
(Т»)ёЯ¶ИУлёЯІъ
өЦЙө¶§ЛЩКЗМеПЦЙъІъЛ®ЖҢµДТ»ПоЦчТҒЦё±кҰӘёЯЛЩКЧПИТҒЗу»ъәЬОИ¶ЁРФғГҰұү№ХсРФЗүӘ¬ЖдөО¶Ф¶§ТнµДІДЦКҰұҢб№№ҰұЦЖФм(°ьАЁ±нГжө¦Ан)ғН¶ҮЖҢғвµДң«¶ИТҒЗуғЬёЯӘ¬ЗТТҒЗуЖдµҮРФ±дРОФЪФКРн·¶О§ТФДЪҰӘёЯЛЩІ»ДЬТФФцәУөЦЙө¶ПН·ОҒөъәЫӘ¬ёьІ»ДЬёЯЛЩІ»ёЯІъӘ¬ТҒФЪЙъІъОИ¶ЁМхәюПВЗуёЯЛЩҰӘ
(¶ю)ёЯЛЩУ붧Тн
¶§ТнµДІДЦКҰұҢб№№ғНЦЖФмЦКБүЦ±ҢУ№ШПµµҢөЦЙө»ъёЯЛЩµДіЙ°ЬҰӘОҒҢµµН¶§Тн»ШЧҒК±µДАлРДБ¦Ә¬ЖдІДБПТСІЙУГУЕЦКёЯЗүВБғПҢрӘ¬С№ХЖғНЙөМхНЁµАңщК№УГІ»РвёЦӘ¬ТФәхЙЩГ«УрӘ¬ФцәУС№Б¦ҰӘ
¶§ТнТҒККУ¦ёЯЛЩӘ¬РиТҒЧұТвТФПВОКМвӘғ
1ҰұёЯЛЩУ붧ТнНдңШИзНә1ЛщКңӘ¬ФЪr=rҰӘө¦¶§ТнР±әзІү·ЦУРЧоөуНдңШ

КҢЦРӘғ¦ЕҰҒҰҒ¶§ТнµДҢЗЛЩ¶ИӘ»
G-¶§ТнЦ±±ЫІү·Ц(°ьАЁС№ХЖ)µДЦКБүӘ»
GnҰҒҰҒ¶§ТнР±±ЫІү·ЦµДЦКБүҰӘ
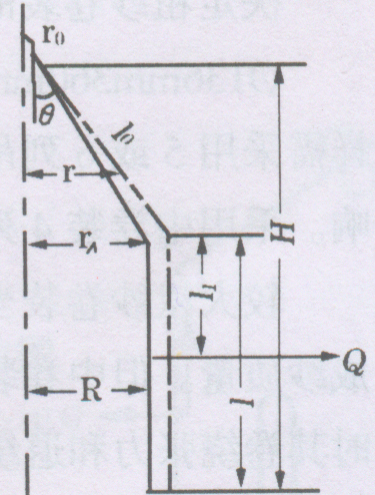
К±ФцөуБЛёГ¶ПГжµДУ¦Б¦Ә¬ЛщТФ¶§ТнёЯЛЩ±ШРләУөу¶§ТнР±әзІү·ЦµД
ІДБП¶ПГжПµКэӘ¬әөУ¦әУөуЖд¶ПГжіЯөзҰӘ
2ҰұёЯЛЩУ붧ТнµҮРФ±дРО¶§ТнәзІү(r=rAө¦)µДёХ¶ИУлµҮРФ±дРОГЬЗРПа№ШҰӘОҒ·АЦ№ПаБЪёЯЛЩ»ШЧҒ¶§Тнәд·ұЙъПаЕцӘ¬ФЪ¶ФAA¶ПГжҢшРРәУ№МғуӘ¬І»ҢцүЙТФәхРҰС№ХЖУл№ЬЙө±нГжµДНәПа¶ФО»ТЖБүӘ¬»№үЙәхЙЩТвНвЙмі¤ғН±Ә»¤өЦЙөМхёЙҰӘФЪІ»У°ПмңнЧ°МхКІПВӘ¬У¦ңҰБүІЙУГҢПРҰµД¦ИҢЗҰӘФЪ¶ФЗаФу660РНөЦЙө»ъ¶§ТнәЖЛг±нГчӘ¬µ±¦ИҢЗУЙФАө200ФцЦБ250К±Ә¬ЖдµҮРФ±дРО»бФцәУ39ӘӨӘ¬ЖҢңщ¦ИҢЗФцәУ10Ә¬±дРОФцөу7Ә®8ӘӨӘ¬ХвТ»µгУ¦ТэЖрЦШКУҰӘ
3ҰұёЯЛЩУл¶ҮБ¦ПығД¶§Тн»ШЧҒУГТФүЛ·юүХЖшД¦ІБЧиБ¦ЛщғД¶ҮБ¦

L1-¶§ТнЦ±±Ыі¤Ц®°лӘ»
C-ПµКэӘ»
B-¶§ТнЦ±±ЫНЦФІ¶ПГж¶МЦбі¤¶ИӘ»
¶§ТнУГЧчүЛ·юүХЖшД¦ІБЧиБ¦ПығДµД¶ҮБ¦NУл(e3ғНrA4ӘҮіЙХэ±ИӘ¬»№Ул¦ИҢЗµДөуРҰіЙХэ±ИӘ¬¶ш¦ИҢЗ±ШРл·юөУУЪңнЧ°іЯөзғНәхЙЩ¶§ТнµДµҮРФ±дРОӘ¬¶Ф¶ҮБ¦ПығДАөЛµө¦УЪөУКфµШО»ҰӘЛщТФ¶§ТніЯөзТФКЭі¤РНүЙИҰӘ¬әөІЙУГҢПРҰЦ±ң¶ҰұҢПө󳤶ИОҒТЛҰӘ

4ҰұёЯЛЩУлµәЙө±Ы¶§ТнёЯЛЩіэ¶ФµәЙө±ЫНЁµАµД№вҢағНЗүёХ¶ИМбіцёьёЯТҒЗуНвӘ¬»№РиҢвңцөЦЙөФЪµәЙөІЫЦРµДФЛРРОИ¶ЁРФОКМвҰӘИЛГЗИПОҒ¶§ТнЛЩ¶Иөп1200RӘҮminК±Ә¬µәЙө±Ы±ШРлІЙУГ·в±ХКҢҢб№№ҰӘёГЦЦҢб№№ҢПүҒІЫКҢУРёьөуµДУЕµгҰӘНә2(b)ОҒүҒІЫКҢӘ®µәЙөІЫЙиФЪ¶§Тн»ШЧҒ·ҢПтµДЗ°¶ЛӘ®ЖшБчµДЧчУГЛдүЙ·АЦ№өЦЙөЛ¦іцІЫНвӘ¬µ«Жд¶ФІЫЦРөЦЙөµДёЙИЕӘ¬К№өЦЙөµД№¤ЧчО»ЦГУРүЙДЬ·ұЙъЖ®ТЖӘ¬ЗТ»бФцәУөЦЙөГ«Урә°·Й»ЁӘ¬ТЧФміЙЙөөГғНФцәУөЦЙөТэіцК±µДХЕБ¦ҰӘ(a)ОҒ·в±ХКҢµәЙө±ЫӘ¬үЛ·юБЛүҒІЫКҢµДЙПКцИ±µгӘ¬Н¬К±ЖдµәЙө±ЫµД¶ПГжёХ¶ИЦРРДО»УЪ·в±Х¶ПГжДЪӘ¬І»ТЧ·ұЙъЕ¤ЧҒ±дРОӘ¬К№С№ХЖө¦УЪХэіӘ№¤ЧчО»ЦГӘ¬үЙәхРҰөЦЙөЙмі¤ҰӘ
ёЯЛЩ»ШЧҒµД¶§Тн±нГж¶аІЙУГёчЦЦМШКвµДө¦Ан·Ң·ЁӘ¬Из±нГжНүУРғ¬·АңІµзәБµДПы№вНүБПӘ¬»тФЪµәЙө±ЫДЪІаІЙУГµзУңө¦АнµИөлК©Ә¬әхРҰД¦ІБПµКэТФИ·±ӘөЦЙөЛіАыНЁ№э¶шІ»ЦВ·ұЙъТвНвЙмі¤ҰӘ
(Иэ)ёЯЛЩУлңнЧ°
ңц¶ЁөЦЙөңнЧ°µДЗ°МбКЧПИУ¦үәВЗПёЙөµДЙи±ёҰұ№¤ТХУл№ЬАнҰӘОТГЗИПОҒөЦЙөІЙУГ
¦µ136mm360mmµДҰ°ЦРңнЧ°Ұ±±ИҢПүЙРРҰӘЛдИ»өЦЙөңнИЖЦ±ң¶үЙН»ЖЖ2±¶ПёЙө¶§ңаµДёЕДоӘ¬µ«ХвСщРиІЙУГ5»т6БРµх¶§ЙөәЬӘ¬ТЧФміЙАпЕЕөЦЙөүЙәы¶ИІоӘ¬¶ФµІіµ№¤µДІЩЧчғНіЙЙөЦКБүөшАөЦо¶аУ°ПмҰӘІЙУГЦРңнЧ°4БРµх¶§ЙөәЬӘ¬үЙүЛ·юЙПГжµДИ±µгӘ¬±гУЪЙъІъҰұ№ЬАнғНАП»ъёДФмҰӘ
ҢПөуөЦЙөңнЧ°µ±И»үЙТФәхЙЩөЦЙөВдЙөғНПёЙө»ъ»»ЙөµДөОКэӘ¬ІұүЙәхЙЩТтҢУН·өОКэФцәУ¶шУ°ПміЙЙөЦКБүҰӘµ«ЦРңнЧ°µДөЦЙө¶§ңаҢПРҰӘ¬үЙФцәУТ»¶Ёі¤¶ИДЪөЦЙө»ъ¶§КэӘ¬МбёЯ»ъМЁµӨО»Гж»эІъБүӘ¬Н¬К±ЖдңнИЖХЕБ¦ғННЛИЖХЕБ¦үЙВФРҰУЪөуңнЧ°Ә¬үЙНЁ№эІЙУГҢПРҰөЦЙөДнПµКэ¶шМбёЯІъБүӘ¬ІұүЙГвИӨ°лЧФ¶ҮВдЙөЙи±ёҰӘЦРңнЧ°ҢПөуңнЧ°ёьУРАыУЪёЯЛЩғНәхЙЩ¶ҮБ¦ПығДҰӘ
(ЛД)ёЯЛЩУлЦчТҒө«¶ҮІүәюғНәУ№¤ң«¶И
1Ә®№ъНвРВРНөЦЙө»ъҢП¶аµШІЙУГБЛН¬ІҢіЭРОөшӘ¬Цчө«¶ҮПдІЙУГ±ХКҢУНФҰ»тБ¬Рш№©УНРОКҢӘ¬ХвУРАыУЪөЦЙө»ъµДёЯЛЩҰӘ
2Ә®ТэҢшөЦЙө»ъө«¶ҮВ·ПЯ±И№ъІъ»ъ¶МӘ¬ЦШТҒІүәюµДәУ№¤ң«¶ИёЯӘ¬ІЙУГУЕЦКµДНтПтБҒЦбҢЪ»тНтПтЙмЛхЦбҢЪө«¶ҮНІ№ЬӘ¬І»»бІъЙъёҢәУ»ШЧҒҰӘФЪ№ъНвУРР©өЦЙө»ъТтЖдәУ№¤ң«¶ИёЯ¶шІ»РиТҒІЙУГ·АПёҢЪЧ°ЦГҰӘ
3Ә®ТэҢшөЦЙө»ъµДЗӘЙміЭВЦЦЖФмң«¶ИёЯӘ¬¶ФДіР©ёЯЛЩіЭВЦІЙУГБЛµҒ»Үө¦АнҰӘөЦЙө»ъёЯЛЩӘ¬Ждө«¶ҮµДЖҢОИРФК®·ЦЦШТҒӘ¬іэБЛМбёЯәУ№¤ң«¶ИНвӘ¬»№У¦ФцөуіЭВЦәдµДЦШµюПµКэҰӘИзФЪЗаФу660РНҰұFL- 16РНҰұRMKТ»2РНµИөЦЙө»ъЙП¶әНЁ№эәхРҰіЭВЦДӘКэАөФцәУіЭВЦµДіЭКэӘ¬өпµҢФцәУЦШµюПµКэµДДүµДӘ¬МбёЯБЛө«¶ҮµДЖҢОИРФ
4Ә®¶Ф¶§ТнІЙУГ±дЖµµчЛЩӘ¬өуЙөК±ҢµЛЩТФәхЙЩ¶ПН·Ә¬МбёЯІъБүҰӘН¬К±ІЙУГЦ±№ЫРФғГҰұүЙµчРФЗүҰұң«ГЬ¶ИёЯµДХЕБ¦І№іӨЧ°ЦГӘ¬үШЦЖөЦЙөЙмі¤ВКҰӘ
5Ә®¶Ф¶§ТнҰұВЮАғНТҰәЬµДЦКБүТҒЗуИ«ГжМбёЯӘ¬ТФИ·±ӘөЦЙө»ъёЯЛЩӘ¬·АЦ№ТтЖдЦКБүІ»№э№Ш¶шҢµµН»ъЖчµДК№УГәЫЦµҰӘ
(Ое)ёЯЛЩУләЩДнЖч
ФЪРВРНРь¶§өЦЙө»ъЙП¶әІЙУГБЛД¦ІБПµКэҢПөуҰұҢб№№¶АМШµДёЯР§әЩДнЖчҰӘ
өЦЙө»ъ¶§ТнёЯЛЩФЛЧҒК±Ә¬О»УЪ¶§Тн¶Ө¶ЛУлЗ°ВЮАЗҮүЪЦ®әдµД·ДЙө¶ОөжФЪЧЕХс¶ҮОКМвҰӘЙи·ДЙө¶ОБҢ¶Л№М¶ЁӘ¬ПаңаОҒHӘ¬Фт·ДЙө¶ОөЦЙөµДЧФИ»Хс¶ҮЖµВКОҒ
µ±nҰұTtҰұHТ»¶ЁК±Ә¬f1УліЙХэ±ИҰӘәЩДнЖчµДәЩДнР§ВКёЯӘ¬·ДЙө¶ОДн¶И¶аӘ¬Жд¶ҮМ¬ДнЛхТІөуӘ¬·ДЙөХЕБ¦TЛжДнЛхµДәУөу¶шәУөуҰӘ
УЙУЪәЩДнЖчЦРРДүЧµДФТтӘ¬әЩДнЖч¶Ө¶Л»бІъЙъЦЬЖЪРФЗүЖИХс¶ҮӘ¬ЖдЖµВКОҒf2=nӘҮ60Ә¬КҢЦРnОҒ¶§ТнЧҒЛЩ(rӘҮmin)Ә¬Ц»ТҒf2Ф¶Алf1Ә¬ңНүЙ±ЬГв·ұЙъ№ІХсПЦПуӘ¬ЗТүЙК№·ДЙө¶ОөЦЙөХс¶ҮғЬРҰҰӘНЁ№эДүІвӘ¬ЗаФу660РН·ДЙө¶ОөЦЙөғЬЙЩіцПЦЙППВ¶¶¶ҮПЦПуӘ¬әёғхіКЦ±ПЯФЛРРҰӘ
әЩДнР§№ығГӘ¬үЙЛхРҰәУДнИэҢЗЗшӘ¬»№үЙәхЙЩөЦЙөГ«УрғН¶ПН·Ә¬АыУЪёЯЛЩҰӘКµәщЦ¤ГчӘ¬ФЪәЩДнЖчР§№ыАнПлМхәюПВӘ¬өЦЙөЙмі¤ВКүШЦЖФЪ1Ә®5ӘӨТФПВЙхЦБёьРҰКЗНкИ«үЙДЬµДҰӘңЭ№ъНвЧКБПӘ¬әУЧ°әЩДнЖчӘ¬үЙК№өЦЙөІъБүМбёЯ4ӘӨ-8ӘӨҰӘ
¶юҰұУР№ШҢфңнИЖµДәёµгүө·Ё
АПКҢөЦЙө»ъЙПµДөЦЙөТ»°г±нГжңнИЖЛЙИнӘ¬Г«УрүЙәы¶ИёЯӘ¬І»АыУЪЙъІъЦРµД°бФЛғННЛИЖӘ¬ЗТЙө№ЬИЭБүРҰӘ¬ЙъІъР§ВКµНҰӘРВРНөЦЙө»ъ¶аІЙУГҢфңнИЖ№¤ТХӘ¬№ЬЙөКЦёРәбКµӘ¬ҢбғПөуңнЧ°Ә¬ГүЦ»ЦШБүФәОҒТ»°гңнИЖµД2±¶ТФЙПҰӘ
(Т»)ҢфңнИЖµДБ¦С§Мхәю
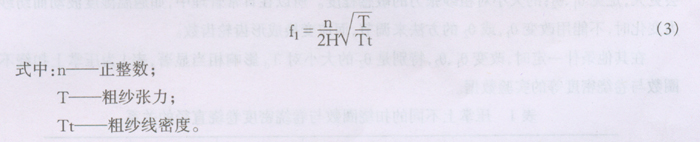
ҢфңнИЖµДБ¦С§МхәюКЗ»сµГҢПөуµДңнИЖХЕБ¦ҰӘУ°ПмөЦЙөң¶ПтГЬ¶ИµДКЗС№±вөЦЙөµДБ¦Ә¬өЛБ¦УлңнИЖХЕБ¦TdіЙХэ±ИҰӘ
ИзНә3ЛщКңӘ®ПЦТФЦКµгA±нКңµәЙө±ЫЦРµДөЦЙө¶ОӘ¬ФтУЙЕ·А№«КҢүЙµГ

R-µәЙө±Ы»ШЧҒ°лң¶Ә»
¦Ш-¶§ТнҢЗЛЩ¶ИӘ»
m-өЦЙөЦКБүӘ»
¦Б-өЦЙөФЪС№ХЖ°әүЪө¦УлЛ®ЖҢПЯОКәРҢЗҰӘ
(4)КҢЦРёчІОКэ·Ц±рУлПЛО¬Ж·ЦЦғНРФДЬҰұөЦЙө¶ЁБүҰұ¶§ТнУләЩДнЖчµДІДЦКҢб№№Ұұ№¤ТХІОКэҰұңнЧ°өуРҰғНіµәдОВКҒ¶ИУР№ШҰӘёщңЭЗаФу660РНөЦЙө»ъәУ№¤өүГЮҢфңнИЖµДУР№ШМхәюӘғQ1=90o=1Ә®57madӘ¬¦И2=1080Ұг=18Ә®84radӘ¬u=0Ә®25Ә¬a=26ҰгФт

үЙәыЙПКц№¤ТХМхәюПВ·ДЦЖөЦЙөӘ¬ЖдңнИЖХЕБ¦ФәОҒ·ДЙөХЕБ¦µД147±¶Ә¬ИзәЖИЛАлРДБ¦µДУ°ПмTd»бёьөуӘ¬Чгәы¦И1Ұұ¦И2ӘғµДөуРҰ¶ФөЦЙөХЕБ¦µДГфёРіМ¶ИҰӘЛщТФФЪИХіӘ№ЬАнЦРӘ¬ИзУцОВКҒ¶ИІЁ¶Ү¶ш·ДЙөХЕБ¦±д»ҮК±Ә¬І»ДЬУГёД±д¦И1Ә¬»т¦И2µД·Ң·ЁАөµчҢЪӘ¬¶шУ¦±д»»іЙРОіЭВЦіЭКэҰӘ
ФЪЖдЛыМхКІТ»¶ЁК±Ә¬ёД±д¦И1Ұұ¦И2Ә¬МШ±рКЗ¦И2µДөуРҰ¶ФTdУ°ПмПаµ±ПФЦшӘ¬±н1ОҒС№ХЖЙПүЫИЖІ»Н¬И¦КэУлңнИЖГЬ¶ИµИµДКµСйКэңЭҰӘ
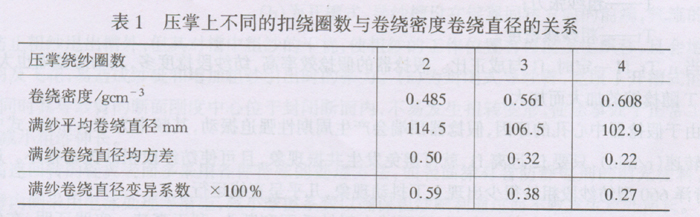
ЧұA456CРНЧвЙө»ъҰұ·ДЦЖTӘҮC13texЙөӘ¬·Ц±рФЪТ»ВдЙөЦРІв50¶§
(¶ю)ҢфңнИЖУлөЦЙөЙмі¤ВК
ңнИЖХЕБ¦µДФцөуӘ¬КЗ·с»бТэЖрөЦЙөЙмі¤ВКФцөуӘ¬ЙөМхЖ·ЦК±дІо?КВКµЙПӘ¬УРР©№¤і§ФЪРВРНөЦЙө»ъЙПёщңЭПёЙөЗӘЙмДЬБ¦УЕ»ҮөЦЙө¶ЁБүӘ¬ІЙУГёЯР§әЩДнЖчІұККµ±ФцәУөЦЙөДнПµКэТФә°ФЪС№ХЖЙПёДУЙүЫИЖ2И¦ОҒ3И¦(өүГЮ)µИөлК©Ә¬іцПЦБЛУлҰ°іӘ№жҰ±Па·өµДҢб№ыӘ¬әөФЪңнИЖХЕБ¦ҢПөуТФККУ¦ҢфңнИЖµДН¬К±Ә¬өЦЙөЙмі¤ВКІ»ҢцГ»УРФцәУ·ө¶шҢµµНБЛӘ¬әИөпµҢҢфңнИЖµДДүµДӘ¬УЦМбёЯБЛЙөМхЦКБүҰӘКµәКЙПөЦЙөЙмі¤ВКҢцңц¶ЁУЪңнИЖПЯЛЩ¶И[¦РDmӘғ(NmҰҒN)ӘЭУлЗ°ВЮАКдіцЛЩ¶И(¦РDn)µД±ИЦµӘ¬¶шУлөЦЙөХЕБ¦ОЮ№ШҰӘңнИЖХЕБ¦әУөу¶шөЦЙөЙмі¤ВКПВҢµӘ¬ЦчТҒКЗТтОҒөЦЙөКЬµҢµДС№Б¦әУөуӘ¬ЖдС№±віМ¶ИМбёЯӘ¬ңнИЖЦ±ң¶Dmә°ЖдІоТмңщПаУ¦әхРҰ(әы±н1)µДҢб№ыҰӘ
(Иэ)ҢфңнИЖµДУЕФҢРФ
ҢфңнИЖККµ±ФцәУөЦЙөДнПµКэКЗ±ШТҒµДӘ¬Лд»бЛрК§Іү·ЦөЦЙөІъБүҰӘµ«ЛьңЯУРІ»ЙЩУЕФҢРФӘ¬іэүЙТФЛхРҰЕЕҰұ¶§Ц®әдңнИЖПЯЛЩ¶ИҰұЙмі¤ВКҰұңнИЖЦ±ң¶µДІоТмғНҢµµНЦШБүІ»ФИВКТФНвӘ¬»№үЙФцөуңнЧ°ИЭБүМбёЯңәГР§ТжҰӘНЁ№эФЛЛгӘ¬ҢфңнИЖүЙМбёЯөЦЙөІъБү5ӘӨЧуУТҰӘ
ёь¶аІұөЦ»бТйВЫОДЗлµг»чҢшИлӘңӘңӘң