
近几年来,我厂为了更好地发挥引进的先进设备优势,提高经济效益,开发和生产与之相适应的高附加值产品。通过市场调研,成功地研制和生产了特细号涤棉府绸。
2产品简介
该产品选用经纱T/JC(65/35)7.3tex×2特细号股线,纬纱T/JC(65/35)13 tex纱,在喷气织机上生产。织物经向规律性地排列有色嵌条线,组织为平纹。此产品除具有一般府绸产品的颗粒清晰饱满,布面光洁匀整,手感挺括的特征外,还具有质地细腻,布面条干均匀,嵌条色彩和谐、大方,富有高档感的特点,坯布经练漂、丝光、烧毛、轧光等后整理加工后,主要用作高档服装面料,具有挺括,穿着舒适的服用性能。
3织物组织、规格设计
3.1规格分析
经纱T/JC(65/35)7.3tex×2,纬纱T/JC(65/35)13 tex;幅宽144.1cm;经纬密458.O×302.0根/10cm;地组织平纹;边组织方平,宽度0.6 cm;经纱排列为77A1B1A1B77A1C5A1C(A为本白线,B为蓝灰色嵌条线,C为浅灰色嵌条线)。
3.2坯布组织规格设计
参照GA5326—85《精梳涤棉印染布标准》附A规定,确定坯布幅宽、经密、纬密。
坯布幅宽=成品幅宽/幅宽加工系数
=144.1/0.945≈152.5(cm)
经密=成品经密/经密加工系数
=458.0/1.06≈432(根/10 cm)
纬密=成品纬密/纬密加工系数
=302.0/0.96≈314.5(根/10 cm)
经向紧度66.5%,纬向紧度43.1%,总紧度80.9%。
4原纱条件及纺纱工艺技术措施
4.1原纱条件
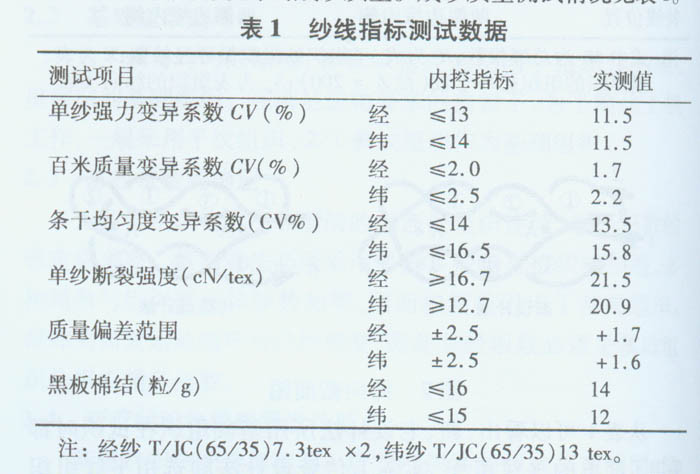
为确保坯布布面条干均匀,光洁平整,且能满足整经、织造工序的要求,原纱要求条干均匀,强力高,CV值低,毛羽少,为此,我们制定了严格的内控指标,加强工艺研究,使成纱各项测试数据好于内控指标要求,提高了织造效率。
4.2优选配棉
经纱选用100%长绒棉与1.26 dtex(1.4旦)×38ram短纤混纺,纬纱选用60%长绒棉、40%普通棉与1.26 dtex×38mm短纤混纺,保证了成纱强力及条干水平。
4.3设备选用
前道工序选用最新系列国产设备,后道工序为村田No-21c自动络简机络筒,实现了“无结、定长、无疵纱、毛羽少”,从而保证了经、纬纱具有较好的成纱质量。成纱质量测试情况见表1。
4.4嵌条线的要求及制备
嵌条线要求坯布经后整理后,具有与经纱相同的染整长缩率,确保成品布面平整;同时,作为嵌条线还必须具有一定的色牢度,防止后整理时发生沾色、褪色现象。经反复试验,确定使用纯棉9.8tex×2线用分散染料在高温高压条件下,进行绞纱染色,经络筒的色纱能满足嵌条线要求。
5织造工艺及技术措施
5.1工艺流程
原纱检验-整经-浆纱-穿综-织造-验布-码布-分等-修织-复验-拼件-成包
5.2整经
选用瑞士贝宁格ZC-L-180型高速分批整经机。该机采用V形筒子架,张力杆同步均匀调节张力,整经张力恒定,伸缩筘随机运转、左右横动,使纱线排列卷绕均匀,经轴外形平整,并轴只数为12只。此工序最关键的是要根据织物经纱排列顺序,采用分色、分轴整经的工艺措施,第1只轴按色纱排列顺序进行装筒、排头,第2~12只轴用本色纱线进行整经。排纱的操作方法:按工艺设计的纱线排列顺序从简子架左侧(从机头向机后看)开始从前往后、自下而上,右侧从后往前、自上而下依次装筒。拉头时,确保纱层层次分明,无斜拉,生头开车前仍要复查纱线排列是否正确。
5.3浆纱
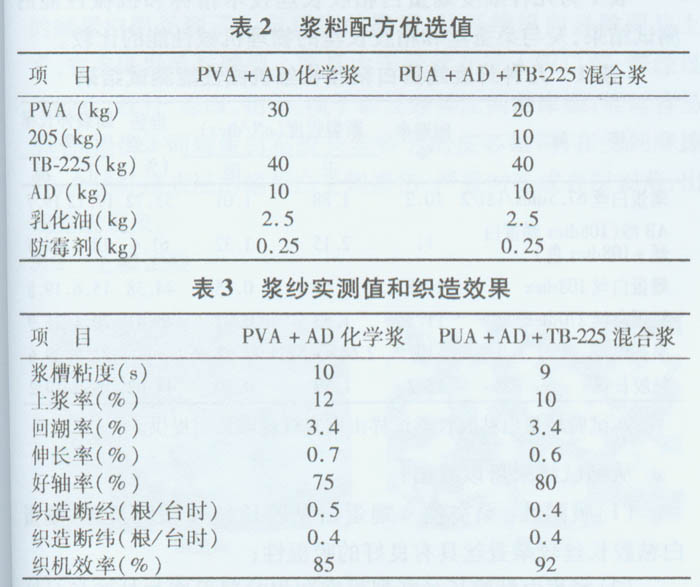
根据该品种的特点,浆纱工序确定“上浆适量、耐磨保伸、求被覆兼顾渗透、伏贴毛羽”的工艺要求。首先优选工艺配方,PVA浆膜坚韧耐磨、强度大;AD为辅助浆料,能改善PVA浆膜的分纱阻力,提高了浆膜的吸湿性能,减少落浆。TB-225变性淀粉渗透效果好,粘度稳定,根据主浆料的特点,采用优化组合,确定优选方案,具体见表2、3。
在德国祖克S432—220型双浆槽、双浸双压浆纱机上生产,主要上机工艺如下。
车速55m/min;
张力设定:卷绕张力2000N,干区张力1400N,湿区张力900N,进纱张力210N,退绕张力520N,托纱张力2400N;
压浆力设定:前压辊压力10/4kN,后压辊压力15/8kN。
5.4主要措施
5.4.1按照织物经纱排列顺序进行筘齿排色纱,要求筘齿排列均匀,无断齿、歪齿。
5.4.2为方便排色纱,经轴上经轴架时,须考虑到色纱处于纱片的上层;同时兼顾到经轴退绕方向,保证排色纱起始位置与穿综工艺要求一致。
5.4.3浆纱过程中处理断头时,不得任意搬头,防止绞头产生及改变色纱的位置。
5.4.4调整织轴开档,使其与穿筘幅宽相一致,减少经纱张力差异,有利于断头的减少。
5.4.5采用后上蜡,进一步保护浆膜完整,保持纱线滑爽;同时,后上蜡也起一定的抗静电作用,减少因此产生的开口不清而造成的“阻断”现象。
5.4.6勤放绞线,防止倒断头、并头、绞头产生,提高好轴率。
5.4.7适当控制浆纱车速,保证经纱适度回潮,避免脆断头的产生,影响生产效率。
5.4.8上轴用生头布,落轴用木夹,贴牢封头纸。
上述措施的制定,有效地保证了浆纱质量,织机的生产效率和下机一等品率有了很大程度的提高。
穿综工序严格按经纱排列顺序色经穿综。
5.5织造
在ZA205i-1900型喷气织机上生产特细号涤棉府绸产品,工艺设计应遵循“减少断经、减少纬停、提高织造生产效率”的原则,兼顾到府绸织物的特殊风格要求,采用“中张力、大开口、中后梁、早开口、晚引纬”工艺方案。具体工艺参数选择如下。
车速600 r/min,综平时间290°;
经位置线:张力架前后为6格、上下为120mm,停经架前后为30mm、上下为90mm;
引纬部分:主喷90°-180°,停纬销90°-120°;辅助喷嘴第1组100°-180°,第2组120°-200°,第3组140°-220°,第4绢160°-260°。