
1 原料性能简介
粘胶:具有良好的吸湿性,吸湿后显著膨胀,染色性好,热学性质与棉相似。
锦纶:截面和纵面形态与相似,易染色,强度高,弹性优良,耐磨性高,其初始模量在常见纤维中是最低的,因此手感柔软。
兔绒:截面呈非正圆形或多角形,含有髓质层,兔绒密度小,仅为1.11g/cm3左右,纤维轻细、柔软、光滑,蓬松保暖性好且吸湿能力强,但由于兔绒纤维强度伸长率均低,卷曲少,卷曲弧度少浅,抱合力差,所以单独纺纱较困难,一般与其它纤维混纺。
2 工艺流程及设备机型
A002D—A006B—FAl06—A092AS—A076E—FA201B—FA306—FA306—FA306—FA421A—FA507
—GA014MD
3 各工序主要工艺配置、技术措施及质量指标
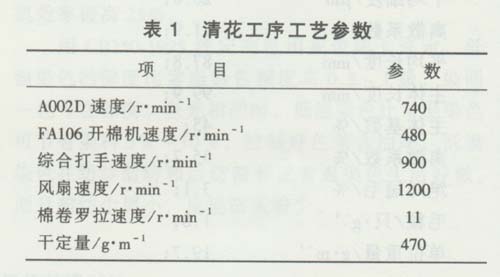
3.1 清花工序
由于是3种原料混纺,在清花工序给予充分混合显得特别重要。混合前,兔绒必须加油保湿。为保证混合及抓取的均匀性,采取人工混合的方法,按比例先将原料给予充分的混合均匀,另由于3种纤维长度长、无杂质,所在以清花工序采取短流程工艺、低打手速度的配置,以减少对纤维的损伤。本着“勤抓、少喂、多梳、少打”的原则,将各打手速度放低,FAl06采用梳针打手,将A076E刀片卸下,主要工艺参数如表1所示。
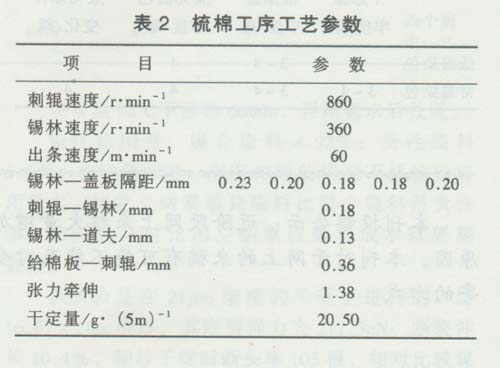
3.2 梳棉工序
根据纤维特性,工艺上采取“多梳、少落、小张力”的配置,为防止棉网下沉和破边,降低出条速度,并加装棉网托盘,主要工艺参数如表2所示。
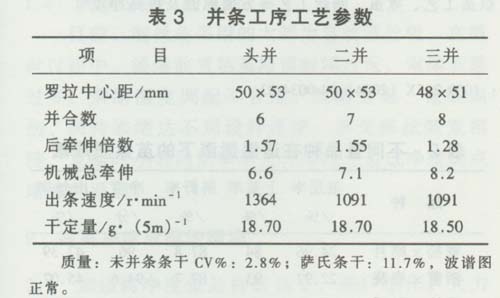
3.3 并条工序
为进一步加强纤维的混合效果,采用3道并条工艺,棉条通道保持光滑清洁,为提高纤维的伸直度,选择合理的牵伸倍数。由于混合后条子较膨松,所以嗽叭口应适当放大并抬高压力棒位置。为防止粘缠,皮辊采用表面经WTB复合涂料处理的国产皮辊,主要工艺参数如表3所示。
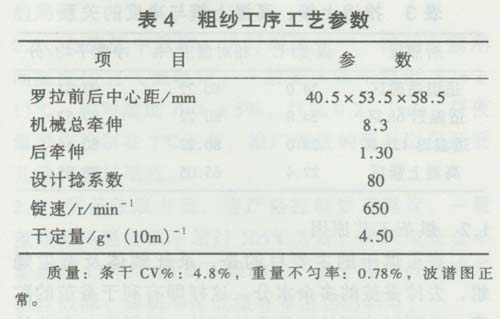
3.4 粗纱工序
由于纤维的整齐性好,且摩擦力大,所以采用重加压,皮辊使用硬度较大的国产皮辊;为防止粗纱出硬头,工艺上采取“大后牵伸、大罗拉隔距、小捻系数”的配置,如表4所示。
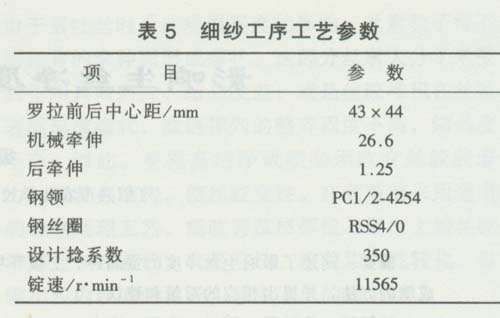
3.5 细纱工序
细纱工序采取“重加压、低速度”的配置,合理选配钢领、钢丝圈,皮辊采用硬度较大的国产皮辊,主要工艺参数如表5所示。
3.6 络筒工序
络筒过程中,由于静电作用导致成形不良及断头较多,所以使用金属槽筒。并采取低速度、小张
力的配置,络筒速度470m/min,操作上保证通道清洁,接头良好。
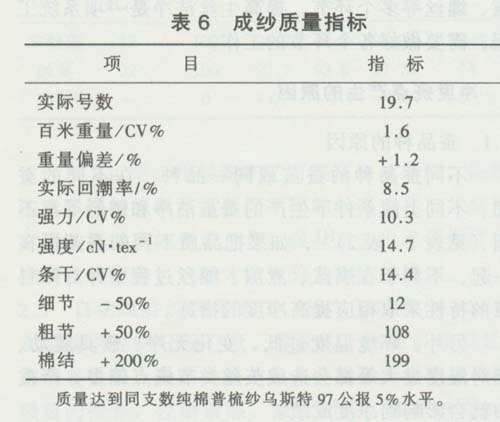
3.7 成纱质量指标
成纱质量指标如表6所示。
4 结 语
粘胶/锦纶/兔绒40/40/20 19.6tex试织后,由于其织物外观光泽艳丽,质地柔软,手感光滑,服用性能优良,深受用户的青睐。不同纤维的混纺,其织物亦有着不同的风格和使用价值,希望纺织行业生产出越来越多的实用品种,来满足社会不断发展,人们各层次的不同需要。