
1 FA201型梳棉机后部工艺缺陷
由于近几年原棉轧花质量中硬杂、大杂减少,而不易清除的细小杂质增多,给梳棉工序提出了新的要求。FA201型梳棉机在刺辊下装有两组分梳板(带两把除尘刀,两个托棉板),一个无网眼三角形漏底,增强了分梳作用,但降低了除杂作用,因而不能满足生产要求。表1分析了1181B型与FA201型梳棉机后部工艺性能,并做了分析对比。
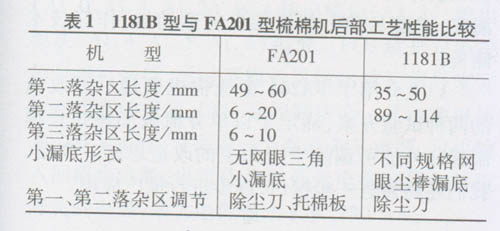
较小的杂质如带纤维籽屑、破籽、叶屑及棉结等在离开刺辊表面而抛出时速度较小,悬浮在附面层中的时间较长,适当增加刺辊重点排杂区——第二落杂区长度,能有效地排除小杂质。FA201型梳棉机刺辊下的两组分梳板位置恰好占用了第二落杂区的距离。使第二落杂区仅有6mm~20 mm,第三落杂区也仅有6 mm~10 mm,而且三角小漏底无网眼,起不到排尘与除短绒的作用。同时,刺辊回转所造成的气流不能得到有效地释放,形成高压冲人罩盖和后罩板内,造成给棉板上的棉层紊乱,后车肚落白,影响刺辊对棉层的分梳作用,故FA201型梳棉机除杂效率平均在91%左右,后车肚落白较严重,成纱质量不如1181B型梳棉机。
2 FA201型梳棉机刺辊后部改造方案
为了提高FA201型梳棉机适纺性,提高产品质量,节约用棉,我们遵循“立足现有配件,合理配置后部工艺,提高产品质量,节约成本费用”的原则,对FA201型梳棉机刺辊后部工艺进行了改造(见图1)。
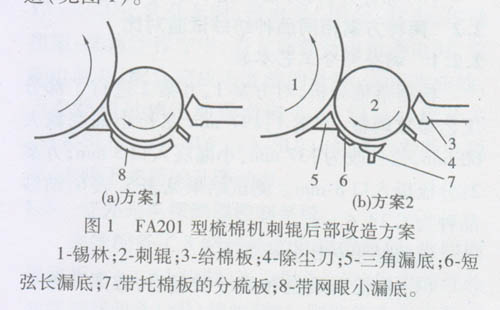
我们设计了两种改造方案进行工艺上车。方案1是在刺辊下去掉两组分梳板,改用弦长197mm网眼漏底,外加可调除尘刀。方案2是去掉一组分梳板,加弦长为60 mm带网眼短漏底,外加可调除尘刀。
两方案新参数调整见表2。
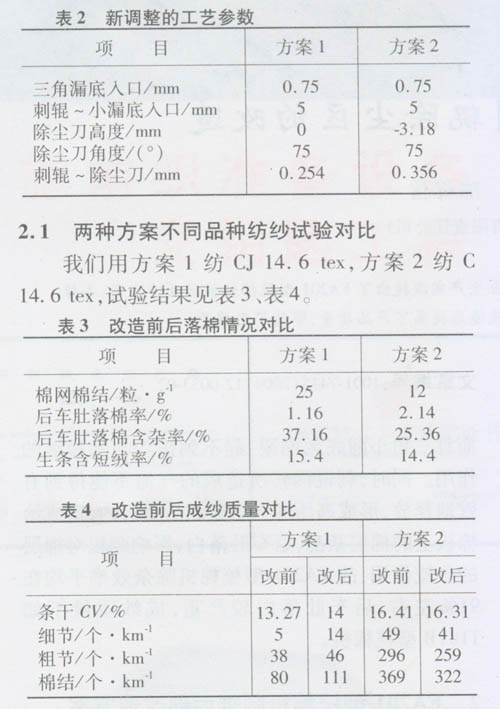
分析表3、表4可知:
(1)从落棉情况看:方案2生条含短绒率好于方案1,但后车肚落棉率明显高于方案1;
(2)成纱质量方面,细纱同锭改前、改后对比,方案2效果明显较好;
(3)综合分析,方案2优于方案1。
2.2两种方案相同品种纺纱试验对比
2.2.1调整部分工艺参数
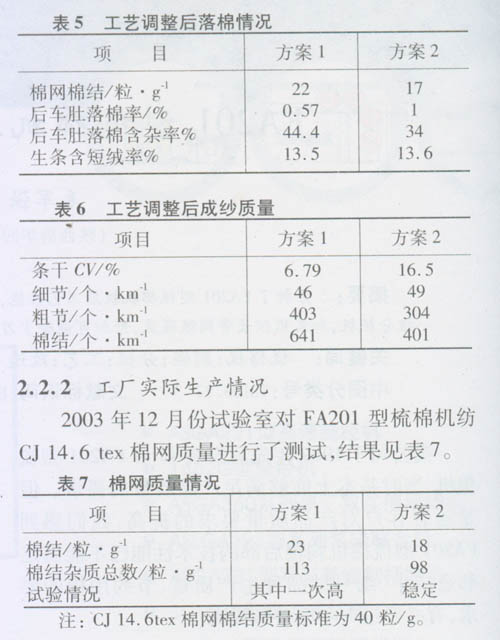
根据落棉分析,对方案1、方案2进行了部分工艺参数调整,方案1:197 mm弦长小漏底截去60 mm,弦长改为137 mm,小漏底入口3 mm;方案2:分梳板入口8 mm。测试结果见表5、表6,纺纱品种为C 14.6 tex。
试验结果对比分析如下:
(1)从棉网质量和成纱质量看,方案2都好于方案1;
(2)从后车肚落棉看,方案1和方案2工艺参数调整后均能发生明显变化,后部可调控性强,且方案1后车肚落棉率与含杂率好于方案2,方案2在调整后含杂率明显提高,落棉也随之减少(二者均低于控制标准下限)。
3改造试验综合分析
(1)从上述试验结果看:方案2对提高产品质量是行之有效的,总体优于方案1,具有节约改造费用、提高产品质量、降低落棉、节约用棉的优点。
(2)方案1在控制落棉上好于方案2。方案2在推广应用中要认真吸收这一优势,不断优化,试验和制作出2种~3种不同规格的短弦长网眼小漏底,增强FA201型梳棉机的适纺性,作好技术储备。
以上介绍了FA201型梳棉机刺辊后部改造的两种试验方案,确定了以单分梳板加短弦长网眼漏底外加可调除尘刀为主的改造思路。今后,我们还将做进一步探讨,逐步进行推广应用。