
Vilofi纤维是德国生产的一种新型粘胶纤维,其手感与天然纤维相近,光泽柔和,富有弹性,且化学性能稳定。Vilofi纤维与国产普通粘胶纤维有较大区别,生产的Viloft棉混纺纱品质优良,条干均匀、单纱强力大,开发的面料典雅、挺括,布面光洁平整,易染色,免烫性佳,悬垂性好,滑爽透气,适用于高档时装,并可用于针织内衣。下面对Viloft/C 65/35 13tex、Viloft/CJ 60/40 14.6tex等混纺纱品种的纺纱试验作一介绍。
1 原料性能
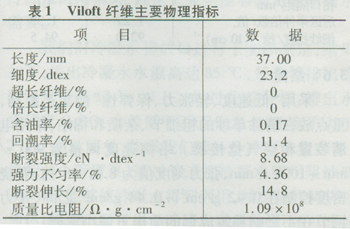
Vilofi纤维截面为扁平状,长度长、细度粗,抗弯刚度大,吸湿性好,表面光滑,抱合力小。其主要物理指标见表1。
棉纤维配棉指标为:等级2.1级,长度29.00mm,品质长度31.5mm,短绒率11.2%,成熟度系数1.68—1.70。
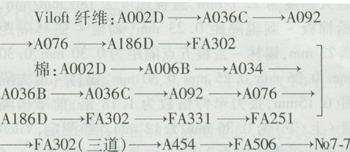
2 纺纱工艺流程(以机器型号表示)
3 主要工艺参数及技术措施
3.1 清棉
Vilofi纤维在纺纱过程中静电现象严重,纺纱前必须用抗静电剂进行预处理。根据Viloft纤维的特点,清棉工序以开松、均匀混和为主,采用“短流程、多分梳、轻打击、混和均匀、多松少返、早落少碎、打梳结合”的工艺原则,各打手部件速度适当降低18%—19%。由于Viloft纤维疵点少,可以封闭部分尘棒或反装尘棒,以减少落棉量,降低成本。由于Viloft纤维间抱合力小、蓬松,在A076型单打手成卷机上适当增加棉卷压力,成卷罗拉处夹4根~6根粗纱,以达到防粘防烂边的作用。在A036B型、A036C型和A092型机台上,采用光电管控制其储棉高度,保证棉量稳定,改善成卷均匀度;此外,适当提高风扇速度。进行设备补风改造,提高正卷率,棉箱运转率控制在93%以上。
清棉工序主要工艺:粘胶卷干定量设计为380g/m,梳针打手速度470r/min,综合打手速度900r/rain,成卷风扇转速1280r/min,成卷罗拉速度12.5r/min,粘胶卷长度为36.4m,重量不匀率
为1.24%。
3.2 梳棉
适当降低梳理速度,提高锡林与刺辊的线速度比值,适当放大锡林与盖板间隔距,以保证纤维分梳缓和、转移顺利。适当抬高给棉板,以增加分梳长度。梳棉车间温湿度要合理选择,避免因静电荷增加造成纤维转移困难。适当降低道夫速度,以利于细致梳理粘胶纤维。生条定量偏重掌握,以减少棉网破洞烂边,改善生条条干均匀度。给棉板与刺辊隔距、锡林与盖板隔距偏大掌握,以减少纤维损伤和扭结,减少棉结产生。采用压缩喇叭口,防止生条蓬松而堵塞喇叭口。
梳棉工序生条干定量为19.48 g/m~21.48 g/m,锡林速度310r/rain,刺辊速度为785 r/min,道夫速度为22 r/rain,盖板速度为180 mm/min,给棉板—刺辊隔距0.23 mm,刺辊-锡林隔距0.23 mm,锡林—盖板五点隔距为0.30 mm、0.30mm、0.25 mm、0.25 mm、0.30 mm,锡林—道夫隔距0.15mm,张力牵伸倍数为1.18倍,前罩板隔距(上/下)为0.86 mm/1.12 mm。经测定,Viloft纤维生条重不匀为3.8%,生条棉结为4粒/g-5粒/g。