
[关键词] 差别化纤维 功能性纤维 环保型纤维 氨纶包芯纱 竹节纱 赛络纱 缎彩纱
产品创新及技术创新是提高企业核心竞争力的关键。产品创新是市场的需要,也是企业自身的需要。当前产品更新加快,由开发期、成长期、成熟期到衰退期已明显缩短。纺织产品不断出新招,既有服装的创新,也有面料的创新,还有纱线的创新。纺织企业要顺应变化,甚至领导潮流,产品创新就成为重中之重的工作。我们在实践中,广泛采用了新材料、新工艺进行产品创新、探索,取得了一定成效。但这工作还任重道远,还应坚持不懈地为之努力。
1 采用新材料
近年来,纺织新材料不断问世,尤以差别化纤维、功能性纤维及环保型纤维为代表,使纺织不断有新的突破。
1.1 差别化纤维
差别化短纤指不同于常规的所有新型。与常规纤维相比,异截面、异形、异色、异性的差别化纤维赋予不同的纺织性能及服用性能,如表1所示。
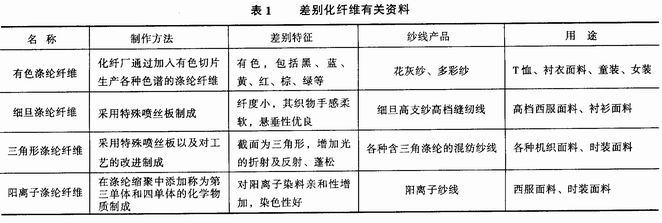
差别化纤维可纯纺,如细旦高支纱,可与传统的纺织材料混纺,如涤棉花灰纱;差别化纤维之间混纺,如阳离子涤、有光涤、三角涤混纺;可与功能性纤维混纺,如有色阻燃纱;可与纺纱新工艺结合,如阳离子竹节纱、多彩包芯纱;可与羊毛、兔毛、苎麻、亚麻、绢丝混纺,如色纤与毛、麻的混纺;还可与长丝混纺,如阳离子涤、三角涤、有光涤等短纤的粗纱与涤长丝、锦纶长丝或氨纶长丝,在细纱工序混合纺制包覆纱或包芯纱。差别化纤维众多,通过不同的排列组合,可生产出各具特色的纱线。
我公司纺制了多种差别化纤维的纱线,其中一些获得科技进步奖与新产品开发奖,一些已成为拳头产品。需特别提及的是,要针对差别化纤维的特性,解决关键技术。例如,纺花灰纱的关键技术是要使有色纤维分布均匀且混比正确,色纤棉结少,色纤不能混人其它品种引起索赔。为此,在混合方式、工艺流程、回花下脚管理,生产现场管理及设备选型等均有要求。又如纺细旦,尤其是超细旦纤维,由于纤度小,易损伤,易形成棉结,因而在清梳的打击速度上要考虑,并采用适纺细旦的梳机针布。再如纺阳离子纱线的关键技术是要解决阳离子纤维强力低,抱合力小,静电大,适纺性能较差的问题。
1.2 功能性纤维
赋予纤维具有一种特殊的功能,称为功能性纤维,一般在纺前添加各种有机物或无机化合物来达到纺制的纤维或制成的织物具有一定的功能性。功能纤维有阻燃纤维、抗静电纤维、抗紫外线纤维、抗菌纤维、远红外纤维等,目前国外使用功能性纤维的量逐年增加,据报导,欧洲25%,美国30%,日本40%,而我国功能性纤维应用还不够多。一些国家如澳大利亚、
一般的概念是氧指数为0.26以上的材料为阻燃纺材,但其织物的阻燃性必须用垂直燃烧法检验。阻燃纤维与其它纤维混纺,不能简单地用加权平均的方法预测混纺后的氧指数,因为混纺后,可能出现直线型、上凸型、下凹型三种类型的阻燃曲线,因而必须用垂直燃烧法再作试验以获得?昆纺后的氧指数。阻燃织物最关键是要求达到阻燃标准,应充分研究。原料的氧指数,混纺比、捻度、织物重量、织物密度与阻燃性能的关系,可通过实验,采用垂直燃烧法获得。
1.3 环保型纤维及特殊纤维
天丝、莫代尔等纤维不仅柔软,强力好,耐洗,耐收缩,化学稳定性好,可纺性好,而且是环保型纤维,用它们织成的织物废弃后可再生利用,或即使不再生利用也能自然降解。随着人们环保意识的加强,环保型纤维越来越受到重视并广泛使用。彩色棉、大豆纤维、竹纤维的纺织产品也得到发展。
特殊纤维中要提到可溶性纤维。当前人们对毛巾质量的要求越来越高,不仅要纯棉的,而且要柔软性吸湿性好,无捻毛巾能满足此要求。生产柔软吸湿的无捻毛巾,需要无捻纱,而无捻纱需要棉纤维与水溶性纤维混纺,水溶性纤维是选择短纤还是选择长丝,是选择90℃溶解纤维还是65℃溶解纤维,是在前工序混入还是在后工序混入,是完全无捻还是保留少量捻度,这些都需要学习与研究。
2 采用新工艺
将环锭细纱机进行关键部位改造,并采用特殊工艺可生产氨纶包芯纱、竹节纱、赛络纱及缎彩纱等。
2.1 氨纶包芯纱
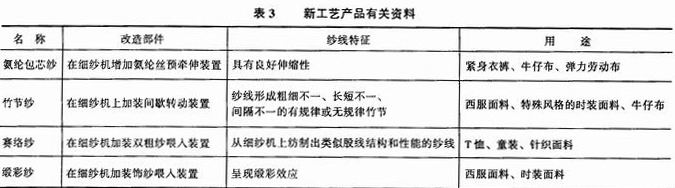
方法是改造细纱机,增加预牵伸装置,将氨纶丝经预牵伸后,从前罗拉喇叭口喂人,与从牵伸区经牵伸后的棉须条汇合并加捻而成氨纶包芯纱,为高弹性高档次产品,盈利丰厚。改造捻线机,加装预牵伸装置,可生产氨纶合股线。氨纶丝是一种高弹性合成纤维,具有良好的伸缩性,能生产各种弹性织物。以氨纶丝为纱芯,外面包覆棉纤维纺成的氨纶包芯纱线,既能发挥氨纶丝的高弹性,又保持了棉纤维的优点,是生产多种弹性织物的理想原料,常用于紧身衣裤、弹力斜纹布、牛仔布及弹力劳动布等。当前,外包覆纤维除棉纤维之外,已发展到粘胶、有色纤维及其它差别化纤维。关键技术是选择适当的氨纶丝旦数及预牵伸倍数,质量上要防芯丝外露,防抽芯纱及双芯纱。为此,细纱接头及筒子接头特别关键。此外,风箱花不回用,以防橡皮纱。
氨纶包芯纱的接头法直接影响纱线的内在质量,稍有不慎就会产生抽芯纱和双芯纱。抽芯纱是指纱线中无氨纶丝,长片段无芯纱是由氨纶丝断后继续纺而又未发现,短片段无芯纱往往是接头不良,应针对不同情况加以解决。双芯纱是指纱线中有两根氨纶丝,原因是细纱接头时,从笛管带出来的氨纶丝未及时剪掉,解决方法一是应及时剪掉,二是筒子接头时应注意去掉。具体操作法如下:细纱工序接头采用有色纱作媒介,将其一端绕在细纱管上,另一端与常规接头一样。接头,剪纱双手并用,右手接头,左手剪纱,延续时间越短越好,在筒子工序去掉有色纱。操作时有三个注意点:一是细纱接头前先检查是否有芯丝,以防抽芯纱,二是将从笛管中出来的氨纶丝尽快剪掉以防双芯纱,三是筒子接头时应检查是否有抽芯纱及双芯纱。
2.2 竹节纱
在细纱机上加装间歇转动装置,根据不同支数,不同需求,可采用齿轮式、离合器式或电脑式控制。机电一体化技术在此可广泛运用,利用可编程控制器在瞬间使工艺参数不断改变,使纱线形成粗细不一、长短不一、间隔不一的有规律或无规律的竹节,风格根据用户需要而定,这种人为的条干不匀,使纱线形成一种隐形的粗细不匀效果。原料可选用棉、涤、粘、差别化纤维等不同搭配混纺。竹节纱可生产高档西服面料、特殊风格的时装面料以及牛仔布等。关键技术是竹节纱效果的研究以及竹节设备的消化吸收。我公司摸索出其规律,最多时纺差别化纤维的竹节纱达六万多锭。其效益高于普通产品的3至10倍。
2.3 赛络纱
赛络纱,即双纱纺捻法纺纱。在细纱机加装双粗纱喂人装置,两根不同材质的粗纱从细纱机喂人,分别牵伸再捻合成纱,省去一次加捻而又具有合股的效果,染其中一种,风格特殊。可采用本白原料间搭配,本白与有色搭配,有色间搭配三种形式。与常规细纱相比,赛络纱可以直接从细纱机上纺制出具有类似股线结构和性能的纱线,有利于缩短工艺流程,提高生产效率,降低生产成本。此方法在毛纺上已广泛运用并在棉纺上获得良好效果。此外,赛络菲纺与赛络纺类似,不同之处仅仅是将一根粗纱改为长丝,与另一根粗纱交捻成纱。
2.4 缎彩纱
缎彩纱也是双粗纱喂人,但与赛络纺不同的是一根粗纱连续喂人,而另一根粗纱间歇喂人。连续喂人的叫基纱,间歇喂人的叫饰纱。该方法要改造细纱机,不仅要有双粗纱喂人装置,更重要的是要有饰纱间歇喂人装置。基纱用本色纱或浅花灰纱,饰纱用单彩纱或多彩纱。饰纱的粗细、长短、间隔用工艺的方法控制,使一段段饰纱在基纱上呈现缎彩效应。要特别注意原料的选配、设备改造的完善及缎彩的风格。由于基纱与饰纱可有多种选择,因而可形成多种系列的缎彩纱,该品种可用于高档西服面料及时装面料。
除上述四种特色纱外,还可利用新工艺的方法生产圈圈纱、结子纱等。新工艺与新材料的结合,可从不同角度满足人们多方面的需要。新工艺产品的有关资料如表3所示。
3.1 采用新材料、新工艺可纺制出风格各异的新产品,既能满足市场需求,又能增加企业效益。
3.2 纺制新产品要特别注意新材料、新工艺的特征及关键技术,并进行相应的设备改造和操作技术创新。