
1.概述
目前国内外制造的细纱机关键部份牵伸装置的形式主要有SKF型、INA-V型、R2P、HP型等几种,而我国制造的细纱机都仿造SKF型长短皮圈牵伸形式,虽已被绝大多数棉纺厂采用, 但也存在一些问题,如运转有不稳定因素,锭差比较大,特别是纺纯棉时前区的工艺调节性比较差,影响成纱质量的进一步提高。新型细纱牵伸形式可采用双短皮圈牵伸,不用张力架的下皮圈运转更为稳定,不会因摇架压力的减弱而造成皮圈停顿现象,前区罗拉隔距可缩小至13mm以下,皮圈对纤维牵伸的控制方式为下压式,利用下皮圈较厚的自然弹性来增强对纤维牵伸时的控制力,以稳定纤维游离变速,提高了工艺性能。新型双短皮圈牵伸形式经试用后证实对提高成纱质量效果显著,是目前三罗拉牵伸实现前区牵伸紧隔距、小浮游区、强控制纺纱工艺的一个成功典范。
2. 新型细纱牵伸形式及工艺的理论依据
从分析、研究纺纯棉纱工艺的技术性能和多年的实践中得出,细纱机的整个牵伸是以前区的牵伸工艺及牵伸器件直接影响成纱质量的主要关键。要得到好的成纱质量,前区牵伸工艺必须采取“三小”原则,即“小浮游区长度”、“小皮圈钳口隔距”、“小前中罗拉隔距”以及上、下皮圈对棉纤维牵伸时的控制力和前罗拉皮辊对纤维的拖引力。新型细纱牵伸形式在设计时吸取了这些理论、经验,又结合摇架加压的特点,采用双短皮圈上销下压牵伸形式,满足了前区牵伸工艺“三小”原则和上、下皮圈对棉纤维牵伸时的控制力。
3. 新型细纱牵伸形式的技术特征和工艺
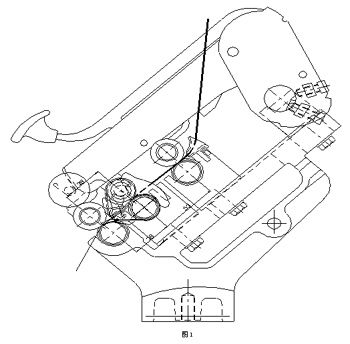
⑴摇架双短皮圈牵伸保持架的结构设计,是以特制改进的摇架握持的上皮圈销架与特制改进的中罗拉作依托支承的下皮圈架及下销组合成每销架为2锭的双短皮圈牵伸系统(如图1所示)。
⑵摇架双短皮圈牵伸保持架的特征,上皮圈销架采用下压形式,下皮圈架与下销采用折装式,每销2锭的下销能方便地卡在下皮圈架上,折装皮圈十分简便。为了满足纺纯棉纱工艺的需要,前、中罗拉中心距可调节到38mm以下,摇架前、中爪中心距也可调节到38mm以下,双短皮圈牵伸钳口可前冲,缩小了浮游区长度,钳口到前罗拉距离可缩小为10.5mm,钳口隔距根据工艺需要按装隔距块,由于双短皮圈牵伸是不用长下销和下皮圈涨力架,所以揩车显得十分方便。
⑶ 新型细纱牵伸形式所改进的罗拉座即可采用双短皮圈牵伸形式,又可采用SKF型长短皮圈牵伸形式,只要换上长下销和装上张力架,就能变成SKF型长短皮圈牵伸形式,拿掉长下销和张力架,换上双短皮圈牵伸保持架就变成新型双短皮圈牵伸形式,两种皮圈牵伸形式的变换只需几个小时就可完成,所以这种设计能便于采用SKF型牵伸形式的细纱机进行技术改造。
4. 新型细纱牵伸形式与棉纱的成纱质量关系
⑴根据棉纺细纱牵伸原理我们按图2所示从以下三个方面来分析:
(a)合理布量摩擦力界,提高皮圈对纤维的控制能力。原SKF牵伸形式采用下销上托来加强皮圈中部的控制力,由于上下皮圈迥转的主动与被动、作用力与反作用力及皮圈直径和厚度的关系,下压型皮圈中部的摩擦力明显大于上托型,这已经过原中国纺织大学摩擦力界实验测试结果证实。由于采用了不上涂料的软性皮辊,前罗拉钳口对纤维的握持力以对纤维的拖引力明显增加,相应提高皮圈中部对纤维的控制力来达到提高条干均度的目的,特别是减少细节、粗节有较好的效果,并减少毛羽。
(b)缩小前中罗拉隔距,缩短纤维在前中罗拉之间的游离时间,纺制纤维短、整齐度较差的纯棉纱时尤为重要。缩小前区隔距使棉须条在牵伸过程中纤维稳定变速具有较好作用,减少纤维的游离扩散对改善条干均匀度、减少细节与毛羽都有明显效果。采用新型细纱牵伸形式后,前、中罗拉的中心距由原来43mm减小为38mm后幅度较大,效果明显。
(c)缩小浮游区距离,SKF牵伸形式采用的下长销厚度较大又较宽,阻碍了前中罗拉隔距的减小,又阻碍了下销钳口的前伸,浮游区距离较大(>11.5mm),新型细纱牵伸形式采用二锭式薄型下销,钳口可前伸,最小浮游区可小于10.5mm,有效地控制了短纤维在浮游区的扩散。


⑵纺棉纱的试验分析:新型双短皮圈牵伸装置设计后即在FA503细纱机改装试纺,在同等粗纱的条件下对纯棉的几个品种进行了比较系统的试验,选用工艺见表1,
通过试纺对棉纱的成纱质量进行了测试,并与原来SKF型长短皮圈牵伸形式进行对比,见列表2、表3、表4、表5。从试验的测试数据可以看出新型双短皮圈牵伸形式的成纱质量优于SKF型长短皮圈牵伸形式,反映成纱质量的条干CV%、细节、粗节、棉结下降或减少明显,毛羽减少,单纱强力提高.锭与锭之间的差异缩小了。如果能得




到前纺工艺的密切配合和选用好的皮辊皮圈等纺器效果会提高得更好。从试验结果看新型双短皮圈牵伸形式的细纱牵伸工艺合理,提高成纱质量效果显著,完全达到了我们所设计的目的。
5. 操作性能与运转状态
经试用新型细纱牵伸形式不仅在成纱质量上显示出明显的优势,而且在性能与运转状态方面也有其优势。新型双短皮圈牵伸形式的下皮圈与中罗拉包弧接触面比SKF型长短皮圈牵伸形式大得多,即使在摇架不加压的情况下皮圈也能随中罗拉转动,不会因摇架中档压力减小而造成皮圈运转打顿现象。由于新型牵伸形式可采用双短皮圈牵伸,换去了下长销、张力架等一套机构,车面内比较简洁,减少了车面积聚飞花的机会,方便了操作工人的清理整洁工作,新型下短皮圈比SKF型下长皮圈运行路线短、与飞花的接触面积小,皮圈更不容易积带飞花,所以在很大程度上减少了因飞花造成的纱疵,也提高了成纱的质量。
6. 结束语
新型细纱牵伸形式的研制成功并获得专利,标志着我国在细纱牵伸形式方面的研究有了新的发展,并为我国的细纱机更新换代和技术改造创造了条件。双短皮圈与长短皮圈二种牵伸形式能方便地变换,使纺纱工艺选择范围扩大了。经实用证实新型细纱牵伸形式的双短皮圈牵伸工艺对提高棉纱条干的质量水平显著。新型细纱牵伸形式在使用范围与工艺技术性能上已超越了其他牵伸形式,在结构上比其他牵伸形式更为简洁,操作更为方便,并且大幅度降低了皮圈的费用。因此采用新型细纱牵伸形式对提高成纱质量、降低生产成本有着很大的作用,将为棉纺行业上质量、上水平、取得良好经济效益作出贡献。