
l 工艺方面
1.1短绒含量对毛羽的影响
1.1.1 生条中短绒含量的影响(表1)
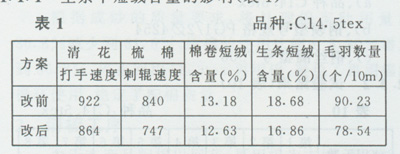
试验结果表明:适当降低打手速度和刺辊速度后,纱线毛羽有所减少。这是因为当打手速度和刺辊速度较低时减少了纤维损伤,使棉卷和生条中短绒含量相对减少,产生毛羽的几率就相对减少。
1.1.2精梳条中短绒含量的影响
对于精梳品种,在精梳工序中可适当的增加落棉率,使精梳条中短绒含量相对减少,这样也就减少了毛羽产生的机会,使纱线毛羽减少。试验结果如表2。
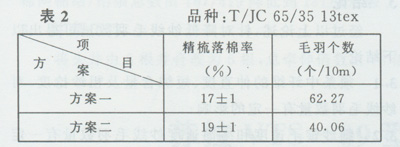
结果表明:在其他工艺条件不变的前提下,精梳落棉率增加2 %,纱线毛羽数量就明显的减少。
1.2纤维伸直度的影响
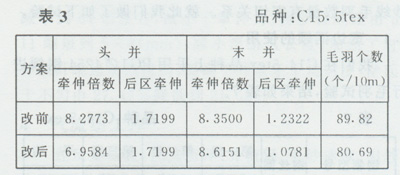
从梳棉机下来的生条中纤维排列较乱,在后工序中容易使纤维暴露于纱线外端而形成毛羽。因此在并条工序采用顺牵伸即头并,总牵伸倍数小而后区牵伸倍数较大的工艺,主要解决纤维定向问题,使纤维平行顺直;末并采用较小的后区牵伸进行集中牵伸,在这样的工艺路线下纤维的平行顺直度较好,减少了毛羽产生的机会,使毛羽减少。试验结果如表3。
1.3粗纱捻系数的影响
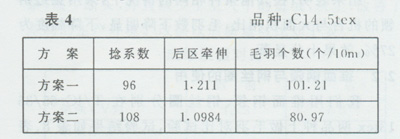
粗纱结构对毛羽有一定的影响,在保证不出“硬头”的情况下适当的增加粗纱捻系数,使粗纱结构紧密、光滑,避免了在后工序及运输过程中发毛而增加毛羽产生的机会,使毛羽减少。试验结果如表4
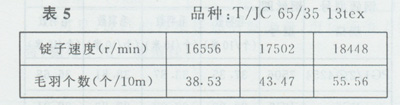
1.4细纱锭速的影响
锭子速度对纱线毛羽也有一定的影响,速度越高毛羽越大。试验结果如表5。
1.5络简速度的影响
从管纱到筒纱,由于纱与络筒机通道之间的摩擦.使毛羽增加。怎样才能使毛羽增量最小呢?除络筒机的设备状况良好外,还可从络筒速度着手。我们在T/JC 65/35 13tex品种上,选用不同的络筒速度在村田NO.7—7型全自动络筒机上进行优选试验,试验结果如表6。
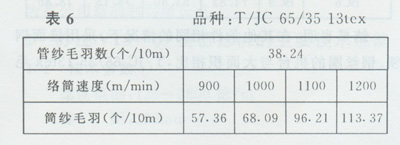
结果表明,随络筒速度的提高,毛羽数量也成正比例增加,所以,在络筒工序可选用较低的络筒速度来降低纱线毛羽。
2专件方面
在细纱工序,钢领与钢丝圈的合理选择及使用与纱线毛羽数量有密切关系。就此我们做了如下试验。
2.1宽边钢领的使用
我们在C14.5tex品种上采用PG1Φ4254钢领进行毛羽试验,结果如表7。
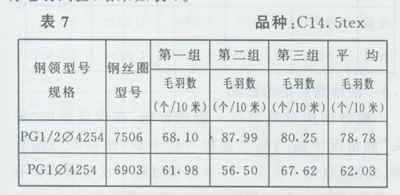
结果表明:在其他条件相同的情况下,采用宽边钢领的机台与大面积相比,毛羽数下降明显,下降幅度为27%,效果十分显著。
2.2锥面钢领与钢丝圈的使用
我们用锥面钢领、钢丝圈分别在T/JC 65/3513tex两品种上做毛羽对比试验,试验结果如表8、表9。
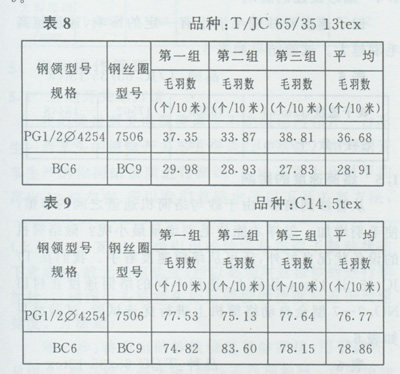
结果表明:在其他条件相同的情况下,采用锥面钢领、钢丝圈的机台与大面积相比,T/JC 65/35 13tex毛羽数下降明显,下降幅度为28.3%,效果十分显著;但C14.5tex毛羽数没有明显改善。这说明锥面钢领、钢丝圈适合纺涤棉品种,而不适合纺纯棉品种。原因为锥面钢领的钢丝圈截面为薄弓形,内脚为近似直线状的不对称形,在运行过程中钢丝圈与钢领呈双支承面接触,钢丝圈运行平稳,接触面积大,压强小。大量的摩擦热可通过钢领散向钢领板,内脚温升低,有利于减少磨损和散热,进而减少了纱线毛羽的产生;另外,由于温升慢,散热快,有利于纺熔点低的合纤纱及合纤与棉混纺纱。
2.3钢丝圈周期试验
2.3.1 试验条件
a)、品种C14.5tcx
b)、钢领型号规格PG1/2Φ4254
c)、钢丝圈型号7506
2.3.2试验结果(表10)
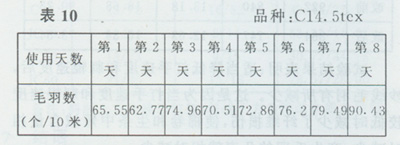
从数据可以看出:钢丝圈上车后从第1天到第7天的毛羽数基本稳定,平均水平为71.76个/10米,到第8天明显上升,上升幅度为26.02%左右。因此,严格执行钢丝圈使用周期是十分必要的。
3 结论
经过以上论述,针对降低纱线毛羽数量可得出以下结论:
3.1 须条中纤维的伸直度、短绒含量及粗纱捻度,对纱线毛羽数量有一定的影响;
3.2细纱锭子速度和络筒速度纱线毛羽数量有一定的影响;
3.3在钢领、钢丝圈的选型及使用周期方面,应根据不同的纱线种类进行优化试验,优选出合理的型号及使用周期,进而推广使用。
4效果验证
当我们采取以上措施后,纱线毛羽减少了,布而风格有了明显的改善。