
Modal是一种新型的环保纤维,它是奥地利兰精(Lenzing)公司开发的一种高湿模量的纤维素再生纤维,是采用欧洲榉木为原料制成木桨,再纺丝加工而成纤维的。Modal织物具有以下良好的特性:
(1)柔软、顺滑、丝质感强,具有真丝般光泽;
(2)反复洗涤依然柔顺;
(3)有极好的吸湿透气性。
因此用Modal所纺制的纺织品受到广大用户的喜爱,享有“绿色纺织品”的美誉。但该纤维还有以下不利于纺纱的特点:
(1)纤维太滑顺,卷曲少,抱合力差;
(2)纤维与部件间的摩擦系数小,易打滑,影响成纱的条干(在并条机后喂入的条子若重叠,就出现牵不开情况例:FA306并条机很容易出现这种情况);
(3)纤维细度细,容易在加工过程中产生棉结。
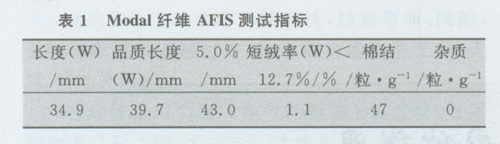
Modal纤维(1.0 dtex×39 mm)AFIS测试指标如表1所示。
由于Modal纤维具有以上特点,因此Modal产品的生产又与棉有所不同,我们生产的产品主要有Modal 19.4 tex品种。
工艺流程:FA002型抓棉机→FA016A型开棉机→FA022-8型多仓混棉机→FA106A型梳针开棉机→FA046A型振动棉仓给棉机→FA142型成卷机→FA224型梳棉条机→头道并条机(HSR1000型附自调匀整)→FA306型末道并条机→A456G型粗纱机→F1518型细纱机→AC338型络筒机。
1 清花
根据Modal纤维的上述特性:纤维比较滑顺,细度细,因此开清工序主要以精细抓取、自由开松为主,尽量减少握持打击为原则,以减小对纤维的损伤和棉结的产生。
(1)将抓棉机打手的速度降低,由960 r/min降为740 r/min;打手刀片伸出肋条的距离由5调为0;小车每次的升降动程尽量调小,使抓棉机的运转率达到90%以上。这样不仅减少对纤维的损伤,而且抓取的棉块大大减小了,为后道开棉工序早落多落充分开松提供了充足条件。
(2)尝试缩短工艺流程,按上述工艺流程,做过FA106A型梳针开棉机与不过FA106A型梳针开棉机的不同工艺流程的对比试验,结果如表2。
从表2可见:Modal产品,缩短工艺流程(跳过梳针开棉机)比原工艺流程(过梳针开棉机)生产的纤维长度长、短绒率低、棉结少,但开松度差,成卷难,成卷合格率低,因此只好选择原工艺流程——过梳针开棉机,并将梳针开棉机的梳针打手的速度由540r/min降至最低480 r/min。
(3)将成卷机的综合打手的速度降至最低;并将综合打手的刀片打手拆除,只留梳针打手,以减少对纤维的损伤;Modal纤维由于比较柔顺,成卷比较硬实,纤维很容易被压成块,所以棉卷的压力要尽量调小些,生产时可以在凹凸防粘罗拉处横向平行喂入几根同品种的粗纱做隔层之用,以改善粘卷情况。

2梳棉
由于Modal纤维在加工过程中很容易被摩擦而起毛起球,为有利于纤维的转移,减少纤维滞留在针布上的时间,将锡林与刺辊的隔距减小,由棉的7mm改为5 mm;减小刺辊的转速,由810 r/min改为610 r/min,以增大锡林与刺辊的线速比(锡林的速度300 r/min);生条定量宜偏重掌握,若定量太轻,会造成剥网困难,我厂采用45 g/10 m的干定量;其他各工艺隔距按纺化纤的设计。
3 并粗
将自调匀整放在头并,末并不带自调匀整,以利于条干均匀度的提高;另外机后条子要注意平行喂入,否则会出现牵不开的情况。粗纱尽量加大捻度,以减少意外牵伸。我厂粗纱捻系数用75左右。
4 细纱
因为Modal纤维比较滑顺,所以细纱的加捻效率也比较低,牵伸过程中易出现打滑,因此要采用大的后区罗拉隔距和重加压;Modal纤维细度细,很容易被摩擦起球,因此细纱捻系数不能太小,钢丝圈的线速也不能太高。我厂开纺Modal 19.4 tex纱,钢领直径选用D42 mm,控制锭速小于13 000 r/min。
5 络筒
络筒工序主要注意点是纱线通道要光洁。在保证成形良好的前提下,尽量减少对纱线的摩擦,将络纱张力尽量减小,筒子架压力调至最小一档,我厂Modal 19.4 tex络纱张力是6 cN左右。
各工序的定量与工艺隔距设置见表3。

我厂用以上工艺开纺的Modal 19.4 tex纱达到乌斯特2001公报的25%以上的水平,纺出的布面光泽好,白星毛羽少,客户很满意。乌斯特测试的各项质量数据如表4。

6结束语
由于Modal纤维细度细,纤维柔软滑顺,因此,在加工过程中要特别注意减少摩擦因素,清花工序要以开松为主,避免过度打击,降低打手的速度,后工序的速度也应相对偏低撑握,要特别注意控制钢丝圈的线速和络纱张力,以减少棉结和毛羽产生。