
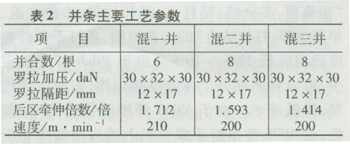
由于Viloft粘胶纤维间抱合力差,并条工序应保证通道光洁,车速要适当降低,罗拉隔距适当放大,采用顺牵伸,以保证牵伸顺利进行。加压量适当增加,喇叭口直径偏小选择,采用经过树脂涂层处理的胶辊。并条主要工艺参数见表2。
经过三道混并,熟条萨氏条干为12.4%,重量不匀为1.02%。
3.4 粗纱
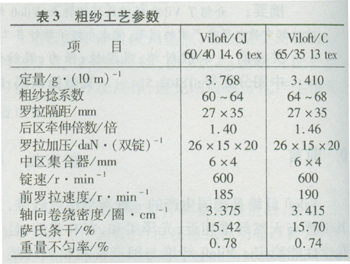
采用“大隔距、小张力、轻定量、重加压、小后区牵伸、低速度”的工艺原则。后区牵伸倍数偏小控制,后区罗拉隔距偏大掌握,有利于改善条干水平。同时要控制粗纱伸长率,减小须条意外牵伸,粗纱伸长率控制在1.3%以下,以提高假捻效率,减小前后排粗纱伸长差异。在细纱牵伸能力适宜的前提下,适当增加粗纱捻度,能增加纤维抱合力,改善成纱质量。
粗纱胶辊采用抗静电涂料处理胶辊,以减少牵伸缠绕,降低粗纱断头。Viloft纤维的质量比电阻较大,采用合理的温湿度是减少静电产生的主要措施,粗纱车间温度控制在28℃—30℃,相对湿度掌握在62%—67%之间。
粗纱工序主要工艺参数见表3。
3.5 细纱
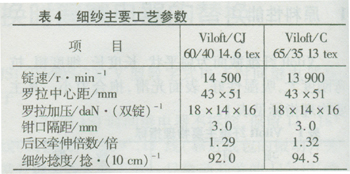
为防止出“硬头”,减少棉结疵点,改善条干水平,配置较大的后区牵伸倍数、罗拉隔距及罗拉加压,适当加大成纱捻度。此外,选用新型亚光钢领和镀铬钢丝圈,钢丝圈偏重掌握,使用中硬度不处理胶辊(邵尔A70度—72度)及上销。细纱工序主要工艺参数见表4。
3.6 络筒
采用“低速度、轻张力、保弹性”的工艺原则,重点放在清除单纱的粗细节、杂质和棉结,采用电清装置和空气捻接器。络筒速度调整为900 r/min—1000r/min,张力刻度值为8档-9档,卷绕密度控制在0.42 g/cm3—0.44 g/cm3之间,张力调节在不影响卷装成形的前提下偏小掌握。
4 成纱质量
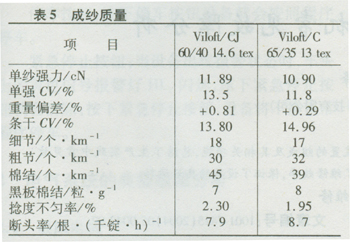
针对Viloft纤维的性能特点,通过优化配置工艺参数和采取相应的技术措施,成功纺制了Vilofi纤维棉混纺纱,成纱质量见表5。
5 结束语
Viloft纤维是一种新型的异形粘胶纤维,纺纱生产中应针对其性能特点、通过纺纱试验合理制定各工序工艺参数。Viloft棉混纺纱织物经印染加工后色彩绚丽、手感柔软、悬垂性好、具有较好的服用性能,该产品有着广阔的市场前景。为了充分发挥Viloft纤维的优良性能,在产品开发方面有关混配原料的选择及混纺比例还有待进一步试验。