
摘要:介绍了新型中长腈纶与羊毛、兔绒纤维混纺纱的原料情况和工艺配置。中长腈纶、羊毛、兔绒三种纤维按一定的比例进行科学组合,以进一步改善纤维的可纺性能,通过采取相应的技术措施,提高了成纱质量。
我公司根据市场需求,研制开发了新型中长腈纶与羊毛、兔绒纤维混纺系列针织用纱。此类产品由于风格独特,服用性能完美,深受市场欢迎,并为企业创造了良好的经济效益。本文以腈纶/羊毛/兔绒90/7.5/2.5 20tex纱为例,将纺纱工艺及相应的技术措施作一介绍。
1、原料的选择
表1 腈纶、羊毛、兔绒纤维的物理指标
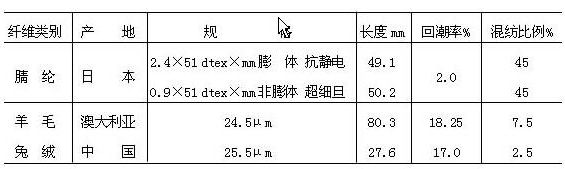
1.1 腈纶纤维密度较小,触觉优良,将膨体和非膨体腈纶纤维按一定的比例进行混合,在后加工工序对成纱进行湿热处理后,使纱线膨体化,从而使织物结构蓬松、手感柔软,保暖性好,覆盖能力好,穿着舒适。
1.2 原料中选用的一种中长腈纶为功能性纤维,具有抗静电功能,所以进一步改善了纤维的可纺性,也提高了织物的服用性能。
1.3 原料中使用了一定比例的超细旦腈纶,超细旦腈纶与普通腈纶纤维相比较,除具有普通腈纶纤维的性质外,因其纤度细,能使织物的手感更加柔软,布面风格细腻,服用舒适性能得到进一步改善。
1.4 羊毛纤维是一种高档纺织纤维。羊毛纤维有弹性好,手感丰满 ,吸湿能力强,保暖性强,不易沾污,染色性优良,光泽柔和等许多优良特性,可以织制风格迥异的四季服装用织物。
1.5 兔绒密度小,纤维细软,蓬松,保暖性好,吸湿能力强,可以和其它纤维混纺织制针织物
1.6 生产时将中长腈纶、羊毛、兔绒三种纤维按一定的比例进行科学组合,以充分发挥各种纤维的优良性能,并降低了产品成本。
1.7 用中长腈纶、羊毛、兔绒纤维混纺纱织造的产品,不仅具有腈纶织物的结构蓬松、质轻、手感柔软、保暖性能好、穿着舒适、色泽鲜艳等特点,而且由于混入了羊毛和兔绒纤维,进一步改善了织物的外观和手感,使织物毛感强、手感丰满,感觉更加华贵;羊毛和兔绒纤维的回潮率比腈纶高,增强了织物的吸湿性和透气性,使织物穿着更加舒适。
2、工艺流程
腈纶和兔绒开清棉工艺流程:
A002C自动抓棉机(腈纶和兔绒包混)→A035A混开棉机→A036C梳针开棉机→A092A双棉箱给棉机→A076C单打手成卷机
A /羊毛/兔绒90/7.5/2.5 20tex混纺纱的工艺流程
开清棉(腈纶/兔绒卷)→
(1)(腈纶/兔绒卷) A186D梳棉机
→A272D并条机(一并)
(2)(腈纶/兔绒卷+羊毛条)A186D梳棉机
→A272F并条机(二并)→A456C粗纱机→FA502细纱机→1332MD络 筒机→成包
3、主要工艺技术措施
3.1 开清棉
3.1.1 由于腈纶、羊毛、兔绒三种纤维的性能有显著差异, 且羊毛、兔绒易起静电,纤维强度较低,不易纯纺, 所以先将腈纶、兔绒两种纤维混合成卷,然后在梳棉工序加入羊毛条,通过改变原料的混合方法,改进纤维的可纺性能,以确保生产顺利进行,
3.1.2 腈纶和兔绒按配棉表的比例进行包混,制成腈纶/兔绒卷。为了保证两种纤维混合均匀、混纺比例准确,需按配棉表的要求称取腈纶和兔绒,然后以小量人工混棉的方式进行混和。
3.1.3 腈纶/兔绒卷的清棉工艺流程贯彻轻打、多梳、少落的工艺原则。由于腈纶、兔绒纤维膨松,为防止卷的体积过大,应适当减轻卷的定量。在成卷机上要增大紧压罗拉压力,采用加热装置,增加用相同纤维纺制的粗纱以防止粘卷。腈纶/兔绒卷的定量不易过轻,以降低棉卷重量不匀率,提高棉卷质量。
3.2 梳棉
3.2.1 羊毛条在梳棉工序使用。
3.2.2 在梳棉工序生产两种生条:腈纶/兔绒条和腈纶/羊毛/兔绒条,这两种条子将在下道并条工序搭配使用。
3.2.2.1 腈纶/兔绒条:腈纶/兔绒卷从梳棉机后喂入,纺出的即是腈纶/兔绒条。
3.2.2.2 腈纶/羊毛/兔绒条:羊毛条与腈纶/兔绒卷一同从机后喂入。在梳棉机后加装导毛条装置和断头光电自控器,以防止羊毛条断头。喂入的三种纤维经梳棉机梳理成条后,纺出的即是腈纶/羊毛/兔绒条。
3.2.3 由于腈纶、羊毛、兔绒纤维单纱强力较低,所以梳棉机的工艺条件应缓和,各部件速度比一般化纤适当降低20%左右;抬高给棉板+6mm,增加分梳长度,以减少纤维损伤程度;放大锡林与盖板间的五点隔距,以减少纤维缠绕锡林。
3.2.4 由于三种纤维的膨松性能良好,梳棉条子较粗,容易堵喇叭口,所以应采用轻定量,并增大梳棉机大压辊和小压辊的压力,经常清洁通道,以利于出条,提高生产效率。
表2 梳棉工艺参数

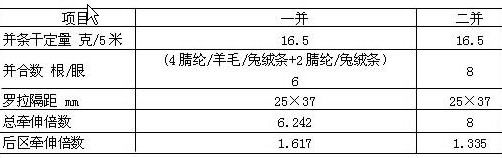
3.3.1 腈纶/羊毛/兔绒90/7.5/2.5 20tex纱,由于羊毛和兔绒的混纺含量较低, 用腈纶/兔绒和腈纶/羊毛/兔绒两种生条,在并条工序搭配使用。腈纶、羊毛和兔绒三种纤维通过在清花、梳棉、并条工序采用了"三步法"完成了纤维的混合,并保证混纺比例达到了工艺要求。
3.3.2 并条采用二道并合,确保纤维充分混合,成纱着色均匀无色差。采用罗拉大隔距、重加压工艺。皮辊状态要良好,加压稳定,回转正常,优选罗拉隔距,防止出现牵伸不开的"疙瘩条"。
3.3.3并条应采用轻定量,适当减小喇叭口直径,减轻条子容易堵喇叭口、不下条的现象,经常清洁通道,以利于出条。更换条桶弹簧,减小条桶弹簧压力,防止条子因膨松而体积过大相互揉搓,影响条子质量
表3 并条工艺参数
3.4.1 粗纱机采用三罗拉双皮圈牵伸型式,工艺上采用重加压、大隔距、较小的后区牵伸倍数,保证粗纱质量。
3.4.2 粗纱的捻系数适当减小,减小粗纱的轴向卷绕密度,保证粗纱成形良好。
3.4.3 粗纱的前皮辊和上下皮圈要有良好的抗缠绕性。使用橡胶假捻器,提高加捻效率,调整好粗纱张力,防止产生细节。
表4 粗纱工艺参数

3.5 细纱
3.5.1 细纱机采用三罗拉双皮圈牵伸型式,工艺上采用重加压,大隔距,较小的后区牵伸倍数,保证成纱质量。
3.5.2 优选罗拉隔距,使用可以大幅度调整皮辊位置的YJ1-150型摇架,专门配置纺中长纤维的上销,有利于提高中区牵伸的稳定性,提高成纱的条干水平,减少"大肚子"纱疵。
3.5.3 合理选配钢领、钢丝圈并及时更换;细纱的钢丝圈宜偏轻选配,以减轻原料掉粉末、掉毛的程度。
表5 细纱工艺参数

3.6 络筒
3.6.1 在络筒工序,要保证槽筒通道光洁。
3.6.2 由于腈纶/羊毛/兔绒混纺纱弹性较大,张力片的重量不宜太重,以防止筒子纱成型不良。
3.6.3 合理设置电清门限,清除有害纱疵,通过分析纱疵的类别和产生的原因,及时改进工艺,解决生产管理中存在的各种问题,提高筒子纱质量。
表6 腈纶/羊毛/兔绒90/7.5/2.5 20tex筒子纱质量

4.1 在腈纶/羊毛/兔绒混纺纱的生产过程中,一定要从腈纶、羊毛、兔绒的特性上考虑工艺流程及确定相关的工艺参数。
4.2 腈纶、羊毛、兔绒在清梳工序要注意减轻打击和弱分梳;因腈纶、羊毛的长度较长,在并、粗、细工序,要采用大隔距、重加压的工艺,且加压稳定,防止牵伸不良产生有害纱疵。
4.3 在细纱工序要优选钢领和钢丝圈以减少落物。
4.4 络筒工序要严格设定电清值,清除有害纱疵。
4.5 由于腈纶的染色性能与其它纤维有显著差异,异性纤维对印染的成品影响很大,所以各工序的回花要本支回用,在生产和清洁工作中采取有效措施,防止附入异性纤维,造成织物染色差异。
通过采取以上有关的工艺技术措施,使公司生产出的腈纶/羊毛/兔绒90/7.5/2.5 20tex成纱质量达到要求,特别是外观质量条干均匀、棉结少、无大肚子纱等严重疵点。优良的品质不仅满足了用户生产高档针织产品的需求,而且为公司创造了可观的经济效益。