
1 细纱牵伸不开的成因分析
1.1纺A/C 16.2 tex
2001年8月11日A/C 16.2 tex机台冒粗纱头现象较为突出,为此我公司做了现场调查,其统计数据如表l所示。
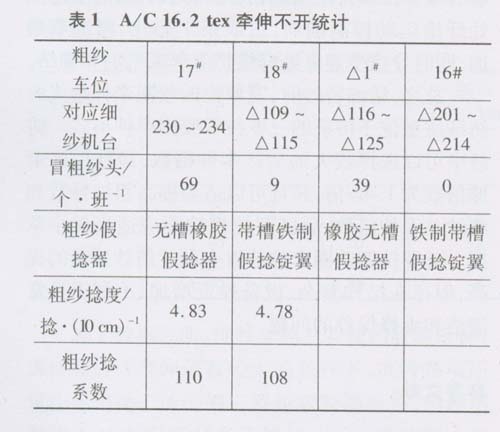
从表l可以看出,17#粗纱机对应230#~234#5台细纱机,冒粗纱69个/班;16#车对应细纱201#~△214#车位,挡车工反映没有冒粗纱头现象。为此,将前纺的橡胶假捻器调整为带槽的假捻器,2001年8月11日将△l#粗纱机粗纱倍捻器进行调换,从2001年8月13日起细纱挡车工反映△116#~△125#车位,冒粗纱头由原来的39个/班下降到1个/班,随着带槽假捻器的推广,到8月18日止,细纱冒粗纱头现象得到遏制,生产恢复正常,挡车工反映生产状态稳定。
粗纱假捻器是在保持纵向摩擦不变的情况下增加纱条与锭端周向的摩擦,促使纱条在顶端滚动而产生假捻,以增加纺纱段的强力,减少粗纱意外伸长,降低粗纱断头,提高成纱质量。在使用过程中,由于选择橡胶无槽假捻器,在加捻过程中,假捻器锥面磨损后,造成须条松紧不一,须条中纤维间的抱合力存在很大的波动,进入细纱工序进行牵伸时,须条经后区牵伸仍保留一定的捻回而进入牵伸中区,在这种情况下,在须条进入前区抽长拉细过程中,由于纤维问抱合力的不均匀性必然引起牵伸力的忽大忽小。
在握持力不变的情况下,牵伸力的大小应符合牵伸力的上限不能接近或超过罗拉钳口的握持力,如果握持力小于牵伸力,则须条将在罗拉钳口处打滑,不能被抽长拉细而出现牵伸不开,发生冒粗纱头现象。除了须条的抱合力存在一定差异外,另外一个原因就是当细纱导纱动程的移动方向与须条的捻向相同时,牵伸力最大,握持力小于牵伸力产生冒粗纱现象,当须条的捻向与动程移动方向相反时,牵伸力较小,对减少冒粗纱现象有利。
1.2纺cJ 18.2 tex
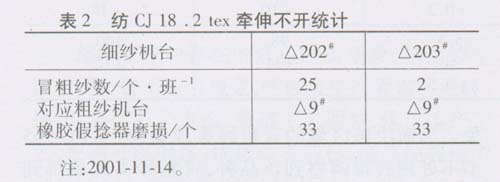
纺CJ 18.2 tex的情况如表2所示。从表2可以看出,A9"粗纱机对应△202#~△203#细纱机共有冒粗纱27个/班,而对应△9#粗纱机存在严重磨损的橡胶加捻器共有33个,为了试验△202#细纱机388#锭子冒粗纱情况,将388#锭子粗纱调换到△202#一406#细纱机锭子上,经过观察冒粗纱现象还是存在。为些将△202#、38l#和403#细纱机锭子冒粗纱的锭子更换为△204#细纱机台不冒粗纱的锭子,经过7 h的观察,挡车工反映一个班没有发生冒粗纱现象。由于这一台车加捻器没有备件,而没有更换,通过试验证明,粗纱假捻器的锥面形状和状态对细纱生产状态影响很大。
1.3大小平车后的情况
2001年11月14日,△317#细纱机车位平车后,下胶圈换为新胶圈,而发生冒粗纱现象。这是因为下胶圈用新胶圈后,表面摩擦因数较小,在须条牵伸过程中,下胶圈表面与须条产生滑溜,须条不能以正常的速度运动,这种情况下在牵伸中区,纤维由慢速转为快速的过程中,纱条的粗细结构存在不匀,均会使钳口处压力产生变化,造成对纤维的控制不稳定,因而牵伸力不匀率较大,须条极易产生打滑,造成须条不能正常牵伸而出“粗纱头”。
1.4纺A/C 18.2 tex
2001年12月4日,△118#和△10l#细纱机纺A/c 18.2 tex揩车后,发生整台车冒粗纱头,后将NFC-878型涂料胶辊更换为旧NFC一878型胶辊,冒粗纱现象消除。从这种现象可以看出,新胶辊上车由于涂料层较厚,胶辊表面握持力大大减弱,胶辊在牵伸过程中,滑溜率较高,使纱条得不到有效控制,而更换为旧胶辊后,由于胶辊表面涂料层较薄,胶辊的摩擦因数较大,胶辊对纱条的握持力大于纱条的牵伸力,因此,能够得到正常牵伸。
1.5粗纱定量对冒粗纱头的影晌
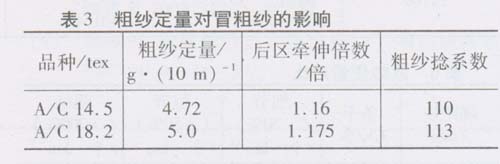
在生产过程中,用邵尔A 68度涂料胶辊纺A/c 14.3 tex均不存在冒粗纱现象,而邵尔A 68度涂料胶辊纺A/c 18.2 tex就存在冒粗纱现象,为寻找原因,我们对粗纱定量和粗纱捻系数作了详细分析(见表3)。
从表3可以看出,A/C 18.2 tex粗纱定量为5.0 g/10 m,而A/C 14.5 tex为4.72 g/10 m。在细纱隔距块为2.5 mill情况下,粗纱定量增加O.28g/10 m,就意味着细纱牵伸时的牵伸力增加,在同样胶辊状态下和后区牵伸倍数、粗纱捻系数一定情况下,A/c 18.2 tex所需要的握持力要大于A/C 14.5 tex所需要的握持力,所以粗纱定量对细纱牵伸的握持力有较高的要求。在生产中,对A/C 18.2 tex发生冒粗纱头的锭子更换为2.8 mm隔距块,冒粗纱头现象基本消除,从中可以得出粗纱的定量应与钳口的隔距相适应,避免细纱牵伸过程中,纱条在钳口处存在牵伸力的剧烈波动,而影响细纱的正常牵伸。
1.6后区牵伸倍数对冒粗纱头的影响
2001年12月6口,对△120#细纱机纺A/C18.2 tex后区牵伸倍数作了调整,由1.175倍调整为1.263倍,原来冒粗纱达30个/班,经调整后冒粗纱降为2个/班。成纱质量指标如表4所示。
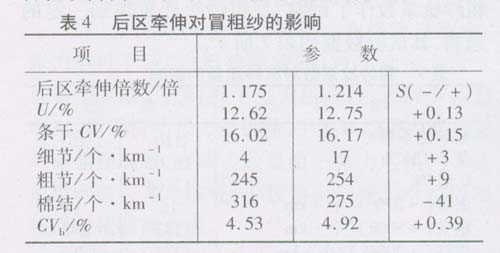
从表4可以看出,细纱后区牵伸倍数增加后,条干CV恶化0.15个百分点,细节增加3个/km,粗节增加9个/km,CVb增加0.39个百分点,棉结下降41个/km,总的来说对成纱质量不利。
1.7钳口隔距块对成纱质量的影响
调整隔距块可以减少冒粗纱头,但对成纱质量带来一定影响(见表5)。
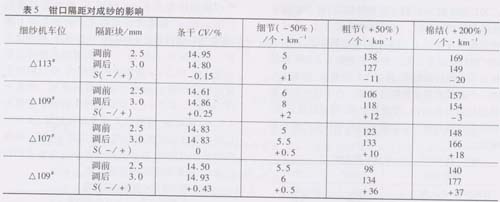
四组试验平均成纱质量对比如表6所示。
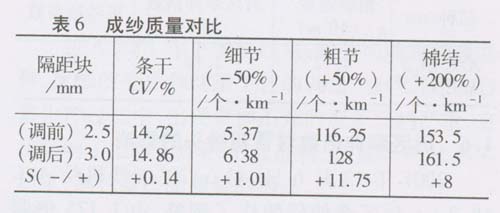
从表6可以看出,细纱隔距块口径增大后,条干CV恶化0.14个百分点,细节恶化1个/km,粗节恶化12个/km,棉结恶化8个/km,虽然冒粗纱头可以消除,但引起成纱质量的恶化。其原因是口径为2.5 mm隔距块有利于加强胶圈钳口和对牵伸纱条的控制能力,在纤维变速时对须条的边缘纤维控制较好,从而改善了成纱条干。
1.8粗纱捻系数对冒粗纱头的影响
为减少A/C 18.2 tex冒粗纱头现象,我们对粗纱捻系数作了调整,冒粗纱头现象得到一定的遏制,其试验数据如表7所示。
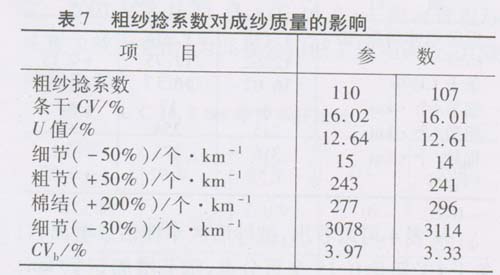
从表7可以看出,粗纱捻系数降低后条干cV改善0.01个百分点,粗细节改善不显著,细节(一30%)恶化36个/km,cV,改善0.64个百分点。从试验来看,成纱质量处于同一水平,粗纱捻系数微小调节,对成纱质量影响不大,但粗纱捻系数的降低可以引起细节(一30% )的增高。
1.9原料配比对冒粗纱头的影响
2001年12月10日,一期129#细纱机车位由过去的C 14.5 tex普梳纱改纺半精梳(2根精梳条加6根普梳条)14.5 tex之后,该机台出现冒粗纱头达到48个/班,由于棉条增加两根精梳条,须条中纤维品质长度加长,在其他条件不变条件下,牵伸力增加不能得到正常牵伸而发生冒粗纱头现象。为解决该区域的冒粗纱头现象,将wRc.965型不处理胶辊调整到该品种,冒粗纱头现象得到根本改善。其原因在于不处理胶辊由于表面没有化学处理,胶辊表面能够跟须条直接接触,同时该胶辊具有较大的握持力能够克服较大的牵伸力,因此,不处理胶辊是解决冒粗纱头现象的有效途径,在不处理胶辊没有保证的情况下,加大涂料配比浓度,同样可以增强胶辊的握持力。
1.10温湿度对冒粗纱头的影响
2002年1月30日△ll l#~△125#细纱机车位A/c 18.2 tex大面积出现冒粗纱头现象。当时该区域相对湿度为67%,由于车间湿度增加,须条中纤维间的摩擦阻力相应增加,这样增加了须条的牵伸力,致使须条得不到有效的解捻。温湿度正常后,冒粗纱头现象大幅度改善。
2预防措施
冒粗纱头与粗纱假捻器的材料、形状有关,应积极推广和聚胺脂耐磨性较好的带槽假捻器。胶圈的搭配以新旧搭配为主,以减少胶圈的运行速度不匀。冒粗纱头现象的产生,在纺纱工艺配置方面,应积极推广铝衬套不处理胶辊,减少传统的涂料胶辊握持力较小的弊端。应合理调整粗纱定量与细纱钳口隔距块的口径,细化对钳隔距块的分类管理。后区牵伸倍数增大,虽有利于冒粗纱头现象的改善,但不利于成纱质量的提高,在成纱条干不恶化情况下,要选择合理的后区牵伸倍数。钳口隔距块虽有利于冒粗纱头现象的解决,但对成纱条干CV和粗细节有一定的恶化作用,在配置工艺过程中不能“一刀切”。粗纱捻系数的降低有利于冒粗纱头现象的改善,在工艺调整时要做到精细调整。涂料的配比变化对牵伸波动较为显著,为提高质量,稳定生产,要有先进的纺专器材进行匹配。温湿度对冒粗纱头现象较为敏感,在纺纱工艺一定的条件下,要做好温湿度的精细调整,细纱纯棉相对湿度应控制在55%~60% 的范围内。
3 结束语
细纱工序中存在的冒粗纱头现象,是纺纱生产中的一种不正常现象,它涉及生产要素中原料、操作、环境三个方面,通过工艺调整, 优化生产工艺,控制好温湿度,优选纺专器材,能够使握持力的最大值大于牵伸力的最小值时,才能使须条得到有效、合理的牵伸,冒粗纱头异常现象才能得到根本解决。
参考文献:
[1] 棉纺工程[M].北京:中国纺织出版社,1997:160.266,284.
[2] 刘荣清.纺纱牵伸不良的原因分析及措施[J].棉纺织技术,2003;3l(1):44~46.
[3] 张瑾.细纱牵伸对成纱条干均匀度的影响(J].棉纺织技术,2003;3l(4):41~42.
[4] 陈绿州.浅谈细纱机牵仲改造[J].棉纺织技术,2002:30(4):38—39.