1 原料规格及配比
阳离子纤维由于其大分子结构的结晶度大为降低,从而改变了纤维的染色性能、吸湿性能,其与中长纤维混纺具有仿毛感强、手感好、弹性好、光泽柔和等特点,对于最终织物性能影响显著。经试验选择原料的配比为:阳离子(YT)1.65 dtex×38 mm为25%,三角形截面有光粘胶(RB)2.2 dtex×51mm为45%,三角形截面有光(T)2.2dtex×5l mm为30%。
2 工艺流程
为了确保混纺比例和混和均匀,我们对各种原料的性能进行严格控制,做到包与包、批与批之间差异小,平稳过渡,多包混和,并采用各种纤维原料分别制条,在并条工序混和的工艺流程。
(1 ) 制条
A002D型抓棉机→A035BSL型混开棉机(附A045B型凝棉器)→A036BS型开棉机(三
角形截面用A036BC型开棉机,附A045B型凝棉器)→A062A型电气配棉器→A092A型双棉箱给棉机(附A045B型凝棉器)-→A076C型成卷机一118lC型梳棉机一A272型并条
机
(2 ) 混和纺纱
A272F型并条机(两道)-→127l型粗纱机→1292LXZ型细纱机→1332M型络筒机
3 生产工艺配置与技术关键
(1 ) 清梳工序。A036BS型机豪猪打手由刀片改为梳针加强梳理,避免过多切断纤维。梳棉机给棉板垫高(三角形有光粘胶7mm,三角形有光7 mm,阳离子3 mm),锡林与刺辊的线速比由1.84增至2.05,减少棉结的产生。
(2 ) 并粗工序。利用弯钩理沦,合理配置牵伸工艺。由于该品种为三种原料条混,为保证混纺比的准确性,应采用预并。所织布样要求经过染整后有明显的特征存在,即要求充分显露出阳离子可染纤维独特的吸色性以及有光粘胶与有光独特的光泽,充分体现毛型感、,为达到上述效果,我们决定采用二道混并。粗纱工序为充分利用设备潜力,我们采取将1271型粗纱机第二罗拉抽掉,形成三上三下简单的双区牵伸。采取上述措施后,使粗纱条干cV值控制在6%以下。
(3 ) 细纱工序。逐锭测试胶辊加压,胶辊加压为14 daN、10 daN、14daN,后区采用1.25倍的小张力牵伸。为使须条抱和紧密,减少扩散,改善条干,将中上罗拉开槽形成滑溜牵伸。
(4 ) 络筒工序。降低槽筒转速,并且保证纱线通道光洁,槽筒转速为1460 r/min。电子清纱器的工艺参数要合理确定,将棉结的增长率控制在最低水平。
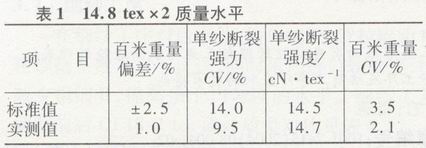
(5) 成纱质量。经河北省纺织品质量监督检验站检测,该产品的各项指标均符合Fz/T12004-1995标准的一等品技术要求。其成纱质量见表l。