖБЛДЪИЭ·бё»өД6ј¶ІЛөҘПөНіЎЈНЁ№эХвР©ІЛөҘЈ¬ҝЙТФЦұҪУ№ЫІмПөНіДЪөДёчПоЙъІъКэҫЭЈ¬ҝЙТФКдИлёчЦЦҝШЦЖІОКэЈ¬ДЬ¶ФПФКҫІЛөҘҪшРРЧйЦҜЎЈҙЛНвЈ¬ЙијЖЦР»№ФцјУБЛЧФјмәНІвКФ№ҰДЬЈ¬НЁ№эПФКҫГж°еҫНҝЙТФБЛҪвХыёцПөНіөД№ӨЧчЗйҝцЎЈ
1Ј®5ЛЕ·юПөНі
ЛЕ·юПөНіЦчТӘ°ьАЁҝШЦЖөз»ъЎўЛЕ·юҝШЦЖЖчЎўЙІіөҝШЦЖЖчәНҙу№ҰВКұдС№ЖчөИЧйіЙЎЈҝШЦЖөз»ъК№УГОЮЛўАаөз»ъЈ¬СЎФс№ҰВКОӘ1Ј®2kwөДҪ»БчЛЕ·юөз»ъЎЈөз»ъЙІіөҝШЦЖ°еУГУЪОьКХөз»ъјхЛЩФЛРРКұ·ҙАЎёшҝШЦЖЖчөДДЬБҝЎЈ
1Ј®6іцМхјмІв
Т»°гөДҝӘ»·КҪФИХыПөНіФЪіцМх¶ЛКЗГ»УРјмІвөгөДЈ¬ҝШЦЖПөНіёщҫЭО№ИлјмІвРЕәЕөчҪЪЗЈЙмұ¶КэәуЦұҪУКдіцРлМхЈ¬ОЮ·ЁФЪПЯБЛҪвФИХыР§№ыЎЈUSCЎўUSGҫщФЪіцМхҙҰЙиЦГБЛјмІвА®°ИН·Ј¬ЛьІ»Н¬УЪұХ»·ПөНіөДіцМхјмІвЈ¬УлЧФөчФИХыөДҝШЦЖПөНіГ»УР№ШПөЈ¬КЗТ»ёцЦұҪУјаКУәНІвБҝКдіцМхЦКБҝЈ¬ПтјЖЛг»ъМṩРЕәЕөДёЯҫ«¶ИјаІвЖчЎЈіцМхјмІвІЙУГҫЯУРёЯЛЩЎўёЯҫ«¶ИМШөгөДFPГЮМхС№БҰҙ«ёРЖчЈ¬ДЬјмІвМхЧУөДОўРЎұд»ҜЈ¬КөПЦ¶ФГЮМхЦКБҝөДјаҝШЎЈИфЕдәПёЯРФДЬөДИнјюЈ¬»№ДЬЦұҪУФЪЦХ¶ЛЙППФКҫГЮМхөДМхёЙКэЦөәНІЁЖЧНјЈ¬Хв¶ФПөНіөчКФәНЦКБҝјаҝШУРЦШТӘөДТвТеЎЈ
1Ј®7ПФКҫЦХ¶Л
ЦХ¶ЛКЗҝШЦЖПөНіУлІЩЧчИЛФұБ¬ҪУөДЗЕБәЈ¬НЁ№эПФКҫЦХ¶Л¶ФУР№Ш№ӨТХМхјюәНјјКхІОКэҪшРРЙи¶ЁЈ¬ІўЛжКұБЛҪвЙъІъЗйҝцәНіцМхЦКБҝЎЈuscЎўusGРНЦХ¶ЛСЎУГөгХуРНТәҫ§Ј¬Тәҫ§ұҫЙнЧФҙшҝШЦЖПЯВ·Ј¬¶ФЛьөДҝШЦЖКЗУЙТ»ёцјЖЛг»ъҝШЦЖПөНіНкіЙЎЈ
1Ј®8ФИХыјјКхІОКэ
1Ј®8Ј®1ЛАЗшіӨ¶И
ЛАЗшіӨ¶ИјҙәуЗш°јН№ВЮАӯөҪЦчЗЈЙмЗшұдЛЩөгјдөДҫаАлЎЈЛьҫц¶ЁФИХыІҝ·Ц¶ФО№ИлБҝІЁ¶ҜөДСУіӨКұјдЎЈ¶ФУЪҝӘ»·КҪЧФөчФИХыЧ°ЦГЈ¬ҝЙТФУГПВКҪҪьЛЖұнКҫЛАЗшіӨ¶ИЦөLЈә
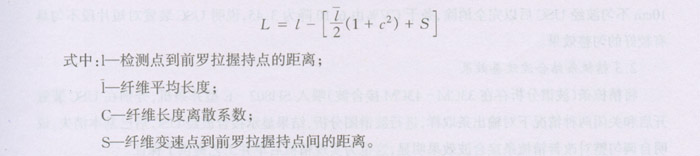
ИфЙҙМхКдИлЛЩ¶ИV1Ј¬ПөНі№ЯРФСУіЩКұјдОӘtЎҜЈ¬ФтФИХыПөНіөДСУіЩКұјдОӘt=(1ЈҜV1)-tЎҜЈ¬¶шСУіЩКұјдөДИ·¶ЁҪ«ЦұҪУУ°ПмФИХыПөНіөДФИХыР§№ыЎЈ
УЙЙПКҪҝЙЦӘЈ¬ЛАЗшіӨ¶ИУлјмІвөгО»ЦГУР№ШЎЈuSCЧ°ЦГјмІвөгО»УЪәуВЮАӯәу·ҪФј1150mmҙҰЈ¬ЗТЛАЗшіӨ¶ИУҰЛжјУ№ӨПЛО¬өДіӨ¶Иј°іӨ¶ИАлЙўЗйҝцөДІ»Н¬¶шТмЎЈБнНвСУіӨКұјдіэБЛУлЛАЗшіӨ¶ИУР№ШЈ¬»№ТӘҝјВЗПөНіРФСУіЩКұјдөДУ°ПмЈ¬І»Н¬өДЧФөчФИХыЧ°ЦГЈ¬ҫЯУРІ»Н¬өДtЎҜЦөЎЈФЪИ·¶ЁЙҙМхКдИлЛЩ¶ИКұЈ¬іэБЛ¶ФО№ИлХЕБҰөДУ°ПмЈ¬»№ТӘҝјВЗөҪЖдУлСУіӨКұјдУР№ШЎЈ
ТтЛАЗшіӨ¶ИКЬ¶аЦЦТтЛШУ°ПмЈ¬КЗТ»ёцІ»И·¶ЁІОКэЈ¬ФИХыПөНіөДЙијЖУҰОӘУГ»§ХэИ·СЎУГёГІОКэМṩ·ҪұгЎЈК№УГUSCЎўUJSGЧ°ЦГКұЈ¬ПөНіКЦІб»бНЖјцТ»ёцЛАЗшіӨ¶ИЈ¬ө«КөјщЦӨГчЈ¬ЛьІў·ЗЧојСЛАЗшіӨ¶ИЎЈУЙУЪУ°ПмТтЛШҪП¶аЈ¬»№РиҫӯКөСйҪшРРРЮХэІЕДЬИ·¶ЁЧојСЦөЎЈЙъІъКөјКЦРЈ¬өұЖ·ЦЦ·ӯёДЎўФӯБПұд»ҜКұЈ¬¶ј»бК№ФИХыөг·ўЙъұд»ҜЈ¬УҰҝјВЗЛАЗшіӨ¶ИөДәПАнөчҪЪЎЈ
1Ј®8Ј®2·Еҙуұ¶Кэ
·Еҙуұ¶Кэҫц¶ЁБЛ¶ФО№ИЛБҝІЁ¶ҜөДПмУҰіМ¶ИЎЈУЙУЪјмІвЧ°ЦГКЗКҪјмІвО№ИлМхПЯГЬ¶ИЈ¬КЬФӯБПРФДЬЎўГЬјҜіМ¶ИЎўЕоЛЙРФөИТтЛШУ°ПмЈ¬УлҝН№ЫКөјКөДІЁ¶ҜУРТ»¶ЁІоТмЈ¬ұШРлТФ·Еҙуұ¶КэөДөчХыҫц¶ЁФИХы»ъ№№өчҪЪБҝөДҙуРЎЎЈИф·Еҙуұ¶Кэ№эҙу»т№эРЎЈ¬¶ј»бК№ФИХыәуөДКдіцМх¶ЁБҝЖ«АлЙи¶ЁЦөЎЈТтҙЛЈ¬ГҝҙОФӯБПөчХыЎўЖ·ЦЦұд»ҜәуЈ¬ұШРлҫӯ№эКФСйөчХыАҙИ·¶ЁЧојСөД·Еҙуұ¶КэЎЈ
2өдРНЧФөчФИХыЧ°ЦГЦчТӘ№ӨТХРФДЬ
uSTER№«ЛҫөДІўМх»ъЧФөчФИХыЧ°ЦГUSCЎўUSGКЗДҝЗ°КАҪзЙПҫЯУРҙъұнРФөДПИҪшІъЖ·Ј¬ПЦҪ«ЙъІъКөјщЦР¶ФЛьГЗҪшРРөД№ӨТХРФДЬКФСйЗйҝцЧЬҪбИзПВЈә
2Ј®1ФИХы·¶О§
ФЪ°ІЧ°УРUSCЧФөчФИХыЧ°ЦГөДёЯЛЩІўМх»ъХэіЈО№ИлөД7ёщМхЧУЙПҪшРРјУјхМхКФСйЈ¬Ҫ«О№ИлМх·ўЙъ7ёщ-8ёщ-7ёщ-6ёщ-7ёщұд»Ҝ(ұд»Ҝ·¶О§-14Ј®2ЈҘЎӘ+14Ј®2ЈҘ)Ј¬ГҝҙОјдёфҙуУЪ100mЈ¬И»әу°ҙО№ИЛМхЛіРтИЎіцМхЧУұд»»КұҝМЗ°әуРОіЙөДКдіцМхЧУСщЈ¬ҪшРРІ»Н¬Ж¬¶ОіӨ¶ИІ»ФИВК·ЦОцЈ¬Ҫб№ыПФКҫМхёЙCVЈҘәНІ»Н¬Ж¬¶ОөДЦШБҝІ»ФИВКәНЦШБҝЖ«ІоОЮГчПФұд»ҜЎЈө«ФЪ7ёщО№ИлКұјУјх2ёщ(ұд»Ҝ·¶О§-28Ј®6ЈҘЎӘ+28Ј®6ЈҘ)МхЧУКұЈ¬Тті¬іцФИХы·¶О§(ЎА25ЈҘ)Ј¬ЙъІъОЮ·ЁХэіЈҪшРРЎЈҪб№ы
ЛөГчЈ¬USCФЪФИХы·¶О§ДЪҝЙТФәЬәГөШ·ў»УЧчУГЎЈ
2Ј®2¶МЖ¬¶ОІ»ФИөДФИХыР§№ы
ФЪVOUK SH802Т»EРНІўМх»ъХэіЈО№ИЛҫ«КбМхЦРјРҪшТ»ёщҫЯУРГчПФ¶МЖ¬¶ОІ»ФИөДҫ«КбМЁГжМхЈ¬¶ФО№ИлМхәНКдіцМхҪшРРІЁЖЧНјәНМхёЙCVЈҘ·ЦОцЈ¬Ҫб№ыПФКҫҫ«КбМЁГжМхЦРҫЯУРІЁіӨОӘ8cmЎ«10cmІ»ФИІЁҫӯUSCәуТФНкИ«ПыіэЈ¬МхёЙCVЈҘУЙ6Ј®10ҪөОӘ3Ј®45Ј¬ЛөГчUSCЧ°ЦГ¶Ф¶МЖ¬¶ОІ»ФИҫЯУРҪПәГөДФИХыР§№ыЎЈ
2Ј®3ҫ«КбМхҪбәПІЁёДЙЖР§№ы
Ҫ«ҫ«КбМх(ІЁЖЧ·ЦОцҙжФЪ33CMТ»43CMҪУәПІЁ)О№ИлSH802-EРНІўМх»ъЈ¬·ЦұрФЪUSCЧ°ЦГҝӘЖфәН№ШұХБҪЦЦЗйҝцПВ¶ФКдіцМхИЎСщЈ¬ҪшРРІЁЖЧНј·ЦОцЈ¬Ҫб№ыПФКҫҪУәПІЁҫӯUSCәуТС»щұҫПыК§Ј¬ЛөГчЧФөчФИХы¶ФёДЙЖҫ«КбМхҪУәПІЁР§№ыГчПФЈ¬ХвТІОӘКөПЦҫ«КбәуөҘІў№ӨТХМṩБЛұЈЦӨЎЈ
2Ј®4І»Н¬Ж¬¶ОіӨ¶ИөДФИХыР§№ы
ФЪ°ІЧ°USGөДFA326РНІўМх»ъЙП¶Фҫӯ№эЧФөчФИХыөДКдіцМхҪшРР1ГЧЎў2ГЧЎў3ГЧЎў4ГЧЎў5ГЧІ»Н¬Ж¬¶ОөДЦШІ»ФИІвКФЈ¬ІўМх»ъөДБҪёцСЫ·ЦұрҪшРРЈ¬Ҫб№ыПФКҫБҪСЫІвөГөДКэЦө»щұҫПаН¬Ј¬ПаН¬Ж¬¶ОіӨ¶ИөДУРФИХыөДұИОЮФИХыөДТӘәГЈ¬ЦШБҝCVЈҘұИОЮФИХыөДТӘРЎЎЈФЪУРФИХыөДЗйҝцПВЈ¬Ж¬¶ОіӨ¶ИФҪіӨЈ¬ФИХыР§№ыФҪәГЎЈЛөГчІўМх»ъЧФөчФИХы¶Ф¶МЖ¬¶ОөДФИХыТӘЗуұИҪПёЯЈ¬јјКхДС¶ИҪПҙуЎЈ
2Ј®5 USGФИХыәПёсВК
ФЪ°ІЧ°USGөДFA326РНІўМх»ъЙПЈ¬¶Ф8ёщЎў7ёщЎў9ёщөДІ»Н¬О№ИлМхјюПВөДКдіцМх5ГЧіЖЦШёч20¶ОЈ¬·ЦұрјЖЛгіц8ёщ-7ёщәН8ёщ-9ёщөДФИХыР§№ыЎЈҪб№ыПФКҫЈ¬ФЪ8ёщХэіЈО№ИлөДЗйҝцПВЈ¬ФцјхТ»ёщМхЧУЈ¬ЖдФИХыВК¶јФЪұкЧј·¶О§ДЪЎЈФИХыВКФҪРЎЈ¬ЛөГчЦШБҝІоТмФҪРЎЈ¬ФИХыР§№ыФҪәГЎЈ
3ҪбУп
ЛжЧЕПЦҙъ·ДЙҙЙъІъТӘЗуөДІ»¶ПМбёЯЈ¬ІўМх»ъЧФөчФИХыјјКхөДУҰУГТСК®·ЦЦШТӘЈ¬ЖдјјКхәНЧчУГТСіЙОӘІўМх№ӨРтПЦҙъ»ҜөД№ШјьЛщФЪЈә
(1)ІўМх»ъЧФөчФИХыөДЧчУГУҰВъЧгКөПЦҫ«КбәуөҘөАІўМх№ӨТХЈ¬јҙ¶Фҫ«КбМхҪУәПІЁУРҪПәГөДёДЙЖЧчУГЎЈ
(2)ІўәПҝЙТФёДЙЖМхЧУөДіӨЖ¬¶ОІ»ФИЈ¬ІўМх»ъЧФөчФИХыөДЧчУГ№ШјьКЗёДЙЖ¶МЖ¬¶ОІ»ФИЈ¬Ҫ«ІўәПәНЧФөчФИХыҪбәПЖрАҙЈ¬ҝЙТФКөПЦІўМх№ӨРтөДЧојС№ӨТХР§№ыЎЈ
(3)ҝӘ»·КҪҝШЦЖПөНіҫЯУРҪПЗҝөДФИХыХл¶ФРФЈ¬КЗІўМх»ъЧФөчФИХыЧ°ЦГҪПАнПлөДҝШЦЖ·ҪКҪЈ¬јУЙПіцМхФЪПЯјмІвЧ°ЦГЈ¬КөПЦФЪПЯјаҝШЈ¬К№ЖдЧчУГёьјУНкЙЖЎЈ
(4)ЧФөчФИХыЧ°ЦГІ»ДЬУ°ПмІўМх»ъөД№ӨТХЧчУГЈ¬Хл¶ФІ»Н¬өДЗЈЙмРОКҪЙијЖТ»ёцәПАнөДЗЈЙмөчҪЪ·ҪКҪК®·ЦЦШТӘЎЈ
(5)ОТ№ъөДІўМх»ъЧФөчФИХыјјКхУл№ъјКПИҪшЛ®ЖҪПаұИ»№УРҪПҙуІоҫаЈ¬ЦчТӘұнПЦФЪҝЙТФФИХыөДЖ¬¶ОіӨ¶ИәНЦЖФмҫ«¶ИЈ¬УҰјУЗҝУР№ШјјКхСРҫҝЈ¬Е¬БҰёПі¬КАҪзПИҪшЛ®ЖҪЎЈ