
在1332M型槽筒机上,主要使用式打结器接头,尤其对中长化纤股线。但随着产品档次的提高,质量的要求加严,这种有结头、有纱尾的自紧结逐渐不适应市场的要求,且在高密品种织造过程中,钢筘容易打断结头,影响生产。我们公司引进了14只意大利生产的“美斯丹”115型空气捻接器,代替了原来的打结器,目前生产正常,结头的外观质量和强力完全合乎要求。现将其使用情况作以介绍。
2 应用纱支
目前我公司在化纤分厂1332M型槽筒机上安装了12台,主要应用的纱线有:T65/R35 18×2、T65/R35 21×2、T65/R35 14.5×2、T80/R20 18×2、T70/R30 18×2等六、七个不同配比、纱支的化纤股线。
3 工作原理
它是通过压缩空气对纱线进行捻接的,首先将同样张力的纱线呈交叉状态放于捻接室内;其次是两边夹子夹紧纱后,剪刀把多余的纱头剪去,闭合捻接室;第三步解捻器将剪好的纱线头解捻,并二根纱线头重叠在捻接室内;第四步,捻接腔喷气,将二根捻后的纱线头混合交缠并进行捻接。最后捻接室开,捻接完毕,把捻好的纱线提出槽外,绕到槽筒机筒子上。
4 操作方法
科学规范的操作,才是质量的保证,我们根据生产实践总结了一套效率高、结头外观质量好、强力符合要求的操作方法。
第一步:右手拇指、食指捏住管纱纱线头,用中指和无名指夹住并绷直手心一段纱线;同时左手拇指、食指捏住筒纱纱线头,并用无名指和小拇指夹紧通过手里的纱线。
第二步:左手无名指钩住右手手心的一段绷直的管纱纱线捏紧于左手中,右手食指、拇指松开管纱纱线头,在左手前方20cm处用右手食指第二关节架住筒子纱线并用拇指按紧。这样使管纱纱线从下方由右向左,筒纱纱线从上方由左向右在捻线器正上方形成绷直交叉状态。
第三步:将绷直交叉的二根纱线放入捻接室内.同时右手在捻接器前方向下。按下启动板机,使捻接器工作。
第四步:捻接完毕,右手拇指、食指夹住纱线提出捻接器,高度不能超过筒子,检查结头质量。质量符合标准,将纱线放在筒子中间,右手按下槽筒开关手柄,同时右手放于开纱线,使纱卷绕在筒子上;结头质量不符合标准,重新接头。
5气压对结头质量的影响
气压的大小对结头质量有很大的影响,它关系到结头的外观质量和强力的大小,我们对其进行了试验(表1)。
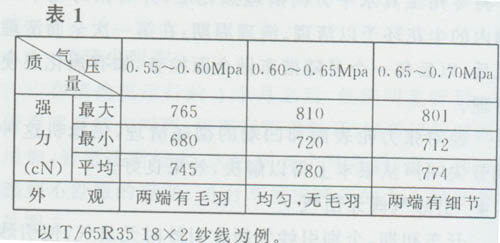
气压太高,在捻接区两端出现细节;气压太低,捻接处强力低,容易脱结。实践证明气压处在0,6Mpa-0.65Mpa时,结头质量稳定,强力、外观符合生产要求,为正常工作气压。
6最佳工作调校
要让空气捻接器处于最佳工作状态,必须根据实际生产机型、温湿度、气压和纱支,对以下3个参数进行调校。一是解捻吹气量(E),调校范围在1(最小)-6(最大)之间,E过大时捻接中间部分细,E过小时.捻接处两端或一端毛羽大,强力低。通过实践,E调校在4或5时,结头质量最佳。二是纱尾长度(L).调校范围在1(最短)-6(最长)之间,L过短时,二根纱线重叠能部分太长,结头长且两端毛羽多。通过调校,我们将纱尾长度控制在L≤2范围,且强力保证正常生产。三是捻接时间(T),调校范围在1(最短)-6(最长)之间.我们在保证正常接头质量的前提下,将捻接时间(T)调校到1,这样,提高了结头速度和生产效率。
7空气捻接器与式打接器的效果对比
7.1 在外观质量上,式打接器的接头方式为自紧结,结头大,且有3~5毫米的结尾,结尾长度不易掌握,太短容易脱节。如经密大时,其结头在织造时容易被钢筘打断,织造后,影响坯布外观质量。而空气捻接器结头无结尾,两根纱线相互交混缠捻,结头小而均匀,结造后外观质量好。
7.2 在强力上,我们通过试验对两者进行对比(表2)。
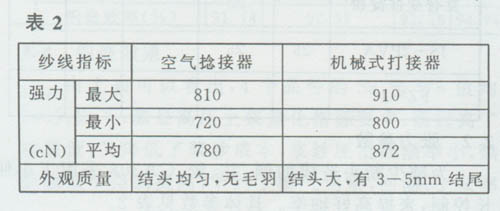
从表中可以看出,空气捻接器的强力略低于式打接器,但其强力不影响后工序的织造,强力符合标准,外观质量比式打接器好。
8 结束语
空气捻接器在我公司应用一年来,效果很好,通过对维修人员和值车工的培训和实践的总结,归纳了一套科学的管理和操作方法;结头强力符合后工序织造.坯布布面外观质量明显改观,使我公司中长股线品种质量上了一个新台阶。