
经编弹力织物是用裸体氨纶丝和锦纶丝(或丝)在高机号经编机上编织的织物。由于裸体氨纶丝的摩擦系数大,与导丝辊等零件的摩擦系数为0.7 ~ 1.2,是锦纶丝和丝的3 ~ 4倍,故在织造中产生的摩擦阻力大,容易产生意外伸长、张力不匀以及静电等现象。所以生产氨纶织物与普通经编织物所用设备的部分结构和工艺技术是不同的。
我国生产经编氨纶织物起步较晚,尽管使用的氨纶整经机、经编机均从国外进口,但由于对工艺技术的掌握较差,所以生产的产品与国外相比尚有差距,主要表现在织物的内在质量。
1 编织过程中氨纶丝的“两伸两缩”
在整经过程中,氨纶丝从丝筒上退出后先经拉伸辊进行预拉伸,然后在拉伸辊和盘头之间进行回缩,这样卷在盘头上的氨纶丝才张力均匀。
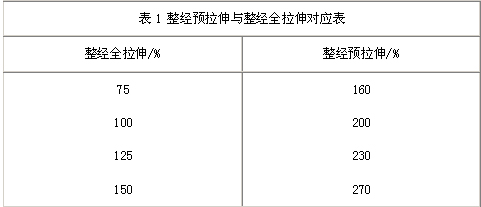
整经预拉伸的多少,由整经全拉伸而定(表1)。
在经编机上为了控制坯布中氨纶丝的含量,一般预定的送经量小于构成线圈的实际长度。因此,氨纶丝从盘头上退出后再一次受到拉伸,在线圈脱离成圈部件后氨纶丝力图恢复到原来的长度,开始再次回缩。经编机上拉伸的大小与整经的拉伸密切相关,整经拉伸100 %时经编机上拉伸为10 % ~ 15 %,整经拉伸75 %时经编机上拉伸为35 % ~ 45 %。整个编织过程的“两伸两缩”对坯布质量影响很大,控制好氨纶丝的“两伸两缩”是生产高质量坯布的关键。
2 整经工艺控制
高质量的整经盘头是生产高品质经编弹力布的前提,盘头上丝的张力要均匀,表面平整,周长差异不能超过0.3 %,一套盘头中每个盘头的整经圈数要相同。要整出合格的盘头,除生产非弹力织物时所要求的整经速度一致、丝的张力一致、丝的通路光滑外,加工氨纶丝时还要满足以下特殊要求。
2.1 原料控制
2.1.1 氨纶丝的均匀度
氨纶丝长片段和短片段的粗细不一,其伸长和回缩性能就有差别,在布面上就会产生纵向条纹,所以一定要选用条干均匀的氨纶丝。
2.1.2 氨纶丝筒的卷装
氨纶丝在纺丝过程中由于张力控制不均匀,在小筒时会因张力过大产生丝的粘连,丝层发硬,整经时难以将丝从丝筒上退下,造成断头或丝伸长过大,在布面上易形成紧丝疵点。
2.1.3 氨纶丝的批号和存放
氨纶丝的生产批号不同,性能差异较大,在布面上易产生条纹。丝的存放亦要注意,同一批号整经纱架的丝要在同一温湿度的条件下存放48 h后使用,否则会因存放地温湿度的差异造成丝的伸长回缩差异,在布面上形成条纹。
2.2 整经伸长回缩控制
由于氨纶丝在低负荷时就有较大的伸长,所以要特别控制整经时丝所受张力的一致。
2.2.1 严格控制拉伸
在一套盘头中每个盘头上氨纶丝的拉伸(“一伸一缩”)必须一致,否则在布面上会有一个盘头宽的松(丝拉伸小)或紧(丝拉伸大)的布。造成拉伸不一的现象有设备原因和人为因素。
设备原因是整经的匀速自调机构失灵,不能随盘头直径增长而自动调速,保持整经速度的恒定。人为因素是挡车工在整经过程中任意调节送丝辊或盘头的速度。
2.2.2 严格调节各传动件,保证停开机时间一致
送丝辊、拉伸辊和盘头在停开机时如不同步,就会造成一段丝的拉伸不一。在停机时如拉伸辊先停、盘头滞后,在开机时如盘头先转、拉伸辊滞后都会产生这一段丝被拉紧,严重时会拉断丝;反之,丝被放松。这段丝织到布面上会形成明显的松紧布。各传动件的轴端都装有电磁制动,要精心调节,做到各传动件停开同步。
2.2.3 选用好整经拉伸
从氨纶丝筒上退下来的氨纶丝到织入布面,总拉伸 = 整经拉伸 + 经编拉伸。4.40 tex(40 D)氨纶丝和4.40 tex(40 D)锦纶丝交织,要求氨纶含量18 % ~ 20 %时的总拉伸约为110 % ~ 115 %。整经拉伸是通过拉伸辊速度高于送丝辊速度进行的,能比较均匀地对纱架上的丝进行拉伸,所以可采用大一些的拉伸;经编拉伸是靠成圈部件在成圈过程中对丝进行拉伸,1.5 m幅宽的成品布要用4 080枚槽针,如此众多的针进行拉伸难以做到均匀,故宜小些。过大的经编拉伸还会造成成圈部件的严重磨损。整经拉伸采用100 %为宜,这时经编拉伸为10 % ~ 15 %;如果整经拉伸采用75 %,则经编拉伸将增加到35 % ~ 40 %,这对布面条纹均匀和成圈部件磨损都是不利的。
2.2.4 氨纶丝筒对送丝辊的压力
氨纶丝筒是依靠送丝辊摩擦传动的,丝筒回转是否均匀、速度是否恒定,主要取决于氨纶丝筒对送丝辊的压力和插丝筒杆回转是否灵活。为在布面上不呈现明显的纵条,要精心调节氨纶丝筒对送丝辊的压力,使其保持一致,并且保持丝筒回转轴灵活。
2.2.5 按盘头圈数来整同一套盘头
在整经时由于受盘头轴径和内宽公差的大小,以及整经张力的影响,做不到每个盘头上丝的米数和圈数都相等。如果一套盘头按米数来整,计算比较方便,但不符合经编机上使用盘头的要求。因为盘头在经编机上是以同一圈数退绕,而不是同一米数退绕。如果一套盘头米数相同,而圈数不相同,则这一套盘头在经编机上不能同时用完,圈数相差较多时在布面上会出现一个盘头宽度的松紧不一的布。因此,整一套盘头要按圈数相同来进行,将米数差异控制在最小范围。
在正常生产中同样圈数的一套盘头(6个)米数的最大差异应小于1 %,相邻两个盘头米数差异应小于0.5 %。
2.2.6 周长有差异盘头的巧妙使用
在整4.4 tex(40 D)氨纶丝盘头圈数用27 000圈,一套盘头的周长差异不超过0.5 %。每个线圈长度的差异亦不超过0.5 %,对布面不产生影响。如果一套盘头的周长差异超过0.5 %时可将整经顺序改变,选择相邻两个盘头周长差异不超过0.5 %,仍可正常使用,布面不会产生松紧疵布。
2.2.7 纱架上氨纶丝要分散
由于氨纶丝箱与箱之间性能有一些差异,上纱架时要避免同箱丝排列在同一布面上,要尽量分散开。因此,同箱丝要上在纱架的同一排,而不能上在纱架的同一行。因为,从送丝辊送出的氨纶丝经前导丝辊穿入分纱箱后,再穿入拉伸装置的后分纱针是按分纱筘的行来穿。这样将每箱丝尽量分散后在盘头上同一箱的丝就不会靠在一起,确保布面均匀。
经编弹力织物的质量控制(下)