
1ЃЎВњЦЗЙцИё
ЦЗжж 1ЃКОЩДЮЊжёЯЫЮЌ 14.5 tex ЁС2 ЯпЃЌЮГЩДЮЊ 17.8 texДПжёЯЫЮЌЩДЃЌОУмЮЊ 260 Иљ /10 cmЃЌЮГУмЮЊ 205 Иљ /10 cmЃЌЗљПэЮЊ 145 cmЁЂ147 cm ЕФЩЋжЏЬсЛЈВМЃЛ
ЦЗжж 2ЃКОЩДЮЊ 9.7 tex ЁС 2 ДПжёЯЫЮЌЯпЃЌЮГЩДЮЊ 18.2 tex ДПжёЯЫЮЌЩДЃЌОУмЮЊ 355 Иљ /10 cmЃЌЮГУмЮЊ 236 Иљ /10 cmЃЌЗљПэЮЊ 145 cmЁЂ147cm ЩЋжЏЬсЛЈВМЃЛ
ЦЗжж 3ЃКОЩДЮЊжё /Уо 60/40 11.7texЁС2 ЯпЃЌЮГЩДЮЊ 17.8 tex ДПжёЯЫЮЌЩДЃЌОУмЮЊ355 Иљ /10 cmЃЌЮГУмЮЊ 236 Иљ /10 cmЃЌЗљПэЮЊ 145cmЁЂ147 cm ЕФЩЋжЏЬсЛЈВМЁЃ
2 ЙЄвеСїГЬ
ОЩДЃКЭВзгЩДЁњЫЩЪНТчЭВЁњЦЏШОЁњТчЭВЁњећ
ЮГЩДЃКЭВзгЩДЁњЫЩЪНТчЭВЁњЦЏШОЁњТчЭВЁњТчЮГ;
жЏдьЃКжЏдьЁњбщВМЁњаоВМЁњЩеУЋЁњЭЫНЌЁњРЗљЁњШсШэЁњЫѕЫЎЁњГЩОэ
3 ЙЄвеВЮЪ§ХфжУМАММЪѕДыЪЉ
3.1ЦЏШОЙЄађ
жёЯЫЮЌЮЊдйЩњЯЫЮЌЫиЯЫЮЌЃЌЯЫЮЌЕФЬиадОіЖЈЦЏШОЪБгІзЂвтвдЯТЮЪЬтЃК#жёЯЫЮЌЕФЪЊЧПБШИЩЧПЕЭНќвЛАызѓгвЃЌдкШОећМгЙЄЪБгІВЩШЁЕЭеХСІЛђЫЩЪНМгЙЄЁЃ$жёЯЫЮЌЖдЫсКЭбѕЛЏМСБШНЯУєИаЃЌЦфНсЙЙЫЩЩЂЃЌОлКЯЖШЁЂНсОЇЖШКЭШЁЯђЖШЕЭЃЌгаНЯЖрЕФПеЯЖКЭФкБэУцЛ§ЃЌЯдТЖЕФєЧЛљБШУоЖрЃЌвђДЫЛЏбЇЛюадБШУоДѓЃЌЖдЫсКЭбѕЛЏМСЕФУєИаадДѓгкУоЃЛЖдМюЕФЮШЖЈадБШУоВюКмЖрЃЌФмдкХЈМюзїгУЯТОчСвХђеЭвджСШмНтЃЌЪЙЯЫЮЌЕФадФмЯТНЕЃЌвђДЫЃЌдкШОећМгЙЄжагІОЁСПЩйгУХЈМюЁЃ%жёЯЫЮЌЕФЮќЪЊадДѓЃЌЖдШОСЯЁЂЛЏбЇЪдМСЕФЮќИНСПДѓгкУоЁЃ
3.2 ТчЭВЙЄађ
гЩгкжёЯЫЮЌгыеГНКЯЫЮЌЕФЮяРэадФмЯрЫЦЃЌЭЌбљОпгаЧПСІЕЭЁЂвзЮќЪЊЁЂЪЊЩьГЄКЭЫмадБфаЮДѓЕШЬиЕуЃЌвђДЫЃЌжЏдьЪБМЋвзДрЖЯЁЃЮЊБмУтТчЭВЖдЩДЯпЬѕИЩЕФЦЦЛЕКЭдЩДЧПСІЕФЫ№ЪЇЃЌдкБЃжЄЭВзгГЩаЮСМКУЬѕМўЯТЃЌбЁдёНЯаЁЕФеХСІЃЌВЂВЩгУЕчзгЧхЩДЦїКЭПеЦјФэНгЦїЃЌТчЭВЫйЖШЮЊ 800 m /minЁЃ
3.3 ећОЙЄађ
жёЯЫЮЌЩьГЄКѓЃЌЕЏадЛиИДадБШНЯВюЃЌЫљвдЃЌећОЙЄађгІВЩгУЕЭЫйЖШКЭНЯаЁЕФеХСІХфжУЃЌеХСІЗжЖЮПижЦЃЌеХСІХЬжиСПЧАЁЂжаЁЂКѓЗжБ№ЮЊ 12g ЁЂ11g ЁЂ10gЃЌВЂНЕЕЭећОЫйЖШвдНЕЕЭЖЯЭЗЃЌећОГЕЫйЮЊ400 m /minЁЃ
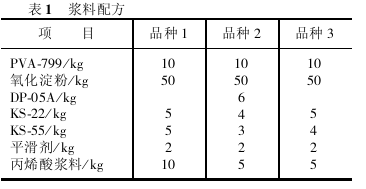
3.4 НЌЩДЙЄађНЌСЯ
ХфЗНМћБэ 1ЁЃ
НЌЩДЪБВЩгУЪЪжаЕФГЕЫйЃЌВЂПижЦКЯЪЪЕФНЌЩДЛиГБТЪЃЛНЌЩДЛиГБТЪЕЭгкЙЋЖЈЛиГБТЪЪБгаНЯКУЕФПЩжЏадЁЃЮЊЪЙжёЯЫЮЌЩДЮќЪЊжЏдьЃЌдіМгНЌЩДЕФШсШэШѓЛЌадЃЌЪЙНЌЩДФмЙЛГаЪмжЏдьЪБЕФеХСІЃЌвдМѕЩйжЏдьЖЯЭЗЃЌНЌЩДГЕЫйЮЊ 40 m /minЃЌНЌЩДЛиГБТЪдк 10% ЁР0.5% ЗЖЮЇФкЁЃдкПижЦНЌЩДГЕЫйКуЖЈЕФЧАЬсЯТЃЌКЯРэеЦЮеНЌВлЕФЪЊЧјеХСІЃЌМѕЩйЩДЯпдкЪЊЬЌИпЮТЯТЕФвтЭтЩьГЄЃЌвдБЃжЄЩДЯпгаСМКУЕФЕЏадЃЌМѕЩйОЩДдкжЏЛњЩЯЕФЖЯЭЗТЪЃЌЩьГЄТЪгІПижЦдк 1.2% вдФкЁЃНЌЩДжЪСПЧщПіМћБэ 2ЁЃ

3.5 жЏдь
еыЖджёЯЫЮЌЧПСІЕЭЁЂвзДрЖЯЕШЬиЕуЃЌВЩгУвтДѓРћЬьТэГЌгХауНЃИЫжЏЛњжЏдьЁЃВЩгУаЁеХСІЁЂжаПЊПкЃЌВЂМгДѓПЊПкСПЁЂНЕЕЭКѓСКЕФЙЄвеХфжУЁЃПЊПкЪБМфЮЊ 305ЁуЃЌКѓСКИпЖШЮЊ 90 mmЃЌЭЃОМмЧАКѓЮЊ 70mmЃЌЭЃОМмИпЖШЮЊ 30 mmЃЌЩЯЛњеХСІЮЊ 2.1 kNЁЃ
3.6 КѓећРэ
ЮЊБЃжЄжЏЮяОпгагХСМЕФГпДчЮШЖЈадЃЌВЂЧвВЛЛсЯїМѕШОЩЋЕФЫЎЯДРЮЖШЃЌжЏЮяЭъШЋЫЩЪНКцИЩЃЌШЛКѓШШЖЈаЮЃЌЮТЖШЮЊ 195 ЁцЁЋ 200 Ёц ЃЌЪБМф 30 sЁЋ 60 sЁЃ
4 НсЪјгя
жёЯЫЮЌКЭДЋЭГЕФЯЫЮЌЫиЯЫЮЌЯрБШОпгаЧПСІИпЕФЬиЕуЃЌЕЋЯИЬиЩДЕФОјЖдЧПСІШдВЛФмТњзужЏдьЩњВњЕФвЊЧѓЃЌВЩгУЙЩЯпзїОЩДНЯЮЊРэЯыЁЃжёЯЫЮЌЪєТЬЩЋЛЗБЃЯЫЮЌЃЌдкЩњВњМгЙЄжаЪЙгУЙ§ЖрЕФ PVA НЌСЯЖдЛЗБЃВЛРћЃЌдкЩњВњОбщГЩЪьЪБПЩЩйгУЛђВЛгУPVA НЌСЯЁЃжёЯЫЮЌжЏЮяЪЧгХСМЕФЯФМОБЃНЁУцСЯЃЌЦфПЊЗЂГЩЙІДѓДѓЬсИпСЫЮвЙЋЫОВЮгыЪаГЁОКељЕФФмСІЃЌПЩЮЊЮвЙЋЫОДДдьИќЖрЕФОМУаЇвцЁЃ