
3 经编工艺控制
经编过程中机器的成圈部件配置要符合织弹力布,送经机构要能随盘头直径变化自动调节送经量,除始终保持送经的恒定外,还要特别控制以下几点。
3.1 氨纶含量控制
氨纶含量是经编弹力布的重要品质指标,它既影响织物的性能,又影响产品的成本。高品质的经编弹力布要求氨纶含量准确、稳定。
计算氨纶含量的公式为:
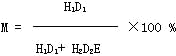
式中:M —— 氨纶丝含量(%);
D1和D2—— 氨纶丝和锦纶丝的旦数(D);
H1和H2—— 氨纶丝和锦纶丝的送经量(mm /rack);
E —— 氨纶整经拉伸比。
影响氨纶含量的参数是送经量、丝的旦数、整经拉伸,其中送经量和整经拉伸在经编机上和整经时如果控制稳定,就不会产生氨纶含量波动。如果在工艺计算时采用公称旦数,而实际旦数与公称旦数有一定差异,则会造成氨纶含量不正确。所以,在生产中首先要测定丝的实际旦数作为计算氨纶含量的依据。
测定丝的实际旦数,简单而实用的方法是,记录一批丝上纱架后整的第一个盘头所整丝的米数,称量盘头(带丝)的重量(事先称好空盘头重量),求得丝的净重,再用下式求实际旦数。
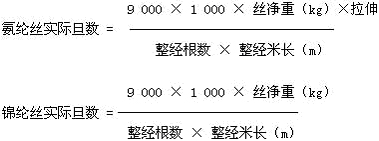
用此法求得的实际旦数来计算氨纶含量就可求得满足氨纶含量的氨纶丝的送经量。
例如:用嘉兴产4.4 tex(40 D)多富龙氨纶丝与巴西杜邦4.4 tex(40 D)锦纶丝生产氨纶含量20 %的弹力布,锦纶送经量1 510 mm/rack,求氨纶送经量。
用公称旦数算:

用此送经量所织坯布测试氨纶含量只有18.5 %,达不到20 %,这个差异是因实际旦数与公称旦数有差异。要求得正确的氨纶送经量首先要求得两种丝的实际旦数,然后用实际旦数计算氨纶的送经量。氨纶丝整经根数670,整经米数25 000 m,称得盘头上丝净重34.3 kg,整经拉伸2,锦纶丝整经根数674,整经米数21 000 m,称得盘头上丝净重63.8 kg。
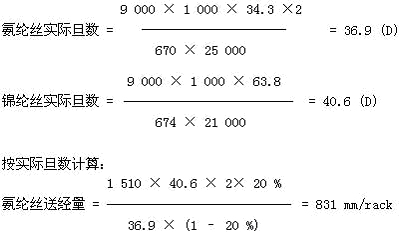
由于实际旦数与公称旦数的差异,要得到氨纶含量20 %,氨纶送经量应用831 mm/rack。
3.2 不同品种锦纶丝的送经量控制
目前使用的锦纶丝有两种:高取向丝(HOY)和全拉伸丝(FDY)。由于两种丝的性能不同,HOY较FDY容易伸长,HOY整经时张力宜小,经编机上的送经量要稍大一些,FDY则相反,整经张力可稍大,经编送经量可小一些。如果不注意丝的品种采用同一种工艺,则HOY因受力较大而伸长,在定形染色后布面上容易出现吸色较差的浅色条(工厂俗称“白条”)。例如织FDY送经量用1 420 mm / rack,在改用HOY时要适当增加送经量3 % ~ 4 %,即送经量用1 462 ~1 477 mm / rack。
3.3 导丝杆回转控制
导丝杆是编织氨纶丝的特需装置,由于裸氨纶丝与辊的摩擦系数较大,从盘头送出的丝到导纱针,需要用回转的导丝杆。由于导丝杆直径较小,长度较大,支点少,受氨纶丝的压力容易弯曲,造成回转不灵活,产生顿挫,氨纶丝在此受阻将造成意外的拉伸,使布面上呈现松紧不匀的横条。所以要经常检查导丝杆的平直度,做到杆回转均匀。
3.4 坯布回缩控制
氨纶丝在整经和编织时受到拉伸,在脱离成圈部件后力图恢复到原来的长度,使坯布从牵拉辊送出到卷成布卷的过程中在纵横向都要回缩。由于布面两边和中间所受控制不同,两边几乎处于自由状态,中间受到卷布辊的拉力,因此,坯布回缩时两边要大于中间, 距边10 ~ 15 cm的布边较厚密,经染整加工后颜色较深,严重时影响缝制。目前经编机的卷布机构尚不能消除该差异。
但是如果在经编机上采用缓和卷布,坯布就有可能回缩。即坯布自牵拉辊送出后不立即卷成布卷,而加大牵拉辊到卷边辊的距离,使坯布有时间回缩;同时使卷布辊的卷布速度小于牵拉辊的送布速度,使坯布有可能回缩,两者速度之差即允许回缩的大小,如果速度无差异,则允许回缩等于零,允许回缩大,则坯布回缩充分。通过试验,允许回缩在18 % ~ 20 %,卷布距离在3 m左右,这时布卷上坯布横向回缩58 %(即由工作幅宽320 cm回缩到布卷幅宽134 cm),两边距布边10 ~ 15 cm处的横向密度为35纵行/ cm,纵向密度32横列/cm;而在布面中间横向密度29纵行/cm,纵向密度30横列/cm。这种坯布在染整时经溶剂煮练,在完全松弛状态下充分回缩,经拉伸定形后的成品布布面两边和中间的差异可以完全达到要求。
4 结语
经编弹力布在从原料、整经到经编的生产过程中,对影响成品质量的关键进行有效的控制,完全可以生产高质量的产品。
经编弹力织物的质量控制(上)