
一、研制粗纱伸长率测试仪的思路
粗纱伸长率为一定时间内筒管上卷绕的粗纱长度与前罗拉输出须条的计算长度之差对前罗拉输出计算长度之比的百分率。计算公式为:
理论上只要能测出一定的前罗拉输出长度LF,即一定的前罗拉输出转数NF和卷绕到筒管上的粗纱长度,即可算出粗纱伸长率。因此,粗纱伸长率则试仪由前罗拉转数测量、卷绕长度测量和数据处理及显示三个基本部分组成。前罗拉转数测量部分按设定的转数产生定时,数据处理及显示部分则对定时内卷绕长度测量部分测得的结果进行处理,显示出伸长率。
二、卷绕长度测量
1、卷绕信号采集的原理和方法在前罗拉输出转数一定的情况下,只要知道粗纱绕上卷装的线速度即卷绕速度,就能确定卷绕长度。粗纱的卷速度由下式给出:

计算卷绕速度最简单的方法是分别测出r、ωb、ωf然而在运转过程中,这是难以办到的。
为了测量卷绕速度,我们对锭翼进行了改装,将测量罗拉装在压掌头端,测量罗拉由输出须条带动,在卷装表面作纯滚动,形成如图1所示的测量装置。图2中所示的差动轮系说明了该测量装置的工作原理,图2中转臂、中心轮和行星轮分别应图1中锭翼、粗纱装和测量罗拉,各部件的角速度存在如下关系:

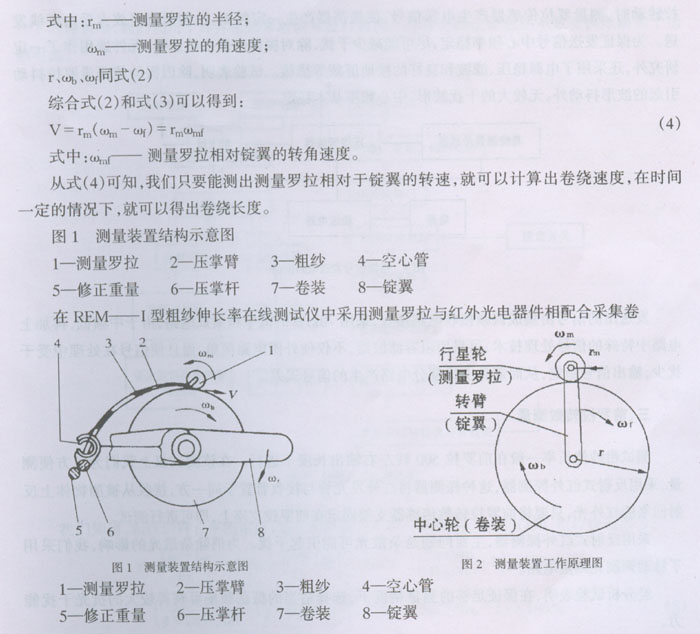
绕长度信号。红外光管与光敏三极管组装在压掌上,在测量罗拉上均匀分布4孔,测量罗拉每转一转,光敏三极管可以接收到4个信号。经过试验,我们研制了轻质的测量罗拉装置,可以不需修正就能做到锭翼的力学特性与普通锭翼相同。
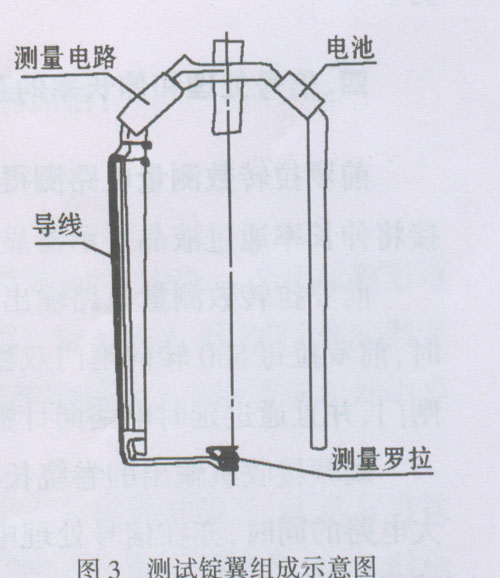
2、卷绕信号的发送与接收锭翼为高速回转件,从测量罗拉处测得的信号若要通过引线输送,就必须使用特制的装置,而且只能在个别的锭位上使用,不能随意更换,而REM—I型粗纱伸长率在线测试仪采用电磁波传送卷绕长度信号的非引线传送方式,信号发送装置体积较小,它与电源分别固装在锭翼的两臂上(见图3),对锭翼的运动状况无明显影响。这样卷绕长度测试装置为一只特殊的锭翼,可以插于同型号粗纱机的任一锭子上,从而可以做到同机型换锭位测试。
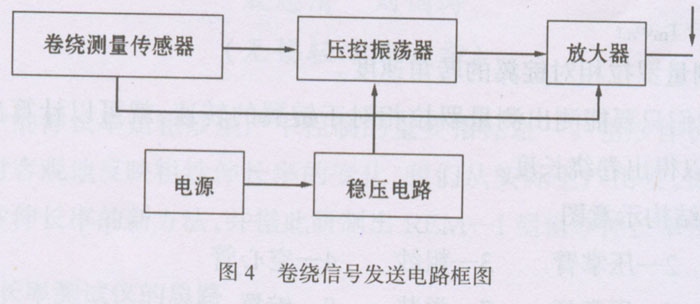
由于锭翼特殊的结构与作用条件的限制,信号发射不可能采用较长的天线,因而决定了载波频率必须高一此,故我们采取甚高频直接调频的方法发送信号,电路原理如图4所示。当测量罗拉转动时,测量罗拉传感器产生电压信号,使振荡器产生一定频偏,已调制波经放大后由天线发送。为保证发送信号中心频率稳定,尽可能减少干扰,除对振荡电路参数选择、元件选用作了一定研究外,还采用了电源稳压、滤波和良好的接地屏蔽等措施。试验表明,除因振动使测量罗拉抖动引起的波形抖动外,无较大的干扰波形,中心频率基本稳定。
发送出的信号由集成调频接收电路接收,采用70kHz的低中频集成电路,由于中频低,再加上电路中特殊的信号处理技术,可采用阻容滤波器,不仅使外围电路简单,而且使信号在处理中受干扰少,输出信号稳定,从而避免由这部分电路产生的信号误差。
三、前罗拉转数测量
测试粗纱伸长率一般在前罗拉500转左右输出长度下进行。在该测试仪上我们为了方便测量,采用反射式红外探测器,这种探测器将红外发光管与接收管置于同一方,接收从被测物体上反射回来的红外光,只要将前罗拉转数传感器支架固定在前罗拉支座上,即可进行测试。
采用反射式红外探测器,主要问题是杂散光可能引起干扰。为消除杂散光的影响,我们采用了脉动调制光测量电路。
经分析试验表明,在保证足够的测量精度下,选择适当的振荡频率可获得较大的抗光干扰能力。
四、信号处理和伸长率的直接显示
前罗拉转数测量电路测得的前罗拉转数信号和调频接收机输出的卷绕信号,经处理和运算直接将伸长率通过液晶显示器显示,电路原理如图5所示。
前罗拉转数测量电路输出转数信号通过500分频电路变换后,当功能转换开关设在测伸长率时,前罗拉每500转向闸门双稳电路送出一个脉冲,向计数控制门提供定时为前罗拉500转的控制闸门,并且通过延时电路向计数、寄存、译码电路提供锁存和清零信号。
调频接收机输出的卷绕长度测量信号幅度较小,另外存在各种干扰波形,因此,我们在使用放大电路的同时,亦在信号处理电路中采取了一些减少干扰影响的措施。经滤波等措施后,在该测试仪上采用了斯密特比较电路,根据实验与计算选择了适当的回差值,避免了抖动波形使比较电路动作,只有真正的卷绕长度测量信号才能转变成矩形脉冲信号。实际上接收机接收到的卷绕长度测量信号是4倍于测量罗拉转数的信号,如果把比较器输出的信号直接送计数器计数,那只能得到前罗拉500转下4倍于测量罗拉转数的数值。为了使仪器直接显示出粗纱在前罗拉500转条件下的伸长率,我们利用了计算电路来对信号进行转换。计算电路主要包括系数变换电路和十倍频电路。

前罗拉500转下,如卷绕信号脉冲数Nm=5683,则由式(5)计算得ε=1.48%。当比较整形电路送出的脉冲数Nm=5683,十倍频电路后Nm=56830,拔盘开关设为17857,即BCD乘法器系数为0.17857,而56830×0.17857=10148.1331,这样送入计数器的整数值为10148在显示器中显示为1.48,此值即为粗纱伸长率值1.48%。
REM—I型粗纱伸长率测试仪除具有自动测量与显示粗纱卷绕伸长率的功能外,还具有直接测量显示每分钟卷绕长度即卷绕速度的功能,测量时只要把功能转换开关置于测速位置,这时由定时一分钟的电路提供闸门控制信号和锁存清零信号,系数变换电路中的系数值由拨盘开关按每分钟卷绕米数与卷绕信号脉冲数比值设定,这样显示器即直接显示每分钟卷绕的粗纱长度。
五、REM—I型粗纱伸长率测试仪的使用情况
1、测量锭翼对粗纱质量的影响 REM—I型粗纱伸长率测试仪上的测量卷绕速度装置是用粗纱机上正常锭翼改造的。在设计制作时尽量使结构简单,对原锭翼改动较少,因此在粗纱机运行中观察到的运行情况与正常锭翼基本相同。
为了进一步考察测量锭翼对粗纱质量的影响状况,我们对同一锭子上分别用测试锭翼和普通锭翼纺出的粗纱的条干不匀率和重量不匀率进行了对比。试验时为防止时间相差较长致使原料性能波动大,将正常锭翼与测试锭翼交替使用;为防止锭翼的影响,每次使用的锭翼都是随机取来的。试验条件:前罗拉230r/min,总牵伸5.906倍,粗纱定量5g/10m。试验结果见表1、表2。
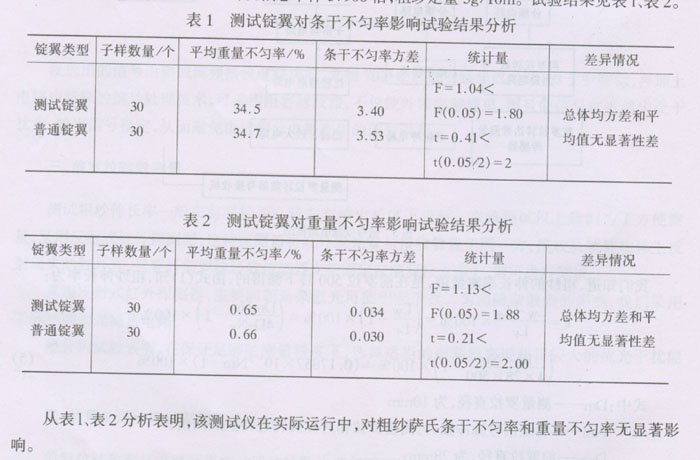
从表1、表2分析表明,该测试仪在实际运行中,对粗纱萨氏条干不匀率和重量不匀率无显著影响。
2、与传统测粗纱伸长率方法比较 研制该仪器的目的就是寻找更简便的测试粗纱伸长率的方法,测试的结果是否比传统方法准确是至关重要的。我们从理论和实验两个方面对两种方法作了对比。
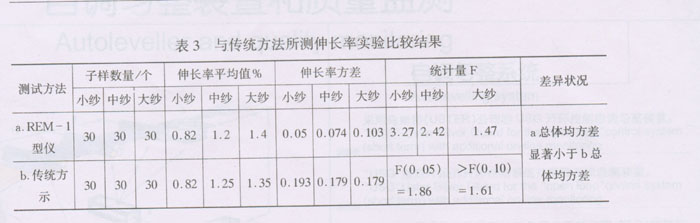
为客观地考察两种测试方法的差异,我们做了这样的试验。试验方法是当机器正常运转后,在前罗拉输出处放一记号,待前罗拉500转后,再在相同位置放上记号,待记号卷绕上筒管后记录下REM-!型粗纱伸长率仪上的一个新出现的读数。在小纱、中纱、大纱各按此法做一次。待一落纱做完后退绕,测长计算出伸长率与相应段显示数值对比,共做30落纱,90组数据。试验数据分析(表3)表明,两种方法所测的伸长率平均值比较接近,但REM—I型粗纱伸长率测试仪测得的伸长率离散程度低于传统方法。
六、REM—I型粗纱伸长率测试仪的特点
REM—I型粗纱伸长率测试仪可用于在粗纱机运行时粗纱伸长率或粗纱卷绕速度的直接测试。它有以下一些特点:
(1)利用在压掌上配置的测量罗拉等作传感器,在转动的锭翼上用无线电传送卷绕测量信号,是遥测技术在纺织测试中新的尝试。可对运行中的粗纱机上任意锭位、任一时刻的卷绕伸长率作所需的测量并直接显示。
(2)在测量传感器设计、测试电路、电源布置等方面,尽量考虑了测量锭翼与普通锭翼力学性能的一致性,这样测量锭翼在测试中运行状况与普通锭翼相同对粗纱质量无明显影响。
(3)信号接收、处理与显示电路除考虑到抗干扰因素外,还设置了系数变换电路,既可以根据测试功能进行系数设定,又能通过其修正系数减小系统误差。
(4)前罗拉转数利用反射式红外探测器,利用脉动调制光测量电路进行测量,不但测试方便,而且有较大的抗干扰性。
(5)仪器中主要元件为CMOS集成电路,显示器为液晶显示,功耗低,采用干电池供电,仪器体积小,携带方便。
(6)采用该仪器测粗纱伸长率,不仅可节省原料,减少停机,减少劳力,而且更重要的是准确及时。
(7)由于该仪器可在一落纱中全程反映粗纱伸长率,这样一方面可指导人们合理地对粗纱伸长率进行人工调节,另一方面亦为自动调节粗纱伸长率创造了一定的条件。
更多并粗会议论文请点击进入>>>