
我公司曾从1991年开始,在22台1294B型细纱机上使用气动加压V型牵伸装置。但因受机型和改造厂家制造精度等因素影响,暴露出一些问题,效果也不十分理想。但它却以先进的牵伸形式,优良的成纱质量(如:当年陕西省纺织公司随机抽样,T/C65/3513.1tex条干CV值达14.6%),受到了同行们的好评。我们也从中积累了大量的安装及实践经验,这也更坚定了我们继续探索V型牵伸装置的信心。2002年,我们公司购进了26台马佐里(东台)公司的DTMl29型细纱机。配置了气动加压V型牵伸装置。通过近一年的使用,它以稳定的纺纱性能,优良的产品质量,取得了良好的效果。
2 牵伸结构及工艺特征
2.1 牵伸装置配置采用三罗拉曲线(V型)——直线牵伸,上短下长皮圈,T形曲面下销,用直径25mm微波精制镀铬人字斜齿下罗拉(中下罗拉为菱形滚花),气动摇架及上肖,中、低弹性上罗拉。
2.2 牵伸工艺特点
2.2.1 后区牵伸工艺
该牵伸特点是把后罗拉中心抬高12.5mm,后上罗拉后移25mm左右,使后上罗拉和后下罗拉中心线与前、中、下罗拉连线形成25度左右的夹角,从而使后区形成一个曲线牵伸区。这种配置减少了粗纱须条在后区牵伸中的捻回重分布现象,并使其保留较多的剩余捻回,保证喂入前区牵伸的须条结构紧密均匀,与前区摩擦力界形成良好的配合,从而形成稳定一致的摩擦力界分布。
2.2.2 前区牵伸工艺
前区牵伸与SKF一样,采用T形下肖,后曲面弧较大,后曲角较小,可减少罗拉与下肖后端的皮圈下凹现象。前中下罗拉中心距为43mm左右,从而获得比较小的浮游区。再配上软弹(60度左右)胶辊,致使变速点前移,更有效的控制浮游短纤维,保证了成纱条干水平的稳定。
2.2.3 牵伸区隔距选用
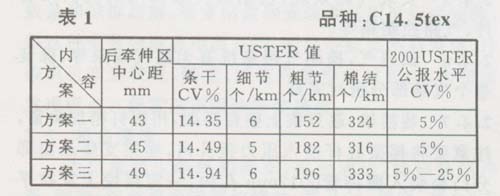
采用较小的后区中心距(43mm-45mm),但因上罗拉后移,中后罗拉的握持距仍保持在68—70mm,并且有14mm左右的粗纱紧贴在后下罗拉表面,大大加强了牵伸过程中对浮游纤维的有效控制,缩小了牵伸后区的非控区长度,以平衡须条的牵伸力,从而获得较理想的预牵伸,有利于降低成纱的牵伸力和条干不匀率(表1)。
2.3 气动加压及气动摇架特点
2.3.1 摇架的加压统一由气囊控制,并按定比例分配在三根罗拉上,压力稳定可靠,吸振能力强,在机器高速运转时仍能保持钳口的稳定,并且无疲劳衰退问题。
2.3.2 通过压力表显示,可进行集体无级调压,皮辊反复磨砺后,直径发生变化,也不用调校摇架,而只需通过气阀调压,方便简捷。
2.3.3 当气囊压力定值时,可通过改变销轴位置而得到不同的压力值。
2.3.4 停车时,摇架不必抬起,可通过气阀实现半释压或全释压,重新开车时通过气阀施压,既可避免皮辊变形,又大大减少开车时的细节和断头的产生。
2.3.5 由于采用逆止阀,短时间(一般在4h左右)内停止供气,仍能正常生产。
2.3.6 上罗拉隔距可通过刻度显示调节,方便实用。
2.3.7 四连杆锁紧机构,自锁性强,加卸压方便。
2.3.8 摇架元件加工精度高,加压后可获得较高的罗拉轴线平行度,且维修简单,省时省力。
2.4 安装方法
2.4.1 首先确定气路位置,从而确定气路方向及进气管位置。
2.4.2 将摇架握持管滑座逐一放在罗拉座上,并用螺钉稍紧,隔距要基本一致,然后在键槽位置逐一置入键。
2.4.3 把摇架握持管逐一按顺序摆放好,并将压力板 (俗称小船)用专用工具放人握持管直径15孔内。然后把气囊管拉直,可在气囊管表面涂适量滑石粉,再将气囊管套人每个握持管内。特别要注意:
A.握持管要按顺序且方向一致。
B.气囊管两端要留足一定的余量。
C.压力板一定要安装到位,不能脱落。
2.4.4 将装入气囊的握持管整根抬到机上已初步固定好的支杆下滑座上(需6人配合),逐一检查固定键是否有滑脱,检查握持管方向是否正确,并保持握持管间隙一致(一般为lmm左右)后,把滑座盖逐一装上并用螺钉紧固。
2.4.5 安装气路系统,包括握持管两端的阀头结合件、气路控制箱等。
2.4.6 试通气,检测气路系统有无漏气现象等,保证整个气路部分密封完好。
2.4.7 装摇架,逐只装上整台摇架,用螺钉稍加旋紧,注意要将摇架杠杆插人压力板孔内,摇架支座凸出部分凸台装入握持管直径12mm孔内,一定要使上罗拉平行且对齐下罗拉沟槽部分(因该摇架开档调节范围有限,故此项工作在安装时要重视)。
2.4.8 调整握持管与前罗拉的隔距,用专用工具调整前罗拉与握持管中心距为210±0.05mm
2.4.9 调整上罗拉隔距。
A.前上罗拉调整,SDDA212ZP摇架有定位器显示刻度值,可按工艺要求根据显示值进行调整,也可用自制工具进行调整。
B.中、后上罗拉隔距调整,可根据工艺要求按定位器显示刻度进行调节,也可用卡尺校正好专用工具后再用工具进行逐一调整。
C.SDDA2122P气动加压摇架厂商出厂前,一般选用最常用工艺用专用模块及工装设备进行上罗拉隔
距的调整,如纺制的产品符合该工艺要求,可不对摇架进行重新调整,这样可保证精度,减少保全工调整人为误差,亦可节约人力等。
2.4.10 调校摇架压力
A.调整气囊总压力值为0.1MPa,注意调整时应从低向高调,并将牵伸部件全部装上。
B.在摇架支架、支座后部之间放3mm厚垫片,螺钉稍微旋紧,取出垫片。如此逐一校正每只摇架,再调整摇架支架、支座前面之间的螺丝,并使摇架掀起后绝对处于同一水平位置。
C. 将摇架全部置于工作位置,然后用皮辊压力测试仪逐只校正摇架压力到工艺要求值,如此反复调校两次以上。开车运转两个小时后,再次复校压力两次,保证摇架压力测试仪显示值不超过标准值土5N。
D.调压全部完成后,必须将螺丝紧固,保证弹簧垫片压平。
2.5 使用效果
2.5.1 我们开始安装时由于未按上述顺序进行,安装不但进度缓慢,且费时费力,影响整个细纱机的安装进度。通过不断实践后,按照以上方法操作,安装准确到位,精度高,进度快。开车很顺利,质量也很好。
2.5.2 成纱水平
A.同品种、同粗纱在弹簧摇架和气动加压摇架上的纺纱水平对比见表2。
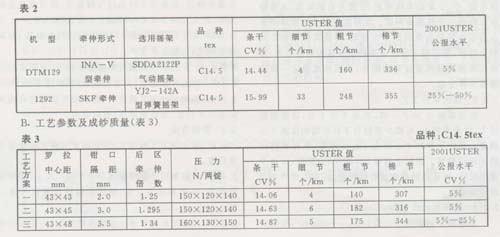
2.6 结语
通过一年使用,我们认为国产仿INA—V型牵伸装置,无论在设计上或是在制造精度上,已经可以满足纺制优质纱的要求。尤其是与我公司26台DTMl29型细纱机配套的SDDA2122P型气动摇架,从安装到使用至今无一损坏,100%达到安装工艺要求。它较好地体现了“重加压、强控制”的牵伸工艺理论,为充分贯彻“两大两小”的纺纱工艺路线提供了良好的条件。成纱质量水平高。虽然比弹簧摇架的购置费用略高,但装机后的维修费用很低,从综合综合效益的角度评价,仍不失为最佳的选择。
当然,气动摇架首次调压比较费时,调整上罗拉隔距用显示刻度值操作还有少许问题有待改进,也希望制造厂商进一步改进提高。我们也正准备加装过压、欠压保护装置,进一步确保产品的质量稳定。