
ФЪЧЬҪбТФНщЗеКбБӘУИЖдКЗЎ°ЖЯОеЎұБӘәП№Ҙ№ШЗеКбБӘҪМСөөД»щҙЎЙПЈ¬ҙУ20КАјН90ДкҙъіхЈ¬Заөә·Д»ъі§ЎўҪрМі·Д»ъі§ЎўөВЦЭГЮ·ДЦҜі§ЎўЙҪ¶«КЎ·ДЦҜ№ӨіМС§»бБӘәП№Ҙ№ШөД№ъІъөЪТ»МхЗеКбБӘЙъІъПЯЈ¬ФЪөВЦЭГЮ·ДЦҜі§Н¶ИЛЙъІъәуЈ¬јМ¶шЦЈЦЭ·Д»ъі§ЙъІъөДЗеКбБӘФЪЙҪ¶«ІЬПШГЮ·ДЦҜі§ТІН¶ИлЙъІъЎЈҙУҙЛЦР№ъЦЖФмөДЗеКбБӘәП»ъВҪРшФЪИ«№ъёч·ДЦҜі§ЙъІъК№УГЎЈҫӯ№э10ДкАҙөДЕ¬БҰЈ¬ФЪЦР№ъұҫНБЙПТСУРЗа·Д»ъЎўЦЈ·Д»ъЎўҪрМі·Д»ъЎўГчХэ·Д»ъЎўНхМп·Д»ъЎў¶«МЁ·Д»ъЎўЙПәЈТ»·Д»ъөИ·Д»ъі§¶АЧФЙъІъёчЧФРНәЕөДЗеКбБӘЈ¬10ДкАҙёчГЮ·ДЦҜі§Н¶ІъК№УГөДЗеКбБӘ(°ьАЁТэҪшөД400МхЙъІъПЯ)№АјЖИ«№ъі¬№э1100¶аМхЙъІъПЯ(Фј1700Нт¶§)Ј¬ЙъІъҙҝГЮҫ«КбЎўЖХКб(ҙЦЎўЦРЎўПёәЕ)Ўў»м·ДЎў»ҜПЛҙҝ·ДЎўЧӘұӯ·Д(ҫ«КбЎўЖХКб)ј°·ЗГЮПЛО¬ІъЖ·ЎЈ2000ДкТФАҙЈ¬ГҝДкУР120Мх(№АјЖ)ЗеКбБӘЙъІъПЯН¶ИЛЙъІъЈ¬ДҝЗ°»№УРФцјУөДЗчКЖЎЈ
ЗеКбБӘКЗГЮ·ДјјКх·ўХ№өДұШИ»Ј¬КЗ№ъјКЙП№«ИПөДіЙКмјјКхЎЈЗеКбБӘКЗІЙУГПЦҙъ»ҜјјКхЎўОўөзЧУРЕПўјјКхёДФмҙ«НіГЮ·Д№ӨТөөДЦШТӘіЙ№ыЈ¬КЗФЪөҘ»ъ»ъөзТЗЖшөИТ»Ме»Ҝ»щҙЎЙПөД¶аФӘБӘәП»ъЎЈФЪҙ«¶ҜЙПІЙУГұдЖөјјКхЎўҙ«ёРјјКхУлPLCј°№ӨҝШ»ъјјКхЈ¬ІўКөПЦ¶а»ъМЁјҜИәҝШЦЖЈ¬ФЪПЯјаІвЈ¬К№РЕПўјјКхИЪУЪ·ДЦҜУл·ДЦҜ№ӨТХЈ¬К№ГЮ·ДЗеКбБҪёц№ӨРтРОіЙЧФ¶Ҝ»ҜЎўёЯЛЩ»ҜЎўБ¬Рш»ҜЎў»ъөзТЗТ»Ме»ҜЎўЦЗДЬ»ҜөДЗеКбБӘЙъІъПЯЎЈКөПЦёЯІъУЕЦКЎўМбёЯАН¶ҜЙъІъВКЎўҪЪФјФӯБПЎўУГ№Өј°ХјөШГж»эЈ¬КЗөұЗ°ГЮ·ДЦҜРРТөјјКхёДФмөДЦШөгЦ®Т»ЎЈ
1 №ъІъЗеКбБӘөДјјКхЛ®ЖҪ
№ъІъЗеКбБӘ№ӨТХјјКхј°Жд·ДЙҙЦКБҝТСҙпөҪ№ъјКН¬АаЙиұёөДПИҪшЛ®ЖҪЎЈ
1Ј®1 №ъІъЗеКбБӘөДЙъМхЦКБҝ
№ъІъЗеКбБӘЙъМхЦКБҝТСҙпөҪ№ъјКН¬АаЙиұёЛщ·ДіцөДЙъМхЛ®ЖҪЎЈФЪХэіЈФӯБПМхјюПВ(ЕдГЮҝЙЖ«ПВПЯХЖОХІоOЈ®5ј¶)Ј¬ҫӯУЕ»Ҝ№ӨТХЎўУЕСЎЕдЦГЖчІДФӘјюҝЙТФҙпөҪөДЦКБҝЛ®ЖҪОӘЈә
(1)ЙъМхДЪІ»ФИВК<1Ј®0ЈҘЈ»
(2)ЙъМхНвІ»ФИВК<1Ј®5ЈҘЈ¬НвІ»ФИВК2Ј®5ЈҘөДәПёсВК98ЈҘТФЙПЈ¬3ЈҘөДәПёсВК100ЈҘЈ»
(3)ЙъМх5 mЦШБҝЖ«ІоЎА2Ј®5ЈҘәПёсВКҙуУЪ98%Ј¬ІўМх»»іЭВЦҙОКэҝЙјхЙЩ1ЈҜ2ҙОЎ«1ЈҜҙОЈ»
(4)ЙъМхМхёЙCV<3Ј®5ЈҘЈ¬ОЮІЁЈ»
(5)ҝӘЗеГЮГЮҪбФціӨВК<80ЈҘ(AFISТЗјмСй)Ј»
(6)КбГЮГЮҪбИҘіэВК>85ЈҘ(AFISТЗјмСй)Ј»
(7)ҝӘЗеГЮ¶МИЮФціӨВК+1ЈҘЎ«-1ЈҘ(FўуІвКФЈ¬16 mmТФПВЈ¬уЫГЮ¶ФФӯГЮ)Ј»
(8)ЗеКбБӘ¶МИЮЧЬФціӨВК<6ЈҘ(FўуІвКФЈ¬16mmТФПВЈ¬ЙъМх¶ФФӯГЮ)Ј»
(9)ЗеКбБӘЧЬіэФУР§ВК>96ЈҘЎЈ
»ҜПЛН¬СщДЬҙпөҪЙПКцЦёұкЈ¬УлҪшҝЪЙиұёЙъМхЦКБҝОЮГчПФІоТмЎЈ
1Ј®2ЗеКбБӘ№КХПВК
(1)ҝӘЗеГЮПөНі№КХПВКГҝМхПЯГҝ°аРЎУЪ0Ј®02ҙОЈ»
(2)КбГЮ№КХПВК<0Ј®02ҙОЈҜМЁ•°аЈ»
(3)КбГЮ»ъ¶ПН·ВК<0Ј®3ёщЈҜМЁ•°аЎЈ
1Ј®3 ЗеКбБӘКбГЮ№ӨТХЦКБҝУЕУЪҙ«НіГЮҫн№ӨТХ
(1)әвЛ®Ф¶ҙујҜНЕІЙУГЗа·Д»ъЗеКбБӘ·ДҙҝЈ¬Улҙ«НіГЮҫнКбГЮ№ӨТХПаұИЈ¬І»ВЫ°ліЙЖ·ј°іЙЖ·ЦКБҝЦёұкЈ¬ЗеКбБӘҫщУЕУЪҙ«Ні№ӨТХЈ¬УлФӯТэҪшБўҙпЗеКбБӘПаұИОЮГчПФІоТмЎЈЗаөәЛДГЮУГЗа·Д»ъЗеКбБӘ·Д·мИТПЯТІУләвЛ®Ф¶ҙујҜНЕР§№ыПаН¬Ј¬іцҝЪИХұҫ»сөГҝН»§әГЖАЎЈ
(2)өВЦЭГЮ·Ді§·ДCJ 14Ј®6 texЙҙЎўCJ 18Ј®2texЙҙІЙУГЗа·Д»ъЗеКбБӘЈ¬ҫӯ№ӨТХКФСйСРҫҝҪвҫцБЛЙъМхГЮҪбУл¶МИЮөДГ¬¶ЬЈ¬К№КбГЮЙъМх¶МИЮ(AFISТЗІвКФЈ¬16 mmТФПВ)ҙУ22ЈҘҪөЦБ15ЈҘЈ®5 mДЪІ»ФИuЦөҙпөҪ0Ј®9ЈҘЈ¬НвІ»ФИҙпөҪ1Ј®4ЈҘЈ¬Ф¶Ф¶УЕУЪҙ«Ні№ӨТХ·ДЙҙЦКБҝұкЧјЎЈCJ 18Ј®2 texЙҙөҘЗҝCV7.79ЈҘЈ¬ЎўМхёЙCV12Ј®8ЈҘЎўПёҪЪ1ёцЈҜkmЎўҙЦҪЪ12ёцЈҜkmЎўГ«УрHЦө4Ј®11Ј¬әГУЪҙ«Ні№ӨТХЎЈОЮОэ·ДЦҜКФСйЦРРД·ДCJ 14Ј®6 texЙҙЈә¶МИЮФціӨВКЈ¬ҝӘЗе+2ЈҘҪөөҪ+0Ј®36ЈҘЎўЙъМх5Ј®10ЈҘҪөөҪ3Ј®81ЈҘЈ»ГЮҪбФцјхВКЈ¬ҝӘЗеУЙФцјУ65ЈҘҪөөҪ46ЈҘЈ¬ЙъМхУЙјхЙЩ77Ј®6ЈҘФцјУөҪјхЙЩ85Ј®9ЈҘЈ»іЙЙҙЗ§ГЧПёҪЪјхЙЩ20Ј®4ЈҘЈ¬ГЮҪбјхЙЩ24ЈҘЎЈН¬СщCJ 14Ј®6texЙҙТІИЎөГҪПәГЛ®ЖҪЈ¬ҙпөҪОЪЛ№МШ№«ұЁ25ЈҘөДЛ®ЖҪЎЈОЮОэХ№РВ·ДЦҜУРПЮ№«ЛҫІЙУГЦЈ·Д»ъЗеКбБӘјУ№ӨCJ 14Ј®5 texЙҙЎўCJ 18Ј®2 texЙҙЈ¬іЙЙҙЦКБҝҫщҙпөҪОЪЛ№МШ№«ұЁ25ЈҘЛ®ЖҪЎЈ
(3)ДҝЗ°ЗеКбБӘФЪ·ДҙҝГЮ(ҫ«КбЎўЖХКб)Ј¬ЦРәЕЎўПёәЕј°»ҜПЛҙҝ·Д»·¶§Йҙ·ҪГжҫщТСИЎөГҪПәГЛ®ЖҪЎЈФЪ·ДҙЦәЕЎўЧЁ·ДЎўЦРәЕЎўПёәЕЧӘұӯЙҙ·ҪГжТІҫЯУРПаөұЦКБҝЛ®ЖҪУлҫӯјГР§ТжЎЈ
№ъДЪГЮ·ДЦӘГыі§јТФЪјјКхёДФмЦРТСЖХұйСЎУГЗеКбБӘЈ®Из°І»Х»ӘГҜЎўОЮОэТ»ГЮЎўОЮОэ¶юГЮЎўКҜјТЧҜ¶юЎўИэЎўЛДГЮЈ¬ФЪРВҪЁі§ЦРЙҪ¶«ОәЗЕЎўХЕјТёЫ»Ә·ДөИТІЖХұйІЙУГЗеКбБӘЎЈІўЗТ№ъІъЗеКбБӘТСЕъБҝПъКЫөҪ№ъНвЈ¬ИзД«ОчёзЎўАыұИСЗөИЎЈ
1Ј®4ЗеКбБӘјјКхҙҙРВ
ЗеКбБӘЙиұёФЪНЖ№гЦРІ»¶ПНкЙЖУлҙҙРВЈ¬К№ЖдРФДЬөГөҪҪПҙуМбёЯЎЈ
1Ј®4Ј®1 НкіЙҝӘЗеГЮ№ӨіМЦРөД¶МБчіМ
КөПЦЦч»ъЛДІҝЎ«ОеІҝЈ¬јҙЧҘГЮ»ъЎўҝӘГЮ»ъ(өҘЦбБч)Ўў»мГЮ»ъ(¶аІЦ»мГЮ»ъ)ЎўЗеГЮ»ъ(ЦчіэФУ»ъЈәЗа·Д»ъ¶юҙМ№хЎўЦЈ·Д»ъИэҙМ№х»тЖдЦР1Ў«2Хл№х)ЎўЗҝБҰіэіҫЖч(·ДҙЦәЕЧӘұӯЙҙұШұёЈ¬ЖдУаЖ·ЦЦҝЙСЎУГ)Ј¬КөПЦ¶МБчіМЈ¬Ул№ъјКЦӘГыі§јТ№ӨТХБчіМЕдЦГЛ®ЖҪПаөұЎЈ
l-4Ј®2 НкЙЖҝӘЗеГЮ»ъЧйөД№жёсПөБР
(1)ОӘјхРЎҙт»чЗҝ¶ИЈ¬ҪвҫцҝӘЛЙ¶ИЎўіэФУР§ВКУлГЮҪб¶МИЮөДГ¬¶ЬЈ¬ҙУ¶шҪвҫц¶ФПЛО¬өДЛрЙЛТФј°јхЙЩГЮҪбЛчЛҝөДФцјУЈ¬·Д»ъі§ТСЧЕКЦНкЙЖҝӘЗеГЮЈ¬Н¬КұПтҝн·щ·ўХ№Ј¬КөПЦ№жёсЎўіЯҙзПөБР»ҜЎЈАэИзЈәЗа·Д»ъТСҪ«ЧҘГЮ»ъөДұЫіӨУЙ1Ј®7 mјУіӨөҪ2Ј®3 mЈ¬ҝЙН¬КұЧҘИЎ5°ьГЮ»ЁЈ¬3Ј®2 mҝЙЧҘИЎ6Ў«7°ьГЮ»ЁЎЈҙтКЦЛЩ¶ИҝЙҪөөНЈ¬ЛІКұЧҘИЎ°ьКэ¶аЈ¬»мәНР§№ыәГЈ¬УЦҝЙК№ГЮКшЦШБҝёьРЎЈ¬ЧҘГЮ»ъХвР©ёДҪшҙлК©ОӘЗбЧҘЎўЧҘРЎЎўЧҘФИЎўЧҘИ«ҙҙФмБЛМхјюЈ¬КЗәуРшҝӘЎў»мЎўЗеЎўКбөД»щҙЎЈ¬ёьУРАыУЪЦбБчөДіэФУј°ҪөөНҙтКЦЛЩ¶ИЎЈ
(2)Ҫ«өҘЦбБчЙиұё·щҝнФцЦБ1Ј®6 mЈ¬КөПЦФӯГЮФЪ»ъДЪҫӯ5Ј®75ИҰөДҙт»чУліэФУЈ¬ФцјУіэФУР§ВКЈ¬ҫЎЧоҙуҝЙДЬіэИҘҙуФУЎўУІФУЎЈ
(3)Т»»ъ¶юПЯөДКөПЦ(јҙТ»МЁЧҘГЮ»ъЎўТ»МЁЦбБчҝӘГЮ»ъЈ¬И»әу·ЦҝӘБҪМхПЯ)Ј¬ТІҫНКЗЦбБчҝӘГЮ»ъКөПЦ¶ФІ»Н¬ФӯГЮІЙУГІ»Н¬ҙҰАнөД·Ҫ·ЁЎЈЦЈ·Д»ъЛ«ЦбБчЙиұёФЪјУіӨөДН¬КұУЦёДОӘҙ№Цұ·ҪПтО№ИлУлКдіцЎЈ
(4)¶аІЦ»мГЮ»ъТСҙУ1Ј®2 m№ӨЧчҝн¶ИФцЦБ1Ј®6 mЈ¬јУҙуБЛГЮІЦИЭБҝЈ¬МбёЯБЛ¶аІЦ»мГЮФЛРРЦРГЮІЦДЪЙўГЮГЬ¶ИөДОИ¶ЁЎЈ
(5)ЦчіэФУ»ъ·щҝнТСУЙ1Ј®2 mјУҙуөҪ1Ј®65mЈ¬ФЪПаН¬ІъБҝУлР§ВКПВҝЙҪшТ»ІҪҪөөН¶ФПЛО¬өДҙт»чЗҝ¶ИЈ¬јхЙЩПЛО¬ЛрЙЛУлГЮҪбЛчЛҝөДРОіЙЎЈ
1Ј®4Ј®3 НкЙЖёЯІъКбГЮ»ъ
(1)Ч°УРҙшОь·зЧ°ЦГУліэФУө¶өДГЮНшЗеҪаЖчЈ¬ёЗ°еө№ЧӘЎўёшГЮВЮАӯЛіКұО№ёшЎўҙМ№хЧФЛшіЭМхЎўёДјдРӘОьОӘ¶аөгјҜЦРБ¬РшОьЈ¬ФцјУКбГЮөҘ»ъ·зБҝЈ¬МбёЯ»ъјюјУ№Өҫ«¶ИУлЧ°Едҫ«¶ИЈ¬К№КбГЮ»ъІъБҝОИ¶ЁФЪ40 kgЈҜМЁ•hЎ«50 kg/МЁ•hЎЈІўЗТЦЈ·Д»ъУлЗа·Д»ъҫщ¶јҝӘ·ўіцёьёЯІъБҝЛ®ЖҪөДКбГЮ»ъЈ¬ИзЦЈ·Д»ъЙъІъөДFA225BРНКбГЮ»ъЎўЗа·Д»ъЙъІъөДFA232РНКбГЮ»ъЎЈ
(2)ТФОэБЦХлІјОӘәЛРДөДХлІјУЕСЎУләПАнЕдМЧ(ЖЯЕдМЧ)
ЦЈ·Д»ъЎўЗа·Д»ъҫщСЎУГҪшҝЪХлІјЈ¬ІўҙЩК№№ъДЪХлІјЙъІъі§јТСРЦЖіЙ№ҰККәПёЯІъКбГЮ»ъөДХлІјЎЈ
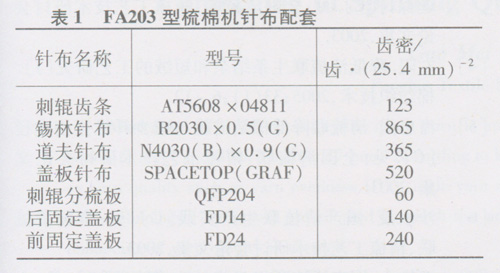
ҫӯ№эјёДкөДМҪЛчЈ¬За·Д»ъFA203РНКбГЮ»ъ·ДҙҝГЮПёәЕЙҙНЖјцК№УГөДЖЯЦЦХлІј№жёсјыұн1ЎЈ
ІЙУГЗ°ҪЗҙуЎўіЭёЯ°«ЎўіЭЙоЗіЎўіЭГЬҙуөД112030ЎБ0Ј®5өДОэБЦХлІјУлёЯГЬ¶ИРВРНёЗ°еЧйәПөДТ»¶Ф·ЦКбёұЈ¬ІЙУГЗ°ҪЗҙуЎўНдұііЭРОЎўЧӘТЖВКёЯөДN4030(B)ЎБ0Ј®9өА·тХлІјј°ЙПКцёчЦЦХлІјПаЕдМЧЈ¬ИЎөГ·ЦКбәГЎўГЮҪбЙЩөДБјәГР§№ыЎЈө«ТтОэБЦХлІјёЯ¶ИҪөөНЎўіЭЗіУл№ӨЧчҪЗөДјхРЎЈ¬ОХіЦПЛО¬өДДЬБҰУРЛщФцЗҝЈ¬ФЪјхЙЩГЮҪбөДН¬Кұ¶МИЮУРЛщФцјУЈ¬УҰҝјВЗЕдЦГәПАнөДКбАнЗҝ¶ИҪш¶шјхРЎОэБЦУлҙМ№хөДЛЩ¶ИЈ¬ТФјж№ЛГЮҪбУл¶МИЮЎЈ
1Ј®4Ј®4КбГЮ»ъУлО№ГЮПдТ»Ме»Ҝ
КбГЮ»ъУлО№ГЮПдКөПЦТ»Ме»ҜЈ¬О№ГЮПд·ЦЙПЎўПВГЮПдЈ¬ЙПГЮПдҙўГЮБҝКЬҝШУЪПВГЮПдөДёшГЮВЮАӯ(ЛЩ¶ИҝЙөч)Ј¬ІўЛіПтО№ёшЈ¬ИбРФОХіЦЎЈ
ОӘБЛјхРЎ¶ФПЛО¬өДЛрЙЛЈ¬ЦЈ·Д»ъЙијЖөДҝӘЛЙҙтКЦҪЗ¶Ө¶М¶шҙЦГЬЈ¬іКВЭРэЧҙЕЕБРЈ»За·Д»ъёДFA178РНГЮПдОӘFA179BРНГЮПдЈ¬ХыМеФцҙуПдМеИЭ»эЎўІўҪ«ҝӘЛЙҙтКЦҪЗ¶Ө№цНІЦұҫ¶јУҙуЦБ266mmЈ¬Н¬КұФцјУХлЕЕКэЎЈГЮПдСӯ»··з»ъіцҝЪЙијЖУРАыУЪО№ГЮВЮАӯ¶ФОХіЦПЛО¬өДЧӘТЖЈ¬ұЬГвО№ГЮВЮАӯІъЙъ·ө»ЁЈ¬ІўЗТУЕ»Ҝ№ӨТХЕдЦГЈ¬КөПЦПтПВГЮПдО№ёшөДПЛО¬ИзЎ°С©»ЁЖ®ЎұЧҙЎЈ
1Ј®4Ј®5јт»Ҝҙ«¶Ҝ»ъ№№
ХыёцБчіМІЙУГ¶аёцұдЖөөз»ъЎўPLC»т№ӨҝШ»ъҝШЦЖЈ¬јт»Ҝҙ«¶Ҝ»ъ№№ЎЈМШұрКЗОэБЦІЙУГұдЖөЧ°ЦГЈ¬ҝЙёщҫЭІ»Н¬ПЛО¬РФДЬУлО№ИлКбГЮ»ъуЫГЮҪб№№ј°ЧоЦХІъЖ·УГНҫЎўЦКБҝТӘЗуЈ¬КөПЦІ»Н¬ФӯБПІЙУГІ»Н¬КбАніЎЗҝ¶ИөДТӘЗуЈ¬ОӘҪвҫцҪбФУУл¶МИЮөДГ¬¶ЬҙҙФмБЛМхјюЎЈ
1Ј®5ЗеКбБӘҝШЦЖПөНіөДНкЙЖУлҙҙРВ
ЗеКбБӘДЬ·сН¶ИЛЙъІъК№УГТ»ёцЦШТӘЦКБҝЦёұкКЗЙъМх5mЦШБҝЖ«Іој°ЖдЦШБҝІ»ФИВКЈ¬ЛьГЗУліЙЙҙЦШБҝІ»ФИВКіКХэПа№ШЎЈ№ъІъЗеКбБӘТФЗ°іӨКұјдОҙДЬФЪЙъІъЙПУҰУГЈ¬№ШјьҫНКЗЙъМхЦШБҝЖ®ТЭЈ¬»ъМЁЦ®јдІоТмҙуЈ¬ЦШБҝІ»ФИВКЦёұкІоЈ¬ДСТФҙпөҪіЙЙҙЦШБҝІ»ФИВКөД»щұҫТӘЗуЎЈУ°ПмЙъМхЦШБҝІЁ¶ҜөДТтЛШәЬ¶аЈ¬БчіМЦРёчІҝС№БҰұд»ҜЎўФӯБПОпАнРФДЬұд»Ҝ(Пё¶И)Ј¬ОВКӘ¶ИөДІЁ¶ҜЈ¬ЧФөчФИХыЧ°ЦГөДОИ¶ЁРФЈ¬ҙ«ёРЖчБйГф¶ИЎўЦЖФмҫ«¶ИЈ¬КФСйИЛФұөчҝШ·Ҫ·ЁөИЎЈө«ЙиұёКЗ»щҙЎЈ¬№ъІъЗеКбБӘФЪҝШЦЖПөНі·ҪГжІ»¶ПҪшРРНкЙЖУлҙҙРВЈ¬ІЙУГБЛТФПВИэёц·ҪГжөДҝШЦЖ·Ҫ·ЁЎЈ
1Ј®5Ј®1 ҙУҝӘЗеГЮөҪКбГЮ»ъКөПЦБ¬РшҫщФИО№ГЮ
ёщҫЭКдГЮ№ЬөАС№БҰұд»ҜАҙҝШЦЖҝӘЗеГЮЧоәуТ»МЁО№ГЮВЮАӯЈ¬ұдЖөОЮј¶өчЛЩО№ГЮЈ¬МбёЯ№ЬөАПөНіөД№ӨЧчР§ВКЎЈјхРЎ№ЬөАС№БҰІЁ¶ҜәН¶ПРшО№ГЮФміЙөД¶ФЙПГЮПдөДіе»чЈ¬ОИ¶ЁЙПГЮПдөДС№БҰ¶ФМбёЯО№ГЮПдДЪГЮІгҫщФИО№ёшәНХыёцПөНіөДОИ¶ЁРФЖрөҪБЛ»эј«ЧчУГЈ¬ҙпөҪБ¬РшЎўҫ«ГЬЎўҫщФИО№ёшөДДҝөДЎЈ
ЦЈ·Д»ъФЪБ¬РшҫщФИО№ёшЧ°ЦГЦРІЙУГБЛБҪёцЧФУЙ¶ИөДPID+ДЈәэКэЧЦөчҪЪЖчҪшРРҝШЦЖЈ¬К№№©ГЮБҝДЬ№»ККУҰКбГЮ»ъІ»Н¬ҝӘМЁКэЈ¬И·ұЈ№ЬөАДЪС№БҰКјЦХО¬іЦФЪЙи¶ЁС№БҰЎА20 PaөД·¶О§ДЪЈ¬ұЈЦӨёч»ъМЁЙПГЮПдС№БҰҫщФИЈ¬ІЁ¶ҜФЪЙи¶Ё·¶О§ДЪЎЈ
За·Д»ъФЪБ¬РшҫщФИО№ёшЧ°ЦГЦРІЙУГFT301BПөНіЈ¬Ҫ«О№ГЮПдКдГЮ№ЬөАДЪС№БҰұд»ҜРЕПўәНКбГЮ»ъёч»ъМЁЛІКұөА·тҙ«¶Ҝөз»ъЖөВКұд»ҜРЕПў»гЧЬЧӘ»»ОӘөзРЕәЕЈ¬ІўУлЙи¶ЁЦөұИҪПЈ¬К№ҝӘЗеГЮөДёшГЮБҝёъЧЩұд»ҜЈ¬КөПЦОЮј¶ұд»ҜО№ёшЈ¬ҙУ¶шК№ЗеКбО№ёшПөНіұЈіЦО№ИЛУлЙъІъөДҫ«ГЬЖҪәвЈ¬ІўұЈЦӨКбГЮЙПГЮПд№ЬөАЙи¶ЁС№БҰФЪЎА20 PaөД·¶О§ЎЈјҙКөПЦБ¬РшҫщФИО№ГЮЈ¬ұЈЦӨЙПГЮПдЛІКұГЬ¶ИөДОИ¶ЁЎЈ
1Ј®5Ј®2КбГЮО№ГЮПдЙППВГЮПдІЙУГОЮј¶Б¬РшҫщФИО№ёш
ЦЈ·Д»ъFA117AРНО№ГЮПдЈ¬За·Д»ъFA179BРНО№ГЮПдЈ¬ҫщІЙУГЙППВГЮПдҪб№№Ј¬ПВГЮПдІЙУГ·з»ъНЁ№эҫІС№А©ЙўСӯ»·ҙөЖшЈ¬К№ПВГЮПдХыёц»ъ·щС№БҰҫщФИЎЈЧ°УРҪшҝЪҙ«ёРЖчЈ¬ёщҫЭПВГЮПдС№БҰҝШЦЖЙПГЮПдёшГЮВЮАӯұдЖөөз»ъЈ¬КөПЦБ¬РшО№ГЮЈ¬ұЈЦӨПВГЮПдС№БҰОИ¶ЁФЪЙи¶ЁЦө·¶О§ДЪЈ¬КөПЦО№ИЛКбГЮ»ъөДГЮІгҫщФИОИ¶ЁЎЈ
1Ј®5Ј®3ІЙУГЧФөчФИХы
(1)За·Д»ъЗеКбБӘІЙУГҪшҝЪSLTПөБРЧФөчФИХыЈ¬НЁ№эјмІвГЮІгәс¶ИәНГЮМхҙЦ¶ИЈ¬јЖЛг»ъҝШЦЖёшГЮВЮАӯЧӘЛЩКөПЦіӨЎў¶МЖ¬¶ОФИХыЎЈ
(2)ЦЈ·Д»ъЗеКбБӘІЙУГFTПөБР»мәП»·ЧФөчФИХыЈ¬НЁ№эјмІвО№ИлГЮІгәс¶ИәНГЮМх¶юХЯЧЫәПәс¶ИЈ¬јЖЛг»ъҪшРРҝШЦЖЈ¬ҝЙК№іӨЎўЦРЎў¶МЖ¬¶ОІ»ФИөГөҪёДЙЖЎЈ
ЗеКбБӘҝШЦЖПөНіөДИэёц»·ҪЪЈ¬З°БҪёцКЗ»щҙЎЈ¬Ц»УРКөПЦБ¬РшҫщФИО№ГЮЈ¬ІЕДЬұЈЦӨКдГЮ№ЬөАДЪГЮБчУлЖшБчөДПа¶ФОИ¶ЁЈ¬ІЕДЬК№ЙПГЮПд¶ФПВГЮПдөДО№ИлБҝОИ¶ЁЈ¬ГЮПдЛІКұГЬ¶ИОИ¶ЁЈ®ҙУ¶шІЕДЬёьәГөШ·ў»УЧФөчФИХыөДЧчУГЈ¬ұЈЦӨЙъМхЦШБҝІ»ФИВКУлЙъМхЦШБҝЖ«ІоЈ¬јхЙЩІўМхЦШБҝөчХыёь»»ұд»»іЭВЦөДҙОКэЎЈ
НЁ№эјёДкАҙөДКөјщУлІ»¶ПҙҙРВЈ¬№ъІъЗеКбБӘЙиұёөГөҪІ»¶ПНкЙЖЈ¬ЗеКбБӘҝШЦЖПөНіөДјјКхЛ®ЖҪТФј°ЙъМхЦШІ»ФИЎўЦШБҝЖ«ІоЦёұкТСҙпөҪН¬АаІъЖ·өД№ъјКЛ®ЖҪЎЈДҝЗ°ЙъМх5 mЦШБҝЖ«ІоДЬ№»ҙпөҪЙијЖұкЧјЎА2Ј®5ЈҘәПёсВК100ЈҘЎўЦШІ»ФИВК1Ј®5ЈҘЈ¬ҫш¶ФУЕУЪҙ«НіГЮҫнКбГЮЙъМхЦШІ»ФИ3Ј®5ЈҘЎ«4Ј®5ЈҘөДЛ®ЖҪЎЈ
1Ј®6ёДјдРӘОьОӘБ¬РшОь
Б¬РшОьПөНіЎўВЛіҫЙиұёөДУҰУГКЗЗеКбБӘПөНіІ»ҝЙИұЙЩөДЦШТӘЙиұёЈ¬№ъДЪТСҝӘ·ўҙу·зБҝ°еКҪВЛіҫЎў·дОСКҪВЛіҫј°ҪьДкАҙҙҙРВҝӘ·ўөДФІН°МЧ»·КҪВЛіҫ(ЛЧіЖ№ДКҪ)Ј¬ЖдҪб№№јтөҘЎўС№ІоРЎЎў№эВЛР§ВКёЯЎўО¬РЮ·ҪұгЎўФЛРРОИ¶ЁҝЙҝҝЈ¬¶ФЗеКбБӘөҘ»ъРФДЬ·ў»Уј°ПөНіөДХэіЈФЛРРЖрөҪ»эј«өДЧчУГЈ¬Н¬КұМбёЯБЛІъЖ·ЦКБҝЈ¬ёДЙЖБЛЙъІъ»·ҫіЎЈ
1Ј®7ІЙУГЦЗДЬјмІвјјКх
СЎУГТмРФПЛО¬јміэТЗҙъМжИЛ№ӨјміэТмРФПЛО¬Ј¬ҝЙТФЦЗДЬјмІвәНЧФ¶ҜЕЕіэТмРФПЛО¬Ј¬іэТСІЙУГИрКҝЦЖФмНвЈ¬№ъДЪЙъІъТмРФПЛО¬јміэТЗТІТСФЪЗеКбБӘЙПКФУГЎЈЖдіхІҪР§№ыОӘЈәРОЧҙІоТмҪПҙуөДЎўЙоЙ«өДПЛО¬¶јҝЙјміэЈ¬ө«НёГчЎўЗіЙ«өДТмРФПЛО¬јміэР§№ыІоЎЈ
1Ј®8 ПөНіЦРёчЦЦұЈ»ӨЧ°ЦГЗчУЪНкЙЖ
ЖшС№ҝШЦЖұЈ»ӨЎўҪрКфЕЕіэұЈ»ӨЎў»рҫҜЕЕіэұЈ»ӨЎўјұЙІіөұЈ»ӨЎўҪфјұ°ҙЕҘұЈ»ӨЎўЧҙМ¬јаІвұЈ»ӨЧ°ЦГөИИХЗчНкЙЖУлҝЙҝҝЎЈ
1Ј®9№ЬАнЎўО¬РЮЦрІҪНкЙЖ
ГюЛчіцЗеКбБӘЙиұёО¬РЮ№ӨЧчј°Жд№ЬАнЈ¬ЙъІъФЛЧӘ·ҪКҪЈ¬ЗеҪа№ӨЧчј°Жд№ЬАнЈ¬ЦКБҝұЈЦӨМеПөУлЦКБҝҝШЦЖТФј°ОВКӘ¶ИЎўВЛіҫөДФЛРРұкЧјј°Жд№ЬАнөИТ»ПөБРҫӯСйәНҙлК©ЎЈ