
2.6 粗纱工序
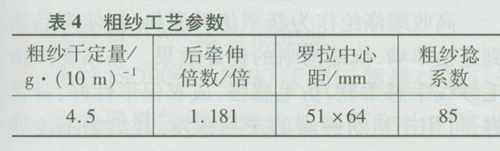
粗纱采用轻定量,较小的后牵伸和放大后区隔距,有利于稳定牵伸力与握持力,防止出“硬头”,同时适当增加粗纱捻系数,严格控制张力伸长,以改善因原料弹性大、蓬松而引起的粗纱结构松散、须条松烂状况,有利于减少粗细节,提高成纱条干均匀度。粗纱有关工艺参数见表4。
2.7 细纱工序
细纱工序是影响成纱品质的关键。根据高收缩纤维特点,我们对后区中心距、粗纱捻度、后牵伸三个对成纱质量有直接影响的工艺参数利用正交试验作了优化组合,因素水平及正交试验方案见表5、表6,其测试结果见表7。
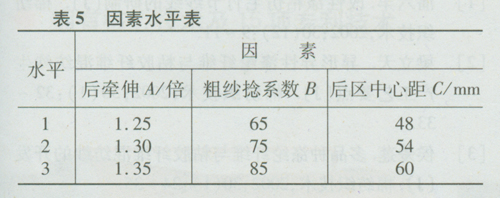
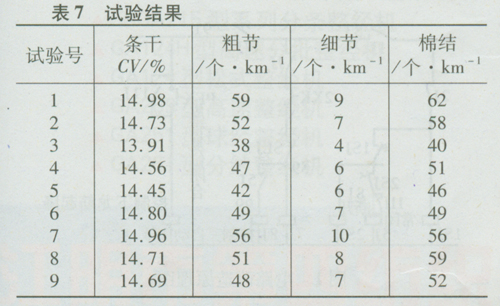
试验表明,第三号试验方案为最优。因为选用较大的粗纱捻系数,可使粗纱须条在主牵伸区保持一定的紧密度,而较小的后区牵伸倍数可使粗纱须条在后牵伸区保持紧张状态喂入主牵伸区,须条紧密度大,上下胶圈间产生较强的中部摩擦力界,对纤维控制加强,有利于改善纱条条干。较大的后区隔距是为了避免后区牵伸力过大而引起牵伸不开现象,我们按此结果最终选择最优工艺为A、B、C。另外,适当降低胶辊硬度,选用邵尔A80度左右的胶辊。同时适当降低车速,从而最终使细纱黑板条干大部分都达到一级水平。
2.8 捻系数的选择
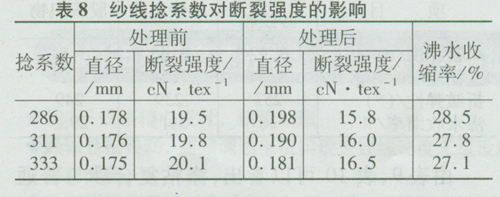
细纱捻系数的选择直接影响高收缩涤粘纱线的膨体风格,原则上应该偏小掌握为宜,这有利于高收缩受热收缩而产生良好的蓬松效果。但捻系数太小,纱线强度下降,细纱断头多,纺纱困难。因此,我们对细纱捻系数与纱线蓬松度、断裂强度、沸水收缩率的关系进行了试验研究,结果见表8。由试验结果可知,细纱捻系数以286左右较为理想,纱线蓬松度好,强度无明显下降。
2.9 筒并捻工艺
高收缩纤维混纺纱强力较低,为确保纱疵被有效清除,我们严格控制电子清纱参数,适当降低槽筒速度,选用较轻的张力片重量,以降低络纱张力,减少纱线强力损失。络筒速度1440 r/min,张力片重量4g。另外,考虑到织物的风格,股线与单纱的捻比选1.4左右。
3 成纱性能
经测试,高收缩涤粘仿毛纱线各项物理性能具有鲜明的特点,主要表现在:(1)成纱条干优良。由于采用“两大两小”的工艺原则,纤维伸直平行度好,弯钩纤维少,纤维在牵伸过程中得到有效控制,因此,条干均匀度得到明显改善;(2)膨体效果与毛纺针织绒纱线接近,织物的丰满度、蓬松度、柔软度、折皱恢复率等服用性能均可与纯羊毛产品相媲美;(3)纱线可替代目前市场上紧俏的膨体绒纱线,还可作为机织仿毛面料用纱,用途广泛,适应当前市场需求。
4 赛络纺涤粘复合纱的纺制
赛络纺纱线结构独具风格,具有强力高,条干好,表面光洁,毛羽少等优良性能。为了便于对比分析,我们采用相同的工艺,纺制ST/R 36 tex赛络复合纱,ST/R 36 tex单纱,ST/R 18 tex X2股线,对三种纱线的性能进行了测试,结果见表9。并将其织成仿毛面料,织物风格见表10。
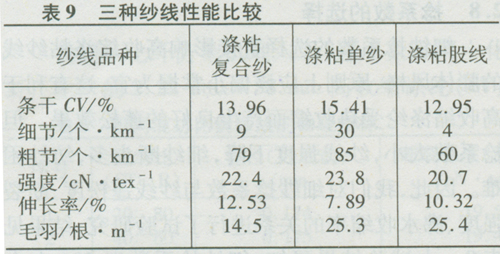
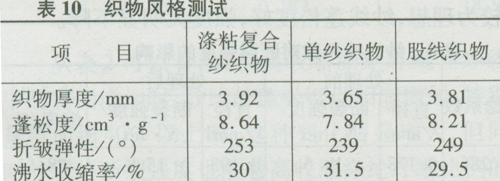
由表9、表10可以看出,涤粘复合纱与普通纺股线、单纱相比,其伸长率高,毛羽少,而单强仅次于单纱。织物经膨化处理后,其蓬松度、丰满度、折皱恢复率均优于其他纱线,这与其独特的成纱机理和结构密切相关。
5 结束语
高收缩作为新型仿毛原料,能使产品达到蓬松丰满、捻缩清晰的良好效果。涤粘膨体仿毛纱线手感柔软,仿毛感强,成衣保形性好,身骨好,可用于粗纺呢绒的产品开发,其织物不论外观、手感均可与纯羊毛织物相媲美,而其成本可降低20%左右。因此,高收缩仿毛产品具有非常广阔的应用前景。