
摘 要:本文论述了大豆蛋白纤维的特点、纺纱的方法、工艺流程、技术工艺配置、生产中的难点及解决措施等。
关键词:大豆蛋白纤维;特性;18.4tex针织纱;工艺配置;难点;措施
大豆蛋白纤维是我国首次研制并已产业化生产的新型化学纤维,具有优良的特性。其织物导湿性、透气性优越,手感柔软滑爽,悬垂性好,具有真丝般的光泽,并具有化学纤维和天然纤维的许多优点。大豆蛋白质纤维制成的面料,符合人类追求自然、时尚的心理,由大豆蛋白纤维针织纱制成的针织品,具有良好的透气性、导湿性、抗静电性,以及滑爽、柔软、耐霉、耐晒、抗菌等特点。此种纤维制成的衣物是一种全新高档服装面料,目前已受到国际品牌设计师的关注,受到国际、国内广大消费者的青睐,具有广阔的市场发展前景。
我们公司经过深入研究大豆蛋白纤维的性能特点,成功地开发出了风格独特的大豆蛋白纤维18.4tex针织纱,给企业带来了良好的经济效益。
1 原料
我们采用长度为38 mm,细度为1.3 dtex的棉型大豆蛋白纤维进行纺纱。
2 大豆蛋白纤维的预处理及纺纱过程中的工作重点
(1)由于大豆蛋白纤维在纺纱时静电现象比较严重,必须给湿、加表面活性剂,以提高大豆蛋白纤维的抗静电性能。另外,大豆蛋白纤维表面光滑,纤维之间抱合力差,需要加抗滑剂,增力口纤维之间的抱合力,才能满足纺纱要求。
(2)在操作方面,着重抓好单项操作和运转管理,提高值车工的操作技术,增强质量意识,为提高产品质量提供了保证。
(3)在工艺技术方面,重点做好工艺参数的优化等工作。采取正交试验,优选工艺参数。在上机过程中,严格执行质量把关制度,使产品能够顺利生产。对原料进行预处理时,多次试验,优选油剂比例及预置时间,消除了静电缠绕现象。
(4)全面整修机台,使大豆蛋白纤维纺纱生产线各工序的设备完好率达一等一级以上水平,满足了生产的需要。
(5)根据公司现有设备及原料特性,选择合适的工艺流程,对各工序工艺参数进行严格审查,确保工艺上机合格率。
(6)为监测和控制产品质量,购进了先进的检测设备,包括乌斯特条干仪、强力仪、毛羽测试仪等,完善了检测手段,保证了测试产品质量指标的正确性。
3 设备与工艺流程
清棉(LA006)→梳棉(A186C)→并(FA302)→二并(FA302)→粗纱(FA401)→细纱(FA506)→络筒(Savio)。
其中Savio为引进设备。
4 各工序工艺配置
4.1 开清棉
由于所选择的大豆蛋白纤维和棉纤维相比,具有细度细、长度长、杂质少的特点,因此开清棉工序应采取减少落花工艺,尘棒间隔距适当减小,打手与尘棒间隔距适当放大,打手速度适当降低,否则,易损伤纤维,增加短绒、棉结。工艺配置:尘棒间隔距10 mm,打手与尘棒间隔距(入/出)8 mm/10mm,打手速度470 r/min,给棉罗拉速度25 r/min,棉卷定量430g/m,卷长27m,棉卷重不匀0.9%。
4.2 梳棉工序
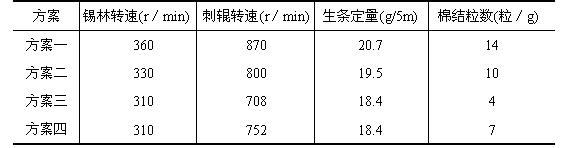
梳棉工序是生产大豆蛋白纤维的关键工序,工艺参数选择不当,棉结、短绒会增加,直接影响后道工序及成纱质量。因此,根据大豆蛋白纤维的特点,采用以下工艺参数:小漏底入口4mm,盖板五点隔距分别为0.25 mm,0.23 mm,0.23 mm,0.20mm,0.25 mm等,使梳棉生条棉结及短绒率都得到较好的控制。
表1为梳棉工序棉结粒数工艺参数试验表,通过优化实验,我们选择第三种方案,生条重量不匀3.2%,生条棉结4粒/g,从而解决棉结较多的问题。
表1为梳棉工序棉结粒数工艺参数试验表
并粗工序根据纤维的细度和长度,罗拉隔距适当放大,由于大豆蛋白纤维抱合力差,易飘散,应避免条子和粗纱过烂,采取较小的卷装,喇叭口尺寸适当放小,见表2。并条重量不匀为0.75%,并条条干Cy值为4.0%。
表2 并条工序工艺配置

捻系数选择适中,过大,牵伸不开;过小,易发毛断头。工艺配置:定量4.6S/5m,后区牵伸1.15倍,前罗拉速度295 r/min。粗纱重不匀为1.2%,粗纱条干CV值为4.0%。
4.5 细纱工序
为减少纱线断头,前罗拉速度宜适当降低。工艺配置:前罗拉速度199r/min,罗拉隔距39mmX55mm,后区牵伸1.24倍,锭速为9945r/min。
4.6 络筒工序
由于大豆纤维蓬松性强,易发毛,因此,络筒工序应适当减小速度,减小筒子容量。
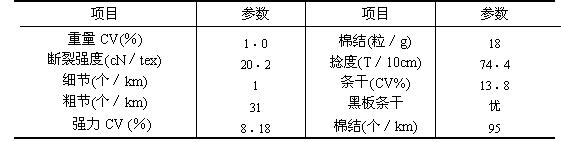
5 大豆蛋白纤维18.4tex针织纱质量指标(如表3)
生产过程中的难点及采取的相应措施:
(1)大豆蛋白纤维纯纺时静电现象严重,购进的原料直接纺纱梳棉断网,粘附针布,上飘,缠罗拉,生产无法进行。因此,在上机前我们对大豆蛋白纤维添加了抗静电剂、防滑剂和水,道夫速度适当降低,梳棉工序才得以顺利生产。
(2)大豆蛋白纤维表面光滑,纤维之间抱合力差,易飘散,因此,在梳棉、并条、粗纱工序应对纤维进行充分加湿、隔离,使相对湿度达到70%,这样,梳棉工序棉网断边现象大大减小,并粗工序缠罗拉、缠胶辊的现象也得以消除。
(3)在粗纱工序优选了捻系数,消除了粗纱发毛、意外牵伸等易发生的现象,并适当减小了粗纱定量。
大豆蛋白纤维针织纱生产难度大,具有较高的附加值,主要用于制造内衣、衬衣、高档装饰品及床上用品等。以上是我们对大豆蛋白纤维18.4 tex针织纱的生产技术初探,在提高产品质量方面还有待进一步探索。