
1工艺试验及结果分析
1.1试验条件
(1)机型:FA504、FA506和A513细纱机
(2)摇架型号:YJ2—142型和TFl8—115型
(3)摇架加压:137×98×137N/双锭和134×98×123N/双锭
(4)纺纱品种:C14.5、CJ14.5、C19.4、CJ9.7、T/FB13
(5)在细纱同品种、同台同锭同粗纱条件下做纺纱试验,各取20个纱样测试成纱质量指标。
1.2成纱条干测试
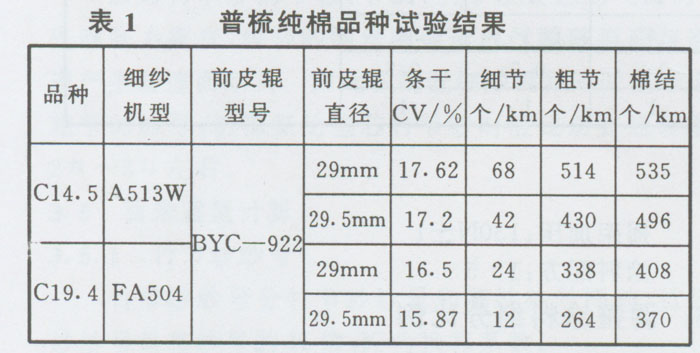
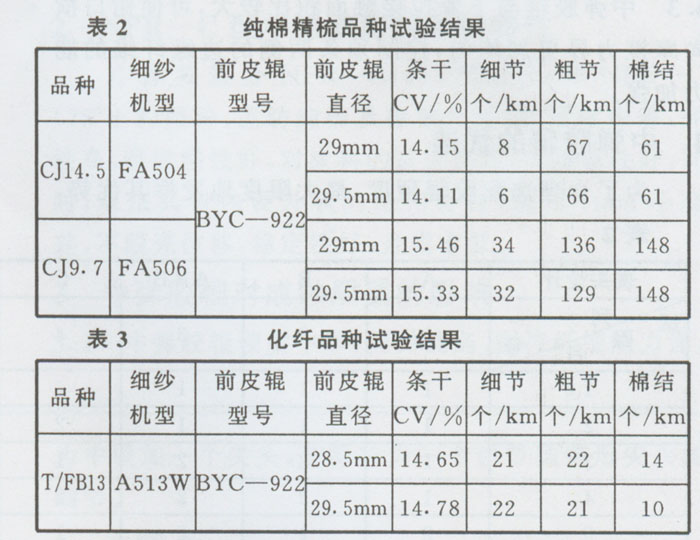
测试结果见表1~表3。
1.3结果分析
从以上试验结果可看出,细纱前皮辊直径加大后,纯棉普梳品种C19.4和C14.5成纱条干水平明显提高,常发性纱疵相应也有所减少,但纯棉精梳及化纤品种成纱条干水平无明显变化。试验结果表明,纯棉普梳品种因纤维长度短、短绒多,前皮辊直径加大后,纺纱过程中罗拉与皮辊握持面包围弧增大,牵伸浮游区相对减小,对整个牵伸区中纤维握持牢靠,浮游纤维变速点相对集中靠前,有利于正常牵伸,因而有利于改善成纱质量;而纯棉精梳及化纤品种纤维长度长且整齐,皮辊直径在工艺设计范围内已能对牵伸区中纤维进行有效握持,故加大皮辊直径对成纱质量影响不大。
2加大前皮辊直径,有利于降低器材消耗
加大前皮辊直径,可减少皮辊制作期间磨削量。以往套制好的胶辊直径大约在30—30.5mm之间,为了达到工艺要求的直径29mm,往往在粗磨时要磨掉1mm一1.2mm,磨削量过大,操作也困难,易造成皮辊表面灼伤,影响纺纱质量,亦不利于节约材料。
3 推广应用
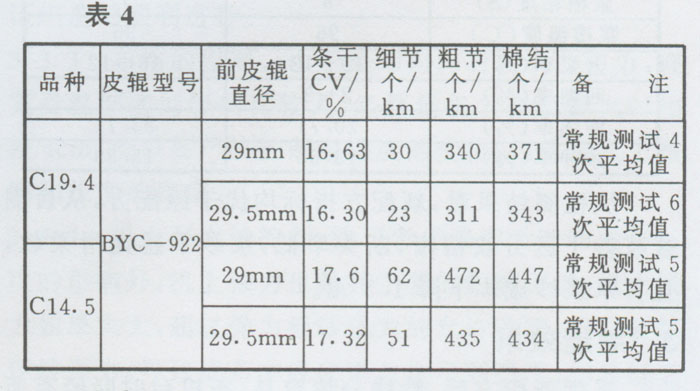
综合纺纱试验情况,车间对A513W,FA504:机型上生产的C19.4和C14.5纯棉普梳区域大面积换用直径29.5mm前皮辊,从当月常规测试结果可看出,两品种成纱条干水平均得到明显改善(表4)。推广应用29.5mm胶辊一年以来,由于皮辊使用寿命加长半年,纺专器材消耗明显减少,胶辊比上年少买8000多只。另外,由于皮辊直径加大后,摇架压力相应调轻,因承受压力过大产生窜动造成的报废皮辊轴承明显减少,相比上年皮辊轴承少用1000多套,共计节约资金2万余元。
4结束语
4.1细纱工序生产普梳纯棉品种选用直径29.5ram左右的前皮辊,纺纱过程中罗拉与皮辊握持牢靠,有利于提高成纱条干水平,降低常发性纱疵。
4.2加大细纱前皮辊直径,可减少皮辊制作期间磨削量,延长皮辊使用寿命,节约资金,降低生产成本。