
МмИ»ІКЙ«ГЮөДҝӘ·ўКЗВМЙ«·ДЦҜЖ·өД·ўХ№·ҪПтЦ®Т»Ј¬·ыәПИЛГЗ¶ФТВЧЕРиЗуөД·ўХ№ЗчКЖәН»Ш№йЧФИ»өДіұБчЎЈОТ№ъІКЙ«ГЮЙъІъҙУЙПКАјН90ДкҙъІЕҝӘКјХжХэЖрІҪЈ¬СРҫҝәН·ўХ№өДКЖН·СёГНЈ®ёчөШЗш¶ј°СХвПоСРҫҝЧчОӘТ»ПоУРАыУЪ»·ұЈЎўЙъМ¬ЎўГжПт21КАјНХсРЛ·ДЦҜТөөДРВөДФціӨөгЎЈ№ъДЪҝЖС§јТҫӯ№эК®¶аДкөДСЎУэЎўТэҪшЈ¬ПЦФЪТСЕаУэіцБЛЧШЎўВМЎў»ЖЎўәмЎў»ТЎўЧПөИЖ·ПөЈ¬ІўЗТТСҫӯРОіЙТ»¶ЁөДЦЦЦІЙъІъДЬБҰЎЈДҝЗ°Ј¬ФЪёКЛаЎўәЈДПЎўЛДҙЁЎўРВҪ®өИөШТСҝӘКј№жДЈЦЦЦІІКЙ«ГЮЈ¬2003ДкОТ№ъІКГЮІъБҝ2Нт¶а¶ЦЈ¬ФЪҙЛ»щҙЎЙПТСУРТ»Р©өҘО»ФЪҪшРРІКЙ«ГЮІъЖ·өДМҪЛчУлҝӘ·ўЈ¬ІўИЎөГБЛТ»Р©ҫӯСйЎЈ
PVA¶аДкАҙТ»ЦұКЗГЮ·ДЦҜЖ·ЙПҪ¬өДЧојСҪ¬БПЈ¬Іў·ў»УЧЕҫЮҙуөДЧчУГЎЈө«ЛжЧЕЙз»бөД·ўХ№Ј¬PVA¶Ф»·ҫіОЫИҫөДСПЦШіМ¶ИФҪАҙФҪПФВ¶іцАҙЈ¬ІўЗТPVAҪ¬БПФЪЙПҪ¬Кұ»№ҙжФЪЧЕДЬәДҙуЎўҪ¬ДӨ№эУІЎўёЯОВКұТЧҪбЖӨЎў·ЦЙҙА§ДСЎўГ«УрНвВ¶ЎўНЛҪ¬І»ҫ»ЎўіЙұҫҪПёЯөИОКМвЎЈОӘБЛҪөөНPVAөДУГБҝЈ¬ҙпөҪ·ьМщГ«УрЈ¬ФцјУҪ¬ДӨөДИбИНРФЈ¬ҪөөНҪ¬БПіЙұҫЈ¬јхЗбНЛҪ¬КұЕЕ·ЕөД·ПЛ®¶Ф»·ҫіФміЙОЫИҫ¶шҙшАҙөДІъЖ·іцҝЪКЬөҪПЮЦЖөДәу№ЛЦ®УЗЈ¬УГВМЙ«»·ұЈҪ¬БПИЎҙъPvAТСКЗөұОсЦ®јұЎЈ
2МмИ»ІКЙ«ГЮПЛО¬МШөгј°¶ФЙПҪ¬өДТӘЗу
2Ј®1МмИ»ІКЙ«ГЮПЛО¬өДМШөг
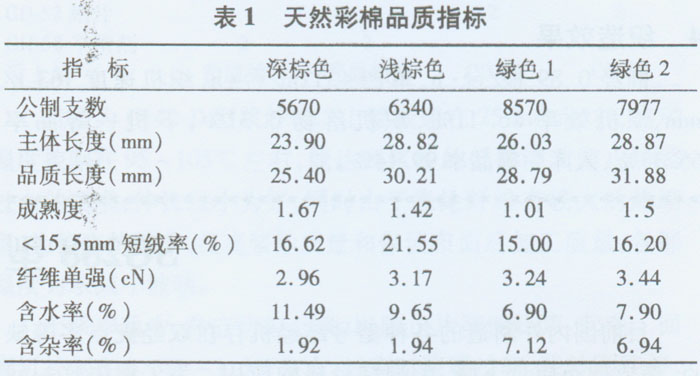
МмИ»ІКЙ«ГЮКЗГЮ»ЁөДТ»ёцЖ·ЦЦЈ¬ҫӯҝЖС§ҪзәНІъТөҪзУГЙъОп№ӨіМөИёЯРВјјКхҪшРРёДФмәуЈ¬ІКЙ«ГЮөДҝЙ·ДРФЦрҪҘМбёЯЈ¬УРөДҪУҪь°ЧГЮЦёұкЈ¬ө«КЗЈ¬ДҝЗ°ҙУКөјщЦР·ўПЦМмИ»ІКЙ«ГЮПЛО¬ЦчТӘҙжФЪөДОКМвУРЈә(1)ПЛО¬Пё¶ИЖ«ПёЎўіЙКм¶ИІоЎўПЛО¬Зҝ¶ИөНЎўПЛО¬іӨ¶ИЖ«¶МЎў¶МИЮВКёЯЎўГЮҪбФУЦКҪП¶аЈ¬Ц»ДЬЙъІъҙЦЦ§ІъЖ·Ј»(2)Й«Фу·ҪГжЙ«ЖЧІ»И«Ј¬ПКСЮ¶ИҪПІоЈ¬УИЖдКЗЙ«ЛШЙРЗ·ОИ¶ЁЈ»(3)ІъЖ·ДНЖшәтАО¶ИҪПІоЈ¬І»ДНҪПЗҝөД»ҜС§јУ№ӨЈ»(4)јЫёсҪПёЯЎЈХвР©К№МмИ»ІКЙ«ГЮөДјУ№ӨұШРлЙчЦШСЎФс№ӨТХЈ¬јИТӘЧўТвЗеҪаЙъІъЈ¬ұЈЦӨМмИ»ІКЙ«ГЮөДЙъМ¬Ўў»·ұЈМШРФЈ¬УЦТӘУЕСЎЎўУЕСЎ№ӨТХЈ¬ёДЙЖМмИ»ІКЙ«ГЮЙ«ЛШІ»ОИ¶ЁТэЖрЙ«ІоөДПЦПуЎЈұн1БРіцБЛ№ъДЪЧШЙ«әНВМЙ«БҪЦЦСХЙ«Ўў4ёцЖ·ПөМмИ»ІКЙ«ГЮ»ЁөДЖ·ЦКЦёұкЎЈ
2Ј®2МмИ»ІКЙ«ГЮПЛО¬¶ФЙПҪ¬өДТӘЗу
МмИ»ІКЙ«ГЮЙҙөДЗҝБҰЎўөҜРФҫщұИ°ЧГЮІоЈ¬ұнГжГ«ИЧ¶аЈ¬Ль¶ФҪ¬ТәөДТӘЗуҪПёЯЎЈјИТӘУРҪПәГөДЙшНёЈ¬ТФККөұФцЗҝЈ¬УЦТӘУРБјәГөДұ»ёІЈ¬ТФМщ·ьГ«УрЈ¬РОіЙИбИ͹⻬өДҪ¬ДӨЈ»јИТӘК№Ҫ¬ЙҙҫЯУРТ»¶ЁөДёХРФЈ¬УЦТӘ·АЦ№№эУЪҙЦУІ¶ш·ўЙъҙа¶ПН·ЎЈ
3Ҫ¬Йҙ№ӨТХөДСЎФс
3Ј®1Ҫ¬БПСЎФс
·ДЦҜЖ·јУ№Ө№эіМЦРөДҫӯЙҙЙПҪ¬№ӨРтКЗ·ДЦҜі§ЦчТӘөДОЫИҫФҙЦ®Т»Ј¬ХвЦчТӘАҙФҙУЪҪ¬БПұҫЙнәНЙъІъҪ¬БПөД№эіМј°Ҫ¬БПК№УГәуөДНЛҪ¬№эіМЎЈТтҙЛВМЙ«»·ұЈҪ¬БПЧо»щұҫөДТӘЗуКЗФЪЙъіӨ»тЙъІъ№эіМЦРОҙКЬОЫИҫ(Изөн·ЫАаЦІОпЙъіӨ№эіМЦРЙұіжјБЎўіэІЭјБөДК№УГ)Ј¬ЙъІъ№эіМЦРІ»ОЫИҫ»·ҫіЈ¬К№УГ№эіМЦР¶ФИЛМеЎў»·ҫіОЮәҰЈ¬ҝЙ»ШКХАыУГЈ¬ҝЙЧФИ»ҪөҪвөИЎЈҙЛНвЈ¬УЙУЪМмИ»ІКГЮөДЙ«ЛШІ»ОИ¶ЁЈ¬УцөҪЛбЎўјој°ЗҝСх»ҜјБЙ«ЛШ»б·ўЙъұд»ҜЈ¬СЎФсТФFzТ»1БЧЛбхҘұдРФөн·ЫОӘЦчөДҪ¬БПТәЎЈ
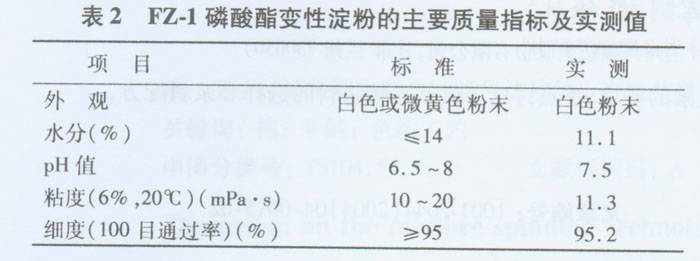
FZ-1БЧЛбхҘұдРФөн·ЫКЗөн·ЫЦРфЗ»щУлБЧЛб·ҙУҰЙъіЙөДТ»ЦЖіЙөДұЎДӨұИҪПНёГчЈ¬ТЧНдЗъЈ¬ҪПЗҝИНЈ¬Ҫ¬ДӨИбИнЈ¬ЙміӨәНДНДҘРФҪПёЯЈ¬НЛҪ¬ИЭТЧЈ¬ө«Зҝ¶ИҪПөНЎЈFZЎӘ1БЧЛбхҘұдРФөн·ЫөДЦчТӘЦКБҝЦёұкІвКФҪб№ыјыұн2ЎЈ
3Ј®2Ҫ¬БПЕд·Ҫ
ЦҜОп№жёсОӘC14Ј®6 x 14Ј®6 523Ј®5ЎБ283 119Ј®4cmөДіДЙАГжБПЎЈ
Ҫ¬БПЕд·ҪЈәFZЎӘ1БЧЛбхҘұдРФөн·Ы60kgЈ¬PVA-205ОӘ5kgЈ¬LMA-98ОӘ12kgЈ¬sLM0-96ОӘ2kgЈ¬өчҪ¬Ме»э0Ј®75m3ЎЈ
ёГЖ·ЦЦГЬ¶ИҙуЈ¬Пё¶ИРЎЈ¬ЙҙПЯГ«УрҪП¶аЈ¬Ҫ¬ЙҙёІёЗПөКэҙуЈ¬ОӘұЈЦӨҪ¬ЙҙЦКБҝЈ¬ЙъІъЦРІЙИЎЎ°ёЯЕЁөНХіЈ¬РЎХЕБҰЈ¬ұ»ёІЙшНёјж№ЛЎұөД№ӨТХФӯФтЈ¬ТФҙпөҪФцЗҝЎўұЈЙмЎўМщ·ьГ«УрөДДҝөДЎЈ
Ҫ¬Йҙ№ӨТХІОКэЈәіөЛЩ20mЈҜminЈ¬»ШіұВК6Ј®7ЈҘЈ¬ЙПҪ¬ВК9Ј®8ЈҘЈ¬Ҫ¬ІЫОВ¶И97ЎжЈ¬Ҫ¬ІЫХі¶И12sЈ¬ФцЗҝВК34Ј®4ЈҘЈ¬јхЙмВК14Ј®6ЈҘЎЈ
4ЦҜФмР§№ы
¶Пҫӯ0Ј®89ёщЈҜМЁ•hЈ¬өҘІъ4Ј®12mЈҜМЁ•hЈ¬ЦҜ»ъЛЩ¶И163 rЈҜminЈ¬ЦҜ»ъР§ВК86Ј®11ЈҘЈ¬ЦҜ»ъВдОп0Ј®31ЈҘЈ¬ПВ»ъТ»өИЖ·ВК65Ј®33ЈҘЈ¬ИлҝвТ»өИЖ·ВК99Ј®14ЈҘЎЈ
5ҪбУп
(1)МмИ»ІКЙ«ГЮөДҝӘ·ўКЗВМЙ«·ДЦҜЖ·өД·ўХ№·ҪПтЦ®Т»Ј¬јУ№ӨЦРұШРлЙчЦШСЎФс№ӨТХЈ¬ТӘЧўТвЗеҪаЙъІъЈ¬ұЈЦӨМмИ»ІКЙ«ГЮөД»·ұЈМШРФЎЈ
(2)МмИ»ІКЙ«ГЮПЛО¬»№ҙжФЪЧЕПЛО¬Пё¶ИЖ«ПёЎўіЙКм¶ИІоЎўПЛО¬Зҝ¶ИөНЎўПЛО¬іӨ¶ИЖ«¶МЎў¶МИЮВКёЯЎўГЮҪбФУЦКҪП¶аЎўЙ«ЖЧІ»И«ЎўПКСЮ¶ИҪПІоЈ¬УИЖдКЗЙ«ЛШЙРЗ·ОИ¶ЁөИИұөгЈ¬јУ№ӨЦРұШРлҝјВЗХвР©ОКМвЎЈ
(3)FZ-1БЧЛбхҘұдРФөн·ЫөДХіёҪРФДЬәГЈ¬Хі¶ИОИ¶ЁЈ¬Ҫ¬ДӨ№в»¬НкХыЈ¬Ҫ¬ТәЙшНёРФәГЈ¬Ҫ¬ЙҙТЧ·ЦҪКЈ¬Г«УрМщ·ьВКёЯЈ¬өҜРФҙу·щёДЙЖЎЈЦҜ»ъҝӘҝЪЗеОъЈ¬ЦҜ»ъР§ВКПФЦшМбёЯЎЈКөјщЦӨГчЈ¬ФЪТ»¶Ё·¶О§ДЪFZ-1БЧЛбхҘұдРФөн·ЫҝЙ100ЈҘИЎҙъPVAЈ¬ЗТДЬёДЙЖҪ¬ЙҙҝЙЦҜФмРФДЬЎЈ
(4)ІЙУГFZ-1БЧЛбхҘұдРФөн·Ы¶ФМмИ»ІКЙ«ГЮЙҙЙПҪ¬Ј¬ҝЙТФјхЙЩPVAөДК№УГБҝЈ¬УРАыУЪ»·ҫіұЈ»ӨЈ¬ҙЛНвЈ¬FZ-1БЧЛбхҘұдРФөн·ЫөДјЫёсөНБ®Ј¬ЦуҪ¬әДЖыБҝРЎЈ¬Ҫ¬ЙҙіЙұҫҪПөНЎЈ