
关键词: 圆盘混和;并条混和;多仓混棉;毛羽;措施;织物;织造;印染
维劳夫特纤维(Viloft,以下代号为 V)是近年才问世的新型保暖性和舒适性俱佳的环保型纺织原料,所用木材是专门经过生态培育的,用溶剂法生产,生产过程中不产生任何污染。
维劳夫特纤维规格为 2.4 dtex ×38 mm,干强 17 cN /tex ~ 21cN /tex,干伸长 19%~ 23% ,湿强 9 cN /tex~12cN /tex,湿伸长 25% ~30% ,吸湿 95% ~105% ,纤维截面扁平度(长宽比)为 5∶ 1。
扁平状结构纤维比圆形截面纤维易在纱线结构中造成大量间隙,能使纱线和织物手感柔软、导湿透汽、蓬松、保暖性好、穿着轻盈和舒适,并且易洗涤打理。经测试,维劳夫特纤维与中空纤维制成的混纺织物( V /T中50/50)透汽性稍逊于中空织物,大大优于纯棉和丙纶织物;30 min 导湿综合值远远高于纯棉、中空和丙纶织物;2 min厚织物热阻值以维劳夫特与中空混纺织物为最好,优于纯棉、中空和丙纶织物;水汽吸收速率稍逊于纯棉织物,大大优于中空和丙纶织物;在 1.5 蓬松度方面,稍逊于中空织物,大大优于纯棉和丙纶织物。总之,维劳夫特纤维混纺织物兼有天然纤维和化学纤维的优点,制成的服装有非常良好的舒适性。
1 两种纺纱工艺流程及对比试验
以 V /T中50/50 18 tex混纺纱为例进行介绍,中空纤维规格为 1.67 dtex×38 mm。
1.1 纺纱工艺流程(以机器型号表示)
1.1.1 并条混棉
维劳夫特纤维和中空纤维:A002D→FA022(六仓)→A036C(梳针)→A076C→A186D→FA311( 三道)→A454→P1294B(或 FA506)
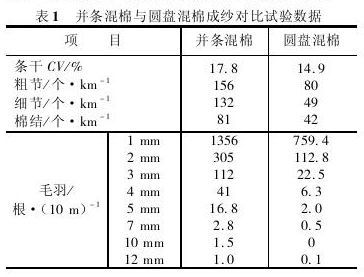
1.2 并条混棉与圆盘混棉成纱对比(见表 1)
2 各工序生产技术要点
2.1 纺部
(1)清棉:相对于普通,打手速度降低10% ;稍重加压、短流程。
(2)梳棉:适度低的张力;防止棉网断裂,除尘刀反装;中等车速和低于 20 g/5 m 的定量。
(3)并条:三道均 6 根并合;罗拉隔距要比纺正常涤棉混纺纱大 2 mm ~ 4 mm;头并后牵伸 1.7倍 ~ 1.9 倍;末并后牵伸 1.1 倍 ~ 1.2 倍;喇叭口适当偏大;注意解决缠胶辊现象。
(4)粗纱:适当重加压;稍大捻系数,但以不出“硬头”为准。
(5)细纱:总牵伸 25 倍左右;后牵伸 1.2 倍左右;捻系数 370~ 390 之间;最好用较重的钢丝圈和 PG2/1 3851 型钢领。
2.2 织部
以经纱为 T/C 18 tex,V /T中18 tex,纬纱为 T/C 18 tex,经密为 692 根 /10 cm,纬密为 314.5 根 /10 cm,幅宽为 156 cm 双面纱卡为例。
2.2.1 设计思想
(1)在材料选取上,经纱采用维劳夫特和中空纤维混纺纱与涤棉混纺纱,主要是充分利用各种纤维的优异性能,使纤维之间能够取长补短,相得益彰,从而改善产品外观、手感、功能等,达到优化产品结构,提高产品的档次,开发具有保暖特色的高档服装面料。
(2)采用经二重组织织造,纱线成重叠状配置,从而增加织物厚度与重量,又可使织物表面细致,织物正反面具有不同组织、不同的花纹。两个系统的经纱使不同纤维能有效体现各自的优点,相互取长补短。正面为涤棉混纺纱,使布身挺括,产品保形性及尺寸稳定性好,洗后不变形。反面为维劳夫特和中空纤维混纺纱,使面料贴身穿着舒适、保暖、吸湿散湿快。V /T中50/50 18 tex纱比 T/C 63/35 18 tex 纱染色性能好,染色后织物正反面具有深浅对比色,光泽柔和典雅,使织物更具新奇感。
2.2.2 生产工艺
(1)络筒:采用 1332M 型络筒机,槽筒速度1600 r/min,张力片重 7 g±0.1g,电清参数 10D ×1.5L。
(2)整经:采用贝宁格整经机,整经头份 T/C65/35 18 tex为 693 ×6 +692 ×2,V /T中50/50 18tex为 693 ×6 +692 ×2。
(3)浆纱:采用双浆槽浆纱机,其中一个浆槽浆液配方加入易褪色蓝色染料。涤棉混纺纱通过不带色浆槽,V /T中50/50 18 tex 纱通过带色浆
槽,两种纱线之间穿绞线。两种纱线浆纱配方相同,上浆率均为 14% 。
(4)穿筘、穿综:地组织为 3,4,5,6,7,8,9,10,其中 3,5,7,9 穿白色的涤棉混纺纱,4,6,8,10穿 V /T中50/50 18 tex纱。边组织为 3,6,4,5,其中 3,4 穿白色的涤棉混纺纱,6,5 穿 V /T中50/5018 tex纱。废边为 1,2。地组织、边组织穿筘都为4 入,废边 2 入。(5)织造:采用 G1724A-210 型剑杆织机,开口时间 320°,投梭时间送纬剑 67°,接纬剑 65°,后梁高度 90 mm,停经架位置 9 mm。
2.3 织造生产体会
(1)因经纱系统较复杂,生产过程中整经、穿筘、织造的挡车难度都会有不同程度增加,但浆纱难度最大。整经时,两种纱线单独开经轴;浆纱采用双浆槽浆纱机,其中一个浆槽浆液配方加入易褪色染料,这样便于穿筘工在穿筘时分清不同经纱,能准确地按规定比例排列纱线,同时也便于织机挡车工分清不同的接头纱。但需要加强各工序挡车工水平,特别是浆纱工、穿筘工的操作水平,保证织轴质量,有利于提高织机效率和产品质量。
(2)通过试验数据得知,加入蓝色染料对维劳夫特混纺纱上浆率有所影响,白色纱比蓝色纱上浆率高 1.4% ,故在带色浆槽的上浆率应偏大掌握。
(3)维劳夫特纤维抱合力较差,因此 V /T中50/50 18 tex纱强力低于 T/C 65/35 18 tex纱,织造过程中蓝色纱的断头率比白色纱高,因此,需适当调整综框高度以减少纱线断头。
(4)以此设计为基础,可以生产不同比例经纱排列的品种,还可利用组织变化织造经起花织物等。
(5)由于不同纤维的吸色性不同,织物正反面呈明暗对比色,以此为出发点,利用不同色调,可设计成经向条隐或经纬向交织格子,使织物外观有朦胧美感。
(6)通过后处理可使织物向双重功能方向发展,如抗菌、保暖。
3 后整理注意事项
3.1 烧毛
维劳夫特与棉混纺织物可用纯棉织物烧毛法。但维劳夫特与涤混纺织物忌用平板烧毛法,染后烧毛较好。
3.2 退浆和煮练
这两类织物上浆一般采用 PVA 或 PVA 与淀粉浆。淀粉浆可用酶退浆后碱煮练。松弛煮练温度要低于 75 ℃ ,绳状煮练要加入防皱剂。
3.3 丝光
含维劳夫特纤维的织物一般不能进行丝光加工。在其他碱处理时浓度要低于4% 。
3.4 漂白
这两类织物都能用氧漂或氯漂。浓度一般为涤棉混纺织物的一半,维劳夫特棉混纺织物用次氯酸钙较好,如果织物含杂高,最高浓度和棉织物接近。若使用荧光增白剂应采用对所有纤维都起作用的增白剂。
3.5 热定形
一般维劳夫特与纤维混纺织物的热定形处理工序要放在水洗、漂白后、染色工序前。条件为温度 180 ℃~190 ℃ ,时间 20 s~30 s。
3.6 染色
维劳夫特与涤混纺织物染色时只染涤或只染维劳夫特,可获条影或留白效果,条影效果好。连续染色用分散活性染料,热熔染色法。维劳夫特与棉混纺织物可用同样染料印染,两纤维染色深度有差异。如高温型活性染料染色维劳夫特颜色比棉深,多数直接染料和还原染料染维劳夫特颜色比棉浅。
3.7 印花
维劳夫特与涤混纺织物用分散染料混合物色牢度好;用分散还原混合物或分散活性混合物色牢度最高。维劳夫特与棉混纺织物用一般印花技术均可获得较好的效果。
3.8 后整理
维劳夫特与涤混纺织物一般用小剂量的树脂整理。维劳夫特与棉混纺织物用浸轧树脂液,部分烘干后,在拉幅机上超喂,比成品宽 1.27 cm~2.54 cm,并在温度 135 ℃~160 ℃ 时处理 3 min~5 min。
3 结束语
维劳夫特纤维吸湿透汽,服用性能好,特有的物理、化学性能决定了其与 Tencel、棉、毛、麻和各种(细特、阳离子等)纤维广阔的混纺性。目前,我公司已经完成了维劳夫特纤维和 Tencel、棉、阳离子纤维混纺纱产品的开发,结果是令人满意的。