
捻度不匀是纱线的重要指标。纱线捻度不匀仅影响纱线的强力、伸长、弹性、光泽、手感,而且影响织物的强力、手感和风格。在生产过程中,弱捻纱因强力不足而断头影响布机效率;个别弱捻纱织到布面则会因纱的直径变粗而造成疵布;因此,捻度和捻度不匀始终是纺纱过程重点控制的指标之一。我们通常所说的捻度不匀是指不同机台、不同锭子上所纺纱线之间的捻度分布不匀;而捻度内不匀是指某一根纱线内不同区段捻度分布的不匀;二者通常用捻度的均方差系数即捻度CV值来表示。为了了解各种因素对捻度不匀的影响程度,探讨控制捻度不匀的措施,降低捻度不匀,提高纺纱质量,我们在部分品种上进行了捻度不匀测试和对比试验。
1 环锭纺纱捻度不匀与捻度内不匀的关系
为了解环锭纺纱捻度不匀与捻度内不匀的关系,我们对不同品种管纱的捻度不匀CV值与捻度内不匀CV值进行了测试,结果如表1所示。

由表1可以看出,三种不同细纱机型上生产的7个品种的捻度内不匀CV值均大于捻度不匀CV值;而且各品种捻度不匀CV值基本随捻度内不匀CV值的增大而增大;这说明纱线的捻度内不匀对于捻度不匀有着非常重要的影响。
2 锭间捻度及捻度内不匀的分布和差异
为了解不同锭子之间纱线捻度内不匀的差异状况,我们对在FA506细纱机生产的C60/T40J 4.9tex品种25根棉线锭带100锭子上的管纱进行了捻度和捻度内不匀的测试,测试结果表明:①不同锭子之间纱线的捻度差异较大:100个锭子纱线捻度最大的为195.7捻/10 cm,最少的为166.9捻/10cm,极差为28.8捻/10 cm。②锭子的性能差异较大:单锭纱线捻度内不匀CV值最大的为8.5%,最小的为4.2%,极差为4.3个百分点;在同一根锭带内,4个锭子之间的纱线捻度和捻度内不匀CV值也有明显差异,捻度最大相差15.5捻/10 cm,捻度内不匀CV值最大相差3.9个百分点。纱线的捻度差异主要取决于锭速的差异,锭速的差异一方面来自于锭子本身性能的差异,而另一方面则来自于其它卷绕部件,如锭带、锭带盘;而单锭纱线捻度内不匀CV值和同一根锭带内锭间纱线捻度的较大差异则反映了各个锭子运转性能的差异;因此,要降低捻度不匀,应降低锭速差异和锭子性能的差异。
3 锭子对纱线捻度内不匀的影响
3.1 锭子性能对纱线捻度内不匀的影响
为了进一步了解锭子对单纱捻度内不匀的影响程度,我们在FA506细纱机上对C 60/T 40J 4.9tex品种的20个锭子进行对比试验,即在其它条件均不改变的情况下,用同型号新锭子对在机旧锭子进行更换,测试更换前后各单锭卷绕的捻度内不匀CV值。测试结果表明:旧锭子换新锭子后,所有锭子纺纱的捻度均有明显增加,平均增加10.6捻/10 cm,捻度内不匀CV值全部下降,由原来平均6.5%降低到4.5%,平均降低2.0个百分点,降幅30.8%;20个锭子纱线最大捻度与最小捻度极差由28.8捻/10 cm降至9.0捻/10 cm,单锭纱线最大捻度内不匀CV值由8.5%降至5.7%,各锭子之间纱线捻度不匀CV值由原来的6.2%降低到4.0%,降低2.2个百分点,降幅为35.5%,而且各单锭纱线捻度内不匀CV值趋于一致;这说明锭子的性能及其之间的较大差异是造成捻度不匀的最主要原因之一。因此,提高锭子的性能并改善锭子之间的性能差异对于降低纱线捻度不匀有非常重要的意义。
3.2 锭盘直径对捻度不匀的影响
根据锭子与滚筒之间的传动关系可知,锭盘直径对纱线捻度的影响是显而易见的。对于锭子型号较多、锭盘直径不一的企业来说,应加强管理,防止不同锭盘直径的锭子混用;另外,在日常的生产中还应加强锭带的检查,减少或避免锭带“上楼”导致锭盘“直径”变化而引起的捻度的差异。
3.3 锭子润滑状态对纱线捻度不匀的影响
锭子油的作用是在锭尖与锭胆之间形成油膜,减小轴承对锭子的摩擦阻力矩;因此,锭子的润滑状态影响锭速。中国人民解放军第3506工厂在捻线机上对同一组锭子在两种润滑状态下的转速做了对比试验,测试结果是:锭子刚加油上车时,其润滑状态良好,锭子平均转速为11 920 r/min;在锭子运转一段时间后,其润滑状态较差,测得锭子平均转速为11 647 r/min;两种状态相差273 r/min,这说明锭子的润滑状态对捻度影响较大。
4 锭带对纱线捻度内不匀的影响
4.1 锭带类型对纱线捻度内不匀的影响
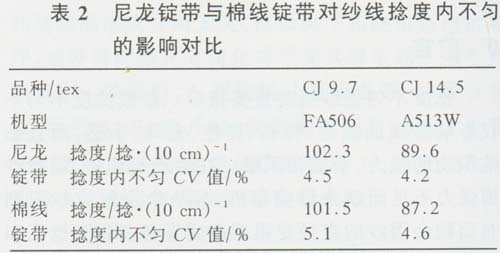
目前,锭带主要有传统的棉线锭带和尼龙涂胶锭带两种类型。为了了解尼龙锭带与棉锭带对纱线捻度与捻度内不匀的影响,我们在CJ 9.7tex和CJ14.5 tex两个品种上对两种锭带的纱线捻度和捻度内不匀进行了对比测试,结果如表2所示。从以上结果可以发现,尼龙锭带在加捻效率和降低捻度内不匀方面比棉线锭带有突出的优势。传统的棉线锭带经过张力定型处理后,伸长率和滑溜率仍然较大(在3%以上),且不稳定,锭速波动大,而且接头对锭盘冲击大,导致锭速不匀;尼龙锭带摩擦系数大,滑溜率小(在1%以下),伸长小(在1.3%左右),锭速波动小,使用寿命长,稳定性好,且无接头(接头处两边磨斜口,接头厚度基本不增加),根除了接头长度差异的影响,避免了接头对锭盘的冲击而引起的锭速波动。
4.2 棉线锭带的新旧程度对纱线捻度及捻度不匀的影响
尽管浸胶锭带以其优越的性能得到了企业青睐;但是,由于其价格较高且更换单根锭带时比较困难;所以一些企业仍以使用传统的棉线锭带为主。为了进一步了解棉线锭带对纱线捻度不匀的影响,我们对FA506细纱机上生产的C 60/T 40 J4.9 tex品种在同机台、同粗纱、同锭条件下做了对比试验。第一组为经过张力预处理的10个棉线锭带上车后40个管纱的平均捻度及捻度内不匀CV值;第二组是第一组锭带运行7 d后管纱平均捻度及捻度内不匀CV值;第三组为棉线锭带运行30 d后管纱平均捻度及捻度内不匀CV值,结果如表3所示。
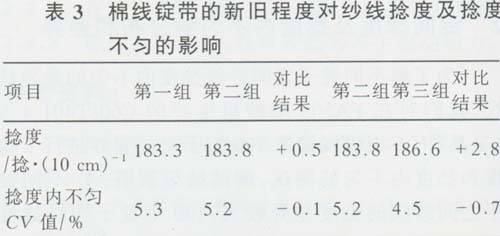
由表3可以看出:经过张力预处理的棉线锭带刚上车时,纱线平均捻度较低,捻度内不匀CV值较高;但随着上车时间的增加,捻度逐渐增加,捻度内不匀CV值逐渐降低;这说明经过张力预处理后的棉线锭带的性能虽有了一定的改善,但滑溜率高、稳定性差,新旧锭带之间的性能差异仍然较大。另一方面,对于棉线锭带而言,锭带旧并不意味着加捻效果差、捻度不匀率高;相反,旧锭带比新锭带的加捻效率高,捻度不匀率低。
4.3 锭带接头和锭带烂边对纱线捻度不匀的影响
棉线锭带接头和烂边对锭子的冲击引起锭子速度的波动是棉线锭带的主要缺陷之一。在生产中我们可以看到,棉线锭带在锭盘上、下窜动较为明显,其原因主要是锭带接头和烂边对锭子的冲击所致。为了解锭带接头和烂边对捻度不匀的影响程度,我们在C14.5 tex品种对其进行了对比试验。结果锭盘上运行平稳的棉线锭带纱线的平均捻度为94.6捻/10 cm,捻度内不匀CV值为3.6%;而由于锭带接头和烂边引起锭带上、下窜动的纱的平均捻度为90.9捻/10 cm,捻度内不匀CV值4.5%;这表明锭带接头和锭带烂边对捻度不匀有重要影响。
4.4 锭带长度对纱线捻度不匀的影响
锭带长,张力小,锭带与锭盘和滚盘之间的滑溜率大,锭速则小;反之锭速则大;因此,锭带长度直接影响锭速。3506工厂在A631捻线机上随机抽取10个锭子,在每一个锭子上分别测试长度为2 450cm和2 550 cm两种长度棉线锭带的锭速,结果短锭带锭速平均值为11 899 r/min;而长锭带的锭速平均值为11 750 r/min,二者相差149 r/min;这表明,在其它条件相同的情况下,锭带长,锭速则小;锭带短,锭速则高;因此,若机台上锭带长度不一致时,虽然锭带盘和张力支架对锭带的张力有一定的调节作用,但仍会使锭速产生差异从而导致捻度不匀。
4,5 张力重锤的刻度对纱线捻度不匀的影响
张力重锤的刻度表示锭带所加张力的大小;刻度大,则锭带张力大,锭带与滚筒和锭盘之间的滑溜率就小,锭速则高;反之,锭速则低;因此,张力重锤刻度的不一致必然导致锭子之间速度的差异。
5 锭带盘对纱线捻度不匀的影响
锭带受锭带盘摩擦力的作用高速回转,同时,由于锭带盘轴承对锭带产生的扭力矩反过来作用于锭带,形成反作用力又阻碍锭带的运动。而锭带盘转动的灵活、平稳程度主要受锭带盘轴承性能和轴承内柔和油脂的影响;轴承内润滑油脂的粘度较大,对于锭带盘的灵活性有很大影响。在日常检修锭带盘的过程中,我们发现个别轴承跑道磨损出现打顿现象,极个别甚至不转,这必然导致锭速的波动。另一方面,润滑油脂运转一段时间后会和磨下来的铁屑一起发干、发硬。对于FA502、FA504、A513W来说,可将其轴承或轴承盖打开进行清洗、加油;而FA506的锭带盘不能打开清洗,只能通过油眼加油;因此,在日常生产中除注意加强锭带盘轴承检查检修的同时,还应注意加油周期和加油量的控制。
另外,锭带盘的位置也影响锭速:包括前后和左右——锭带盘的前后位置不一致影响锭带对锭盘包围弧的不一致而导致各锭间锭速差异;而锭带盘的左右位置影响锭带对锭盘包围弧的大小导致锭带与各个锭盘之间的滑溜率不同,从而导致其所传动的4个锭子之间速度的差异;因此,生产中应注意保证锭带盘前后和左右位置均匀一致。
6 钢领和钢丝圈对纱线捻度不匀的影响
钢丝圈受纱条张力的作用围绕锭子在钢领上高速运转,钢领与钢丝圈配合程度影响着钢丝圈运行状态。这种影响一方面来自钢领、钢丝圈的配置(如钢丝圈的重心高,则运行不平稳;反之,运行平稳,但易楔住);另一方面来自钢领、钢丝圈的质量。新钢丝圈走熟期运行不平稳,运转一定时间磨损后又易飞圈,质量差的钢丝圈在较短的使用周期内性能波动较大,影响捻度不匀;钢领跑道磨损或出现熔点,亦影响钢丝圈运动状态;因此,钢领和钢丝圈的质量和配置对捻度不匀有重要的影响,值得我们进一步研究。
7 纱线条干不匀对捻度不匀的影响
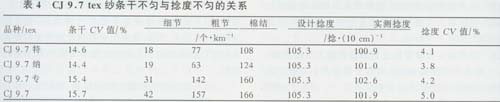
纱线条干不匀,特别是粗节或细节对纱线的捻度不匀率影响较大。我们在FA506细纱机上对生产的同号数、同捻度纱线做了统计分析,结果如表4所示。
从表4可以看出:条干均匀度好,纱线的捻度不匀率就低;条干均匀度越差,纱线的捻度不匀率就越高。在锭速一定的情况下,纱线的粗片段抗扭力矩大,不容易被加上捻回,因而捻度小;而细片段抗扭力矩小,容易被加上捻回,因而捻度大;因此,如果纱线的条干均匀度差,则其捻度不匀率高。
8 其它因素对纱线捻度不匀的影响
8.1 一落纱过程中锭子负荷变化对纱捻度的影响
我们对FA502细纱机230 mm纱管上纺的C19.4T纱捻度进行了测试。测试结果表明:小纱的平均捻度为85.2捻/10cm,捻度不匀率为4.7%,大纱平均捻度为83.1捻/10cm,捻度不匀率为3.0%;一落纱过程中纱线的捻度是随着卷装增大而逐渐降低。这是因为一落纱过程中锭子负荷即纱管卷装逐渐增大,轴承的摩擦阻力增大而使锭速减小,捻度降低。
8.2 钢领板的升降和卷绕直径对纱线捻度不匀的影响
钢领板的升降和卷绕直径的变化使得纱条的输出速度和卷绕直径产生相对改变,从而产生捻度不匀。我们对C 14.5T、C 19.4T、T/CJ 14.7 tex、CJ19.7tex四个品种管纱内、外圈即管纱斜坡上、下端的捻度做了对比,结果如表5所示。
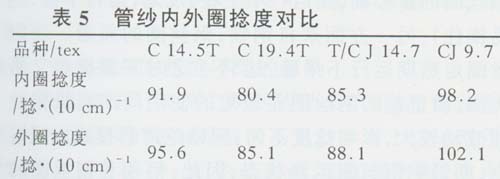
表5表明:管纱的外圈捻度大于内圈捻度。这是因为当纺纱工艺确定后,前罗拉输出纱条的速度为恒定,当钢领板上升时,卷绕直径逐渐变小,为了在单位时间内卷绕同样长度的纱条.钢处圈与锭子转速差必然加大,从而捻度减小(钢丝圈与锭子同步部分完成的是加捻,转速差的部分完成的是卷绕)。这一点我们可以借助闪光测速仪清楚地看到,因此,钢领板升降快慢和卷绕直径变化的大小对于捻度不匀也有一定的影响。
9 结束语
9.1 影响环锭纺纱捻度不匀的因素较多,既有环锭纺纱的固有因素(如钢领板的升降、卷绕直径的变化等),又有器材、管理方面的原因,涉及设备、工艺、操作等各个方面。
9.2 要降低捻度不匀率,应重点抓好两个方面:一方面要降低锭子之间的速度差异;另一方面要降低单锭纱线的捻度内不匀。
参考文献:
[1]陆再生.棉纺织工艺原理[M].北京:纺织工业出版社,1995.
[2]凌文漪,等.股线捻度不匀影响因素的分析[J].棉纺织技术,1997,29(3):11—14.