
1 ЙІФмадЯЫЮЌЕФБэУцЬиеї
ЮвЙЋЫОВЩгУЕФЙІФмадЯЫЮЌЮЊвЧеїЛЏЯЫЙЩЗнгаЯоЙЋЫОЩњВњЕФCoolbstЯЫЮЌОпгаЁАHЁБаЭНиУцЃЌЪЙЯЫЮЌКЭЯЫЮЌМЏКЯЬхОпгаНЯЧПЕФУЋЯИаЇгІЃЌгагХСМЕФЦјЬЌЁЂЪЊЦјЭИЙ§адФмКЭгХСМЕФвКФюЁЂКЙвКДЋЕМадФмЃЌЪЧвЛжжИЩЫЌЪцЪЪЕФЙІФмадЯЫЮЌЃЌОпгаЮќЪЊПьЁЂЗХЪЊПьЁЂЕМЪЊПьЁЂеєЗЂПьЕФЬиЕуЁЃгЩгкCoolbstЯЫЮЌНиУцЮЊвьаЮНиУцЃЌЙЪЦфПЙЭфадФмгХгкЦфЫќЭјаЮНиУцЯЫЮЌЃЌЯћГ§СЫдАаЮНиУцЯЫЮЌжЏЮяЕФДжгВИаЃЌЪЙжЏЮяХюЫЩЃЌЪжИаЪцЪЪЁЃ
2дСЯЕФбЁХф
CoolbstЯЫЮЌ(Tc)ЃК1ЃЎ56dtexЁС38mmЃЌЛьгУБШР§ЮЊ55ЃЅЃЛ
ЯИШеЃЎЯЫЮЌ(Tx)ЃК0ЃЎ89dtexЁС38mmЃЌЛьгУБШР§ЮЊ15ЃЅЃЛ
еГНКЯЫЮЌ(R)1ЃЎ67dtexЁС38mmЃЌЛьгУБШР§ЮЊ30ЃЅЁЃ
3 ЙЄвеСїГЬ
ЮЊЪЙдСЯГфЗжЛьКЯОљдШЃЌШЗБЃЛьКЯБШР§е§ШЗЃЌВЩгУВЂЬѕЛьУоЃЌШ§жждСЯЗжБ№зїГЩВЛЭЌЖЈСПЕФЪсУоЬѕЃЌдкВЂЬѕЙЄађжаВЩгУШ§ЕРВЂЬѕвдГфЗжЛьКЯЃЌБмУтВњЩњЩЋВюЁЃ
4ИїЙЄађЙЄвеХфжУгыММЪѕДыЪЉ

4ЃЎ1ПЊЧхУоЙЄађ
гЩгкдСЯГЄЖШећЦыЖШКУЃЌВЛКЌдгжЪЃЌЙЪПЊЧхУоЙЄађВЩгУЁАЖрЫЩЩйДђЃЌЖрЪсЩйТфЃЌБЁЮЙЧсДђЁБЕФЙЄведдђЁЃгЩгкCoolbstЯЫЮЌХюЫЩЃЌЮЊБЃжЄУоОэГЩаЭСМКУЃЌгІЪЪЕБМгДѓУоОэбЙСІЃЌдкУоОэжаЮЙШЫЯрЭЌЦЗжжЕФДжЩДЃЌвдЗРжЙУоОэеГСЌЃЛЪЪЕБНЕЕЭДђЪжЫйЖШЃЌМѕЩйДђЛїЕуЃЌвдМѕЩйЯЫЮЌЫ№ЩЫЃЌНЕЕЭУоНсЃЛЪЪЕБМѕЧсУоОэЖЈСПЃЌвдМѕЧсКѓЙЄађЕФЧЃжйИКЕЃЁЃCoolbstОэЖЈСПЮЊ368gЃЏmЃЌеГНКОэЖЈСПЮЊ400gЃЏmЃЌУоОэГЄЖШОљЮЊ30ЃЎ6mЃЎЯрЖдЪЊЖШПижЦдк55ЃЅзѓгвЁЃ
4ЃЎ2ЪсУоЙЄађ
ВЩгУЁАЧсЖЈСПЁЂЕЭЫйЖШЁЂЖрЪсРэЁЂЩйТфУоЁБЕФЙЄвеХфжУЁЃЮЊЗРжЙCoolbstЯЫЮЌКЭЯИЕЉЯЫЮЌУоЭјЦЏИЁЁЂЦЦБпЕШЯжЯѓЃЌШЗБЃУоЭјЫГРћзЊвЦЃЌМгДѓЮ§СжгыДЬЙѕЫйБШЮЊ2ЃЎ0ЃЌвдМѕЩйЧєЯЫЮЌзЊвЦВЛСМЖјдьГЩЕФУоНсЁЃЮ§СжЫйЖШЮЊ330rЃЏminЃЌЕРДѓЫйЖШЮЊ19rЃЏminЃЌДЬЙѕЫйЖШЮЊ849rЃЏminЃЌЮ§СжжСИЧАхИєОрВЩгУ0ЃЎ3mmЁЂ0ЃЎ25mmЁЂ0ЃЎ25mmЁЂ0ЃЎ25mmЁЂ0ЃЎ3mmЃЌCoolbstЩњЬѕЖЈСП16ЃЎ405gЃЏ5mЃЌЯИЕЉЯЫЮЌЩњЬѕЖЈСП18ЃЎ043gЃЏ5mЃЌеГНКЩњЬѕЖЈСП17ЃЎ832gЃЏ5mЁЃЪЙУоЭјзДЬЌСМКУЃЌЪсУоЬѕжиВЛОљдШПижЦдк4ЃЎ0ЃЅвдФкЁЃ
4ЃЎ3ВЂЬѕЙЄађ
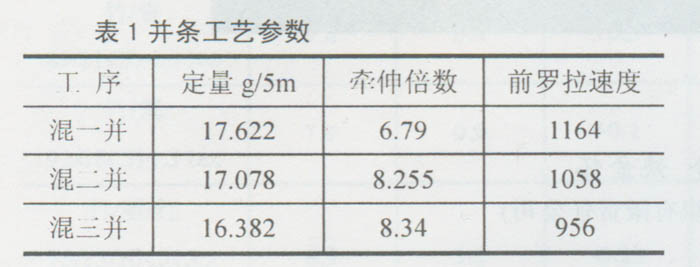
ВЩгУЁАЧсЖЈСПЁЂЕЭЫйЖШЁБЕФЙЄведдђЁЃЛьвЛВЂВЩгУ7ИљВЂКЯЃЌ4ИљCoolbstЩњЬѕЁЂвЛИљЯИЕЉЩњЬѕЁЂ2ИљеГНКЩњЬѕвЛЦ№ЮЙШыЃЌЛьЖўЁЂЛьШ§ОљЮЊ8ИљВЂКЯЃЛЮЊЪЙЯЫЮЌОВЂЬѕЙЄађКѓГфЗжЩьжБЦНааКЭЛьКЯЃЌТоРИєОрВЩгУ22ЃЎ5ЁС14ЁС19mmЃЌЭЌЪБЛьЖўВЂВЩгУНЯДѓЕФКѓЧјЧЃжйЮЊ1ЃЎ925ЃЌЛьШ§ВЂВЩгУНЯаЁЕФКѓЧјЧЃЩьЮЊ1ЃЎ438ЃЌВЂБЃГжИїЛњЭЈЕРЙтЧхЃЌЮоУЋДЬЙвЛЈЁЃЪЙЮДВЂЬѕЮкЫЙЬиЬѕИЩCVжЕДяЕН2ЃЎ78ЁЃЯрЖдЪЊЖШПижЦдк60ЃЅзѓгвЁЃВЂЬѕЙЄвеВЮЪ§МћБэ1ЁЃ
4ЃЎ4ДжЩДЙЄађ
ДжЩДВЩгУЁАЕЭЫйЖШЁЂЪЪЕБФэЯЕЪ§ЁБЕФЙЄведдђЃЌЪЙДжЩДЭтЙлЙтНрЁЂУЋг№ЩйЁЃДжЩДФэЯЕЪ§бЁдёЮЊ64ЃЌДжЩДЖЈСПЮЊ3ЃЎ808gЃЏ10mЃЌТоРИєОрЮЊ25ЁС36mmЃЌЧАТоРЫйЖШЮЊ198rЃЏminЃЌЪЙДжЩДЬѕИЩCVжЕДяЕН4ЃЎ1ЃЌЯрлѕЪЊЖШПижЦдк65ЃЅзѓгвЁЃ
4ЃЎ5ЯИЩДЙЄађ
ВЩгУЁАЕЭЫйЖШЃЌДѓИєОрЃЌаЁЧЏПкИєОрЃЌаЁКѓЧјЧЃЩьЁБЕФЙЄведдђЁЃЮЊЬсИпГЩЩДЬѕИЩЫЎЦНЃЌХфжУ72НКЙѕЃЌЮЊМѕЩйГЩЩДУЋг№ЃЌЪЪЕБМгжиИжЫПШІжиСПЁЃЯИЩДФэЯЕЪ§348ЃЌЧЏПкИєОр2ЃЎ5mmЃЌКѓЧјЧЃжйБЖЪ§1ЃЎ25ЃЌТоРИєОр18ЁС35ЃЌЦЄЙѕМгбЙ14ЁС10ЁС14kgЃЏЫЋЖЇЃЌЧАТоРЫйЖШЮЊ197rЃЏminЃЌЯрЖдЪЊЖШПижЦдк63ЃЅзѓгвЁЃГЩЩДжЪСПЭъГЩЧщПіМћБэ2ЁЃ

4ЃЎ6ТчЭВЙЄађ
ВЩгУЕМЕчадФмСМКУЕФН№ЪєВлЭВЃЌвдЯћГ§ОВЕчЯжЯѓЃЛВЩгУНЯаЁЕФеХСІЃЌвдМѕЩйЩДЯпЕФЕЏадЫ№ЪЇЃЛБЃжЄЩДЯпЭЈЕРЙтНрЮоЙвЛЈЃЌФъЮЪЯрЖдЪЊЖШПижЦдк65ЃЅзѓгвЁЃ
5Нсгя
(1)УоОэЁЂЩњЬѕЖЈСПЦЋЧсеЦЮеЃЌФмУїЯдИФЩЦЪсРэжЪСПЃЌЮЊЬсИпГЩЩДжЪСПДђЯТЛљДЁЁЃ
(2)ВЩгУЬѕЛьЃЌвдБмУтШ§жжЯЫЮЌЛьКЯВЛ1-3ОљдШЖјдьГЩЩЋВюЁЃ
(3)КЯРэбЁдёЙЄвеВЮЪ§ЗФзЈЦїВФЃЌБЃжЄЩшБИ1ЃЎ5зДФюСМКУЃЌЪЧЮШЖЈВњЦЗжЪСПЕФЙиМќЁЃ
(4)КЯРэПижЦИїЙЄађЯрЖдЪЊЖШЃЌЪЙГЕМфХЃЛюЮШЖЈ.