国内市场上仿毛纺织品正逐渐向新、特、优方向发展,为顺应市场潜在需求,我们选用了“司林克”改性短纤维,充分利用其独特的高收缩性能,在棉纺设备上开发差别化仿毛纱线产品,该产品具有良好的市场前景。
1 原料性能
“司林克”纤维是一种通过物理和化学改性方法而制得的具有高收缩性能、常温常压状态下分散染料可染的新型差别化改性短纤维,其外观、色泽、手感与普通无多大差别,其物理性能指标见表1。
表1
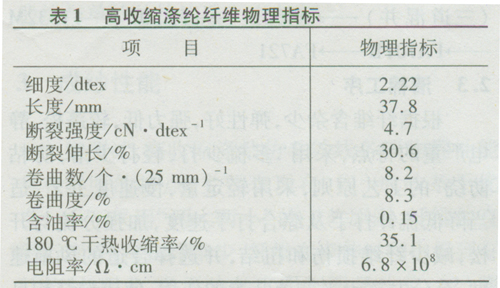
“司林克”高收缩纤维具有低结晶度、高取向度的微观结构,因而强度要比普通低20%左右,断裂伸长比普通高10%左右。经热收缩后,能产生不规则的自然卷曲,小伸长时弹性回复率高,形态、性能与羊毛相似,属于低强高伸型纤维,故手感柔软而富有弹性。该纤维与普通原料混纺,并经膨化处理后,高收缩纤维能产生35%左右的收缩而成为纱芯,同时拉动周围纤维产生位移弯曲而环绕在外面形成表纱,即芯纱有身骨,表层纱蓬松丰满,仿毛感强,用以织成服装则保形性好,弹力好,手感柔软,保暖舒适,可达到比较理想的仿毛效果。
2 纺纱工艺及技术措施
我们从化纤仿毛机理人手,选用上海第十化纤厂生产的2.22 dtexX38mm高收缩(ST)和1.56dtexX38mm粘胶,在棉纺设备上成功生产了ST/R 36tex单纱,ST/R18 texX2股线,ST/R36tex赛络纺复合纱等高收缩涤粘混纺纱线品种,试纺时根据原料特性和质量的特殊要求,对纺纱各工序进行了技术攻关和工艺优选。
2.1 混纺比的选择
根据产品性能和风格特点的要求,我们针对ST/R 18 tex纱线采用优选法,选用了ST/R 20/80,ST/R40/60,ST/R 60/40,ST/R 80/20四种比例进行试纺,经120℃饱和蒸气处理后对纱线收缩率、蓬松度、断裂强度进行了测试,其试验结果
见表2。

从表2可以看出,当高收缩纤维在纱线中的比例增加时,纱线的蓬松度也相应增加,特别是增加到40%以上时,这种变化明显增大,但同时纱线的断裂强度也随着高收缩纤维比例的增加而逐渐降低,根据测试结果,综合考虑产品成本、加工可行性和产品风格,最后决定采用高收缩40%、粘胶60%的混纺比。
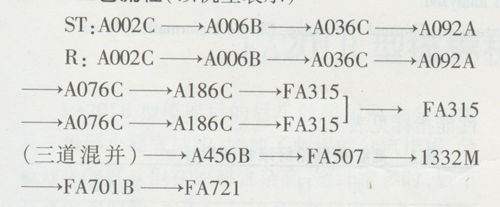
2.2 工艺流程(以机型表示)
机型
2.3 清棉工序
根据纤维含杂少,弹性好,强力低,较蓬松,静电严重的特点,采用“多梳少打,轻打少落,防粘防绕”的工艺原则,采用轻定量,慢速度工艺,适当降低梳针打手及综合打手速度,加强分梳与开松,减少纤维损伤和扭结,并选择合适的风扇速度,充分发挥天平调节装置的作用,使成卷结构良好,质量符合工艺要求。为防止粘卷,成卷时在紧压罗拉上以四根同品种粗纱沿棉卷纵向同步喂人并适当加重棉卷定量。
2.4 梳棉工序
根据化纤长度长的特点,采用“松紧隔距相结合,慢速度,顺利转移,少落”的工艺原则,为减少搓转和返花,我们在放大锡林刺辊线速比的基础上,适当降低刺辊与锡林速度,避免高速损伤纤维,适当放大锡林盖板隔距,消除纤维充塞现象。采用较小的锡林前罩板隔距,且除尘刀采用高刀大角度,以提高纤维的内在质量。生产中经常出现棉网绕轧辊,条子堵塞喇叭口现象,为此,我们一方面提高了大压辊和轧辊间的线速比,增大了压辊加压,保证生条紧密,一方面严格控制车间的温湿度,问题基本解决。
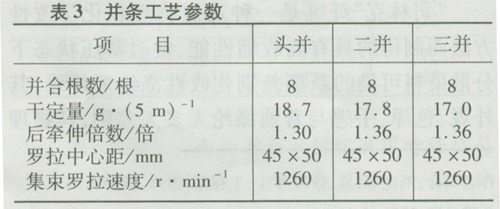
2.5 并条工序
并条采取8根并合,保证两种纤维充分混和。选择“紧隔距、重加压、小张力”的工艺原则,并采用奇数工艺和顺牵伸配置,以有效改善纤维的伸直平行度和条干均匀度。同时适当降低熟条定量和集束罗拉速度,防止条子堵塞喇叭口和圈条斜管,提高熟条质量。试验证明,混并后的熟条萨氏条干达到15.1%,重量不匀率为0.6%,取得了较好的效果。并条有关工艺参数见表3。