
为了应对当前纺织行业激烈的市场竞争,各纺织企业采取相应技术措施以进一步提高成纱质量。近年来各纺织器材厂开发生产了一批新型的细纱牵伸器材,在使用中取得了较好效果。为进一步提高纱线质量,我公司结合实际情况,针对细节产生的原因,通过优选配置新型纺纱器材并优化纺纱工艺,取得了较好的效果。
1细节产生原因
细节产生的原因是多方面的,除设备、工艺、原料是主要因素外,牵伸部件影响也较大。由于纤维在牵伸时受到牵伸力和握持力作用,二者变化会引起纤维运动的改变,纤维变速差异产生移距偏差,使纤维分布量相应变小而产生细节。上下胶圈压力、粗纱退绕与吊锭运转状况、粗纱质量、胶辊表面粗糙度、上下销的配置、牵伸形式、细纱后区牵伸倍数等都会不同程度地影响细节的产生。
2牵伸器材对细节的影响
2.1尼龙上销钳口面宽度
纺纱实践表明,尼龙上销对于减少细节、改善成纱条干效果较好,但不同钳口面尼龙上销对细节的产生有一定的影响。上销钳口面宽度加宽,使胶圈钳口对纱条的控制能力加强,对细节影响很大。
我们采用DL470I型、DL14270Ⅱ型、DL14270Ⅲ型三种规格的尼龙上销与新型下销(下销平面宽度为6 mm,比传统下销窄2 mm)配置,并结合胶辊表面状态(表面粗糙度为0.9μm-1.1μm),在CJ 14.5 tex品种上进行纺纱试验,结果见表1。

从表1数据可以看出,上销钳口面宽度为3.8 mm时比1.7 mm纺纱细节减少,采用DL14270Ⅱ型、DL14270Ⅲ型尼龙上销有利于减少成纱细节。由于3.8 mm钳口面宽度上销与6mm平面新型下销配置,胶圈钳口控制力加强,有利于降低细节,改善成纱条干。由于胶辊采用大的表面粗糙度,没有出“硬头”现象,但如果胶辊表面粗糙度小则容易发生,在工艺中应加以适当调整。
2.2上胶圈的配置
上胶圈张力大小关系到胶圈与中铁辊之间的滑溜,不同直径的胶圈与中铁辊产生的滑溜不一样。经对两种直径的胶圈进行滑溜率测试,发现长胶圈比短胶圈滑溜率大,而滑溜长度的大小对于细节的控制有直接关系。
为此,我们对不同直径胶圈在同锭同粗纱条件下进行纺纱试验,纺纱品种为C 14.5 tex,试验结果见表2。
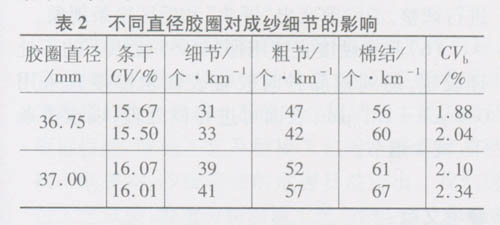
由于胶圈长短不同,胶圈张力不一致,胶圈的滑溜率则随着胶圈张力的大小而变化。胶圈直径大,滑溜大,细节较多。如果胶圈张力过大,上销运转中易产生振动,对减少细节不利。适当的上胶圈张力对须条的控制、消除上销震动及减少浮游纤维都有利。
2.3胶圈钳口隔距
胶圈钳口工艺在细纱牵伸机构中属于一个重要工艺参数,钳口大小直接影响成纱细节,为此我们在CJ 14.5 tex品种上进行了胶圈钳口隔距纺纱试验,结果见表3。
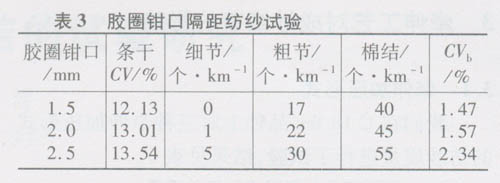
采用较小的胶圈钳口有利于胶圈钳口压力的加强,增强胶圈钳口部分的摩擦力界,加强对纤维的控制,减少细节的产生。
2.4胶辊硬度与表面粗糙度
胶辊的硬度和表面粗糙度均直接影响前胶辊对纱条的握持,胶辊的粗糙度与胶辊硬度、磨砺质量、尤其是表面处理关系密切。
通过长期生产实践,认为胶辊硬度以选用邵尔A65度左右为宜;纺纯棉品种时胶辊表面粗糙度在0.9μm~1.1μm之间,对减少细节效果明显,细节指标均能达到乌斯特2001公报5%~25%水平。
我们对表面粗糙度0.5μm~0.7μm和0.9μm~1.1μm的两种胶辊在CJ 14.5 tex品种上进行了多次试纺,纺纱质量见表4。
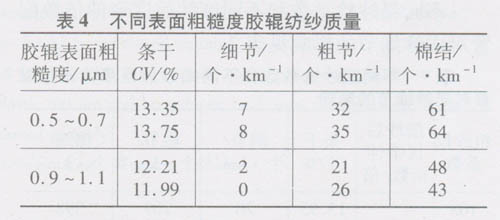
从表4数据可以看出,胶辊表面粗糙度为0.9μm~1.1μm时细节减少。胶辊表面粗糙度大,握持力强,运转稳定性好,有利于纺纱须条的控制,减少成纱细节产生。
2.5新型集合器
由于通过集合器的须条紧密度好,因此对细节的控制起到了一定作用。我们在C 14.5 tex品种上进行了有无集合器对成纱细节的影响试验,结果见表5。
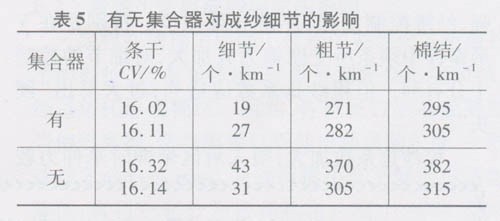
从表5可以看出,使用集合器对减少细节有利,并且在细号纱品种中使用集合器可大大减少断头,从而更有利于控制细节的产生。
3牵伸工艺对成纱细节的影响
3.1牵伸加压形式
我们在C 18 tex品种上对三种牵伸加压形式的纺纱质量进行了试验,结果见表6。
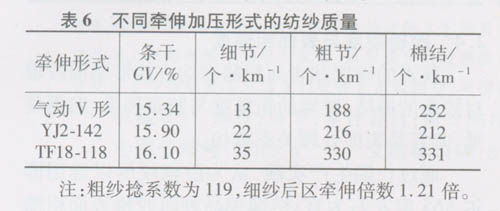
从表6可以看出,V形牵伸气动加压对细节的控制明显好于直线牵伸及弹簧加压,这是由于V形牵伸后区摩擦力界增强,对粗纱条的紧密度和抱合力有利,且气动加压锭差小,单锭压力稳定。
3.2粗纱捻系数与细纱后区牵伸倍数
不同粗纱捻系数和不同细纱后区牵伸倍数配置对成纱细节的影响见表7。

粗纱捻系数加大,可减少粗纱退绕过程中的意外牵伸,并且使须条紧密度和纤维间抱合力增强,纤维控制加强,浮游纤维减少。特别是在V形牵伸中须条所受摩擦力界加大,对细节的控制十分有利。但粗纱捻系数应适当,过大易出“硬头”。
粗纱捻系数加大,喂入后区牵伸时牵伸力较大,此时如果细纱后区牵伸倍数大,对粗纱条紧密度和纤维间抱合力破坏较大,浮游纤维易增多,不利于控制细节。
采用较小的细纱后区牵伸倍数,罗拉牵伸近似张力牵伸时则可减小牵伸后须条的附加不匀,且后区牵伸摩擦力界稳定,粗纱须条弱捻区分裂机会小,须条不易翻动,不产生捻度重新分布,纤维间须条紧密度好,对浮游纤维可进行有效控制,有利于减少细节的产生。
4 结束语
(1)新型尼龙上销纺纱性能较好,将不同钳口面宽度的上销与新型下销进行合理配置对控制细节十分有利,但同时应考虑胶辊表面状况,消除出“硬头”现象。
(2)上胶圈张力对细节有较大影响,胶圈张力应适当,不可过大。
(3)合理配置胶圈钳口工艺对降低细节有利,隔距块在纺纱中宜偏小掌握。
(4)要加强对集合器的检查,消除由于集合器破损导致的条干不匀,在细号纱中使用集合器可减少断头,降低细节。
(5)加大粗纱捻系数、减小细纱后区牵伸倍数对控制细节有利,此工艺要结合胶辊表面状况进行调整,消除前区出“硬头”和后区松条现象。
(6)胶辊硬度宜使用邵尔A65度以下的不处理胶辊,纺纯棉品种时胶辊表面粗糙度宜采用0.9μm~1.1μm,表面可进行微处理,以改善条干、减少细节。