
1Θ° ‘―ιΫαΙϊ”κΖ÷Έω
1Θ°1 ‘≠Νœ–‘Ρή”κ―Γ≈δ
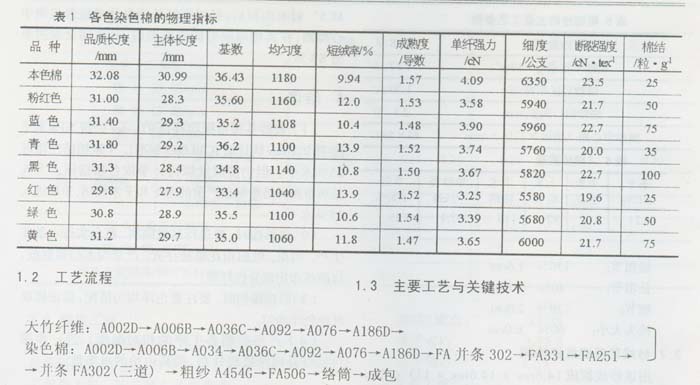
Χλ÷ώœΥΈ§ΘΚ―Γ”ΟΚ”±± ΓΦΣόΜΜ·œΥ≥ß…ζ≤ζΒΡ÷ώœΥΈ§Θ§œΗΕ»1Θ°65dtexΘ§≥ΛΕ»38mmΘ§Η…«Ω4Θ°41cNΘ·dtex Σ«Ω3Θ°9cNΘ·texΘ§Η……λ≥Λ19Θ°8ΘΞΘ§Κ§”Ά¬ 0Θ°35ΘΞΘ§÷ ΝΩ±»ΒγΉη1g Π― mΈΣ8Θ°8Θ§≥§≥ΛœΥΈ§¬ ΚΆ±Ε≥ΛœΥΈ§¬ ΈΣ0ΘΞΓΘ
»Ψ…ΪΟόœΥΈ§ΘΚ±Ψ…ΪΟόΨ≠Ιΐ»Ψ…ΪΦ”ΙΛΚσΘ§≥ΛΕ»±δΕΧΘ§Ψυ‘»Ε»±δ≤νΘ§ΕΧ»ό¬ …ΐΗΏΘ§ΒΞœΥ«ΩΝΠ±δΜ·Β»ΧΊΒψΘ§¥ΥΆβΘ§ΜΙ¥φ‘ΎΒ·–‘±δ≤νΘ§Χλ»ΜΨμ«ζΚΆ±ßΚœΝΠ±δ≤νΘ§ΑϋΦδ”κ≈ζΦδ…Ϊ≤ν¥σΘ§«“”–‘”…Ϊœ÷œσΓΘΈΣΧαΗΏ…Ϊ…¥÷ ΝΩΘ§”Π―Γ‘ώΫœΚΟΒΡ‘≠ΟόΫχ––»Ψ…ΪΓΘΤδ–‘ΡήΦϊ±μ1Υυ ΨΓΘ
1Θ°3Θ°1ΖΡ…¥«Α‘Λ¥Πάμ‘ΛΜλΚœΖΫΖ®
‘ΎΧλ÷ώœΥΈ§…œ≈γ»ς0Θ°75ΘΞΩΙΨ≤ΒγΦΝΘ§“‘Φθ…ΌΨ≤ΒγΘ§“‘±ψΚσΒάΙΛ–ρΥ≥άϊΫχ––ΓΘ“Σ―œΗώΩΊ÷Τ»Ψ…ΪΟόΒΡΜΊ≥±¬ Θ§“ρΈΣΆ§≥±¬ ¥σ–ΓΜα”Αœλ…ΪΟόΒΡ…ΪœύΘ§ΙΐΗΏΒΡΜΊ≥±¬ Μα‘ωΦ”«εΗ÷T–ρΒΡΩΣΥ…≥ΐ‘”Ρ―Ε»ΓΘ“ρΈΣ«εΟόΜλΟό≤Μ“ΉΩΊ÷ΤΜλΖΡ±»Θ§…ΪΟό”κΧλ÷ώœΥΈ§ΜλΚœ≤…”Ο≤ΔΧθΜλΚœΖΫΖ®.
1Θ°3Θ°2Ης÷ς“ΣΙΛ–ρΙΛ“’≤Έ ΐ
1Θ°3Θ°2Θ°1«εΜ®ΙΛ–ρ
Χλ÷ώœΥΈ§≥ΛΕ»≥ΛΘ§’ϊΤκΕ»ΚΟΘ§Κ§‘”Ϋœ–ΓΘ§Ϋœ≈νΥ…Θ§ΥΤ±ßΚœΝΠ≤νΘ§»ί“ΉΩΣΥ…Θ§Ι ¥ρΜςΥΌΕ»≤ΜΡήΧΪΗΏΘ§≤Δ Β±Υθ–Γ≥ΨΑτΈ ΗτΨύΘ§ Β±‘ωΦ”¥ρ ÷”κ≥ΨΑτΦδΗτΨύΘ§±ήΟβ…ΥœΥΈ§ΚΆ‘ωΦ”ΕΧ»ό¬ Θ§Χλ÷ώœΥΈ§≥ Χλ»Μ÷–Ω’ΒΡΚαΫΊΟφΘ§ΜΊ≥±¬ ”κ’≥ΫΚΫ”ΫϋΘ§ΈΣ±ήΟβ’≥ΨμΘ§”Π≤…”ΟΦ”»κ¥÷…¥ΚΆ≤…¥®ΑΦΆΙ¬όά≠Θ§Έ¬ ΣΕ» «”ΑœλΧλ÷ώœΥΈ§ΨμΉ”ΡΎ‘Ύ÷ ΝΩΒΡ“ΜΗωΙΊΦϋ“ρΥΊΘ§“ρ¥Υ«εΜ®≥ΒΦδΈ¬Ε»―Γ‘ώ27ΓφΓΪ33ΓφΘ§œύΕ‘ ΣΕ»50ΘΞΓΪ55ΘΞΘ§ΤδΙΛ“’≤Έ ΐΈΣΘΚΨμΉ”Ε®ΝΩ385gΘ·mΓΪ395gΘ·mΘ§A036C¥ρ ÷ΥΌΕ»425 r/minΘ§≥…ΨμΜζ¥ρ ÷ΥΌΕ»865rΘ·minΘ§ΟόΨμ¬όά≠ΥΌΕ»11Θ°5rΘ·minΘ§A036C¥ρ ÷”κΗχΟό¬όά≠ΗτΨύ11 mmΘ§ α’κ¥ρ ÷ΥΌΕ»495rΘ·minΘ°¥ρ ÷”κΑΰΟό¬όά≠ΗτΨύ2Θ°5mmΘ§A092 Ϋ«ΕΛΝ±ΥΌΕ»50mΘ·minΘ§Ψμ÷ΊΝΩ≤Μ‘»¬ 1Θ°2ΘΞ“‘œ¬Θ°÷Ό≥Λ¬ 1Θ°35ΘΞ“‘œ¬.
»Ψ…ΪΟό“‘ΩΣ«εΜλΚœΈΣ÷ςΘ§ΕύΥ……Ό¥ρΓΔΕύΜλ…Ό¬δΓΔΕύΑϋΉΞ»ΓΓΔΕύΑϋΜλΚœΓΔ¥ρ αΫαΚœΓΔ‘γ¬δ…ΌΥιΘ§ΈΣΖά÷ΙΙΐΖ÷Υπ…ΥœΥΈ§Εχ‘ωΦ”ΕΧ»όΘ§“Σ«σ‘ΎΩΣ«εΟόΒΡΒΎ“ΜΫΉΕΈ“‘≥ΕΥ…ΚΆΉ‘”…¥ρΥ…ΈΣ÷ςΘ§ΒΎΕΰΫΉΕΈ“‘Ϋœ¥÷ΒΡΈ’≥÷¥ρΥ…ΈΣ÷ςΘ§ΕχΉνΚσΫΉΕΈ‘ρ“‘ΫœœΗΟήΒΡΈ’≥÷¥ρΥ…ΈΣ÷ςΓΘΗς≤ΩΦΰ¥ρ ÷ΥΌΕ»ΫΒΒΆ19ΘΞΉσ”“Θ§Νς≥Χ≤ΜΨ≠ΙΐA036BΘ§“‘Φθ…Ό“ΜΗω¥ρΜςΒψΘ§―œΗώΖΔ≈≈ΑϋΆ§÷¥––Θ§≤ΔΉωΚΟΜΊΜ®ΒΡΜΊ”ΟΙΛΉςΘ§A076C–Ά≥…ΨμΜζΒΡΉέΚœ¥ρ ÷≤…”Ο α’κ ΫΘ§Φθ…ΌΟόΩι( χ)ΒΡΖ¥Η¥ΙωΕ·Θ§Ζά÷ΙœΥΈ§Ψά≤χ≥…Ά≈ΓΘ≈≈Αϋ ±“Σ”κΤδΥϋœΥΈ§ΗτΩΣΘ§Ζά÷Ι“λ–‘œΥΈ§Μλ»κΓΘA002D–ΆΉΞΟόΜζ“Σ…ΌΉΞΓΔ«ΎΉΞΓΔ…Ό¥ρΜςΘ§“‘ΧαΗΏΜλΚœΨυ‘»–‘Θ§A006B¥ρ ÷ΥΌΕ»420rΘ·minΘ§A036C¥ρ ÷ΥΌΕ»485rΘ·minΘ§A092¥ρ ÷ΥΌΕ»420rΘ·minΘ§A076ΉέΚœ¥ρ ÷ ΥΌΕ»800r/minΘ§’β―υΡή‘ Ζ÷ΖΔΜ”ΟόœδΒΡΜλΚœΨυ‘»Ής”ΟΘ§÷ς“ΣΙΛ“’≤Έ ΐΈΣΘΚΨμ÷ΊΝΩ380gΘ·min-395gΘ·minΘ§…λ≥Λ¬ 1Θ°4ΘΞ“‘œ¬Θ§÷ΊΝΩ≤Μ‘»¬ 1Θ°25ΘΞ“‘ΡΎ.
1Θ°3_2_2 αΟόΙΛ–ρ
Χλ÷ώœΥΈ§’ϊΤκΕ»ΚΟΘ§±ßΚœΝΠ–ΓΘ§ αΟόΜζ≤…”ΟΓΑ«αΕ®ΝΩΓΔΒΆΥΌΕ»ΓΔ÷–ΗτΨύΓΔ–Γ’≈ΝΠΓ±ΒΡΙΛ“’‘≠‘ρΘ§ΈΣΗϋΚΟΒΊ αάμΚΆ≥ΐ‘”Θ§’κ≤Φ“Σ±Θ≥÷ΥΡΖφ“ΜΉΦΘ§“‘ΧαΗΏΟόΆχ«εΈζΕ»ΚΆΦθ…Ό≥……¥ΟόΫαΓΘ≤…”Ο÷–ΗτΨύΑεΡήΦθ…ΌœΥΈ§Υπ…ΥΘ§Εχ«“ΜΙΡή”–άϊ”ΎΖ÷ αΘ§‘ωΦ”œΥΈ§‘ΎΈΐΝ÷Η«ΑεΦδΖ÷ αΚΆΉΣ“ΤΘ§Φθ…ΌœΥΈ§‘ΎΝΫ’κΟφΦδΤ·ΗΓΚΆ¥ξ»ύΘ§¥”ΕχΦθ…ΌΟόΫαΚΆ…¥¥ΟΓΘ≤…”ΟΫœ–ΓΒΡΟόΆχ’≈ΝΠΘ§ΫΒΒΆΟόΆχ“Ή¬δΆχΒΡœ÷œσ Β±ΫΒΒΆΗς≤Ω αάμΥΌΕ»Θ§¥ΧΙθΥΌΕ» Β±ΫΒΒΆΘ§ΕχΈΐΝ÷¥ΧΙθΦδΥΌ±» Β±ΧαΗΏΘ§“‘±Θ÷ΛœΥΈ§Υ≥άϊΉΣ“ΤΘ§ αΟόΙΛ“’≤Έ ΐΈΣΘΚ…ζΧθΕ®ΝΩ18Θ°0gΘ·5mΓΪ18Θ°6gΘ·5mΘ§¥ΧΙθΥΌΕ»815rΘ·minΘ°ΈΐΝ÷ΥΌΕ»330rΘ·minΘ§Βά¥σΥΌΕ»21Θ°5rΘ·minΘ§Η«ΑεΥΌΕ»84mmΘ·min,ΈΐΝ÷-Η«ΑεΦδΨύ0Θ°25mmΘ§0Θ°23mmΘ§0Θ°20mmΘ§0Θ°20mmΘ§0Θ°23mmΘ§ΈΐΝ÷-Βά¥σΗτΨύ0Θ°13mmΓΘ
»Ψ…ΪΟό«ΩΝΠΒΆΘ§ΈΣ±ήΟβΥπ…ΥœΥΈ§Θ§”Π Β±ΫΒΒΆΗς≤ΩΥΌΕ»ΓΘ“ρ»Ψ…ΪΟόΒΡ≥… λΕ»ΒΆΘ§…ζΧθΕ®ΝΩ”ΠΤΪ«αΩΊ÷ΤΘ§Ω…Φθ«α’κΟφΗΚΚ…Θ§ΗΡ…Τ αάμ–ßΙϊΘ§Ε‘Οό χΫχ––œΗ÷¬Υ…ΫβΘ§≤ΔΦθ–ΓœΥΈ§Φδ¥ξΉΣΘ§Ζά÷Ι–¬ΟόΫα‘ωΦ”Θ§≥ω≥ΨΒΕ≤…”ΟΗΏ–ΓΫ«Ε»Θ§“‘‘ωΦ”Εύ≈≈‘”÷ ΒΡ–ßΙϊΓΘ≤…”Ο»π ΩΗώά≠¥σ’κ≤ΦΘ§Φ”«ΩœΥΈ§ΒΡΖ÷ αΘ§“‘ΧαΗΏœΥΈ§ΒΡ…λ÷±ΤΫ––Ε»ΓΘΤδΙΛ“’≤Έ ΐΈΣΘΚΕ®ΝΩ20g/15m-21Θ°32gΘ·5mΘ§ΈΐΝ÷ΥΌΕ»ΘΚ305rΘ·minΘ§¥ΧΙθΥΌΕ»800r/minΘ§Η«ΑεΥΌΕ»198ΓΪ218mmΘ·minΘ§ΈΐΝ÷-¥ΧΙθΗτΨύ0Θ°16mmΘ§ΗχΟόΑε“Μ¥ΧΙθΗτΨύ0Θ°16mmΘ§ΈΐΝ÷-Βά¥σΗτΨύ0Θ°10mmΘ§Βά¥σΥΌΕ»18Θ°5rΘ·minΓΪ19Θ°5rΘ·minΘ§ΈΐΝ÷-Η«ΑεΗτΨύ(mm)ΈΣ0Θ°23Θ§0Θ°20Θ§0Θ°18Θ§0Θ°18Θ§0Θ°20ΓΘ
1.3Θ°2.3ΨΪ αΙΛ–ρ
“ρ»Ψ…ΪΟόΨυ‘»Ε»≤νΓΔΕΧ»ό¬ ΗΏΓΔ≥… λΕ»≤ν“λ¥σΓΔΒΞœΥ«ΩΝΠ¥σΓΔΟόΫαΕύΒ»ΧΊΒψΘ§≤Δ«“…ζΧθ÷–Κ§”–¥σΝΩΒΡΕΧ»όΚΆ‘”÷ Θ§«“œΥΈ§ΒΡ…λ÷±ΤΫ––Ε»Ϋœ≤νΘ§Υυ“‘±Ί–κΫχ––ΨΪ αΦ”ΙΛΘ§“‘≈≈≥ΐΕΧ»όΚΆΦθ…ΌΟόΫα‘”÷ Θ§ΧαΗΏœΥΈ§’ϊΤκΕ»Θ§ΤΫ––…λ÷±Ε»ΚΆΖ÷άκΕ»Θ§ΫΒΒΆΧθΗ…≤Μ‘»¬ Θ§“‘ΧαΗΏ≥……¥÷ ΝΩΘ§≤…”Ο’ϊΧεΈΐΝ÷ΚΆΕ®ΝΩΤΪ«αΒΡ–ΓΨμΘΜΆ§ ±“Σ±Θ≥÷ΈΐΝ÷ΚΆΕΞ α’κ≥ίΖφάϊΘ§‘ω¥σ¬δΟόΗτΨύΘ§Φθ…Ό…ΪΟόœΥΈ§ΒΡΖ¥Η¥ α¥ξΘ§Φθ…ΌΟόΫα ΐωΫΘ§ΨΪ α¬δΟό¬ ΩΊ÷Τ‘Ύ18ΘΞΓΪ22ΘΞ÷°ΦδΘ°
1Θ°3Θ°2Θ°4≤ΔΧθΙΛ–ρ
…¥ΧθΒΡΜλΚœ±»άΐ «ΖώΉΦ»Ζ «±Θ÷Λ…ΪΖΡ…¥…Ϊ≤νΚΆ÷ ΝΩΒΡΙΊΦϋΓΘ“ΣΚœάμ―Γ‘ώ¥ν≈δΗυ ΐΚΆ¥ν≈δΈΜ÷ΟΘ§Υθ–ΓΧ®Φδ”Ύ―έΦδΒΡ…Ϊ‘σ≤ν“λΘ§»Ζ±Θ λΧθ…Ϊ‘σΨυ‘»Έ»Ε®ΘΜ≤…”ΟΥ≥«Θ…λΙΛ“’≈δ÷ΟΘ§“‘ΗΡ…ΤœΥΈ§ΒΡ÷Ό÷±ΤΫ––Ε»Θ§ Ι”–…ΪΟόΖ÷≤ΦΨυ‘»Θ§Μλ±»’ΐ»ΖΘΜ…ΪΟόœΥΈ§”≤¥ύΘ§“ΉΕœΝ―Θ§“ΜΑψΫΪ…ΪΟόΧθ≈≈‘Ύ÷–ΦδΘ§“‘Φθ…Ό…ΪΟόœΥΈ§ΒΡΥπ…ΥΘΜΖΡ…ΪΖΡ…¥“Σ Β±ΫΒΒΆ≤ΔΧθΜζΥΌΕ»Θ§“‘Φθ…ΌΟόΫαΘ§≤ΔΧθΙΛ–ρ“Σ“‘ΧαΗΏœΥΈ§ΒΡ…λ÷±ΤΫ––Ε»Θ§ΗΡ…ΤΧθΉ”ΡΎ≤ΩΫαΙΙΈΣ÷ΊΒψΘΜ≤ΔΧθΜζ≤…”Ο―ΙΝΠΑτ«Θ…λΚΆΥ≥«Θ…λΘ§“‘ΗΡ…Τ λΧθΧθΗ…Θ§ΫΒΒΆœΥΈ§“ΤΨύΤΪ≤νΚΆΦθ…Ό“βΆβ«Θ…λΘ§‘Ύ«Θ…λΙΐ≥Χ÷–Θ§“Σ±Θ≥÷«Θ…λ«χΡΠ≤ΝΝΠΫγΒΡ«ΩΕ»ΚΆΈ»Ε®–‘Θ§“‘Φ”«ΩΕ‘œΥΈ§‘ΥΕ·ΒΡ”––ßΩΊ÷ΤΓΘ«τœΥΈ§±ßΚœΝΠ≤νΘ§ά°Α»ΩΎΨΕ Β±Ζ≈–ΓΘ°Ρή‘Φ χΧθΉ”Θ§ΧαΗΏ λΧθΧθΗ…Θ°ΫΒΒΆ÷ΊΝΩ≤Μ‘»¬ Θ§≥ΒΥΌ Β±ΫΒΒΆΘ§±ήΟβ≤χ»Τ¬όά≠ΫΚΙθΘ§ΤδΙΛ“’≤Έ ΐΦϊ±μ2ΓΘ

1Θ°3Θ°2Θ°5¥÷…¥”κœΗ…¥ΙΛ–ρ
¥÷…¥ΙΛ–ρΑ¥ΓΑΒΆΥΌΕ»ΓΔ¥σ’≥Ε»ΓΔ¥σ÷αœρΨμ»ΤΟήΕ»ΓΔ–ΓΦ·ΚœΤςΚΆ«·ΩΎΗτΨύΓ±ΒΡΙΛ“’‘≠‘ρΓΘΖΔΜ”÷ς«Θ…λ«χΒΡ÷ςΒΦΉς”ΟΘ§”–άϊ”ΎΩΊ÷ΤΗΓ”ΈœΥΈ§Θ§“ρΈΣœΥΈ§Φδ±ßΚœΝΠ–ΓΘ§¥÷…¥‘ΎœΗ…¥Μζ…œ“Ή≤ζ…ζ“βΆβ…λ≥ΛΘ§Υυ“‘¥÷…¥Ε®≥Λ≤Μ“ΥΙΐ¥σΘΜ Β±ΫΒΒΆΕßΥΌΘ§Έ»Ε®¥÷…¥’≈ΝΠΘ§ΡήΧαΗΏœΥΈ§ΒΡ…λ÷±ΤΫ––Ε»Θ§Φθ…Ό“βΆβ«Θ÷ΌΚΆΖΔΟΪ¥÷…¥Θ§ΧαΗΏ¥÷…¥ΧθΗ…Υ°ΤΫΓΘ¥÷…¥ΗυΨί»Ψ…ΪΟό–‘ΡήΚΆΧλ÷ώœΥΈ§ΒΡΧΊΒψΘ§ΫΪΚσ«χΗτΨύ Β±Υθ–ΓΘ§Ω…±Θ÷ΛœΥΈ§‘ΎΚσ«χ‘ Ζ÷÷Ό…ΧΘ§≤ΔΦθ…ΌœΥΈ§Υπ…ΥΓΘ Β±‘ω¥σ¥÷…¥ΡμΕ»Θ§÷αœρΚΆΨΕœρΨμ»ΤΟήΕ»Θ§Ε‘ΗΡ…Τ¥÷…¥÷ ΝΩΚΆΧαΗΏœΗ…¥ΉέΚœ÷ ΝΩΦΪΈΣ÷Ί“ΣΓΘΤδ”≈Μ·ΙΛ“’≤Έ ΐΈΣΘΚ¥÷…¥Ε®ΝΩ4Θ°2gΘ·10mΓΪ4Θ°6gΘ·10mΘ§Κσ«χ«Θ…λ±Ε ΐ1Θ°25±ΕΓΪ1Θ°32±ΕΘ§ΡμœΒ ΐ80ΓΪ88Θ§ΕßΥΌ500rΘ·minΓΪ550rΘ·minΘ§«Α¬όά≠ΥΌΕ»142rΘ·minΓΪ160rΘ·minΘ§÷αœρΨμ»ΤΟήΕ»3Θ°327»ΠΘ·cmΓΪ3.375»ΠΘ·cmΘ§ΗτΨύ22 x 28mmΘ§Φ”―ΙΝΩΈΣ26ΓΝ15ΓΝ18kgΘ·ΥΪΕßΘ§«·ΩΎΗτΨύ3Θ°0mmΓΪ4Θ°0mmΘ§÷–«χΦ·ΚœΤς6ΓΝ4mm-8ΓΝ6mmΘ§«Α«χΦ·ΚœΤς8mmΓΪ10mmΘ§»χ œΧθΗ…≤Μ‘»¬ 15Θ°8“‘œ¬Θ§¥÷…¥÷ΊΝΩ≤Μ‘»¬ ‘Ύ0Θ°7ΘΞ“‘œ¬ΓΘ
œΗ…¥ΙΛ–ρ≤…”ΟΒ·Μ…“ΓΦήΦ”―ΙΓΔ»μΒ·≤Μ¥ΠάμΫΚΙθΓΔΡΎΆβΜ®ΈΤΫΚ»ΠΓΔΤχ»ΠΩΊ÷ΤΜΖΓΔΙζ≤ζ…œœζΓΔ–ΓΩΉΨΕΕΤ¥…ΒΦ…¥Ι≥ΚΆ…χΝρΗ÷ΝλΗ÷ΥΩ»ΠΘ§Κσ«χ«Θ…λ±Ε ΐΤΪ–Γ’ΤΈ’Θ§Φ·÷–«Α«χ«Θ…λΘ§“‘Φ”«ΩœΥΈ§‘Ύ«Θ…λΙΐ≥Χ÷–ΒΡ”––ßΩΊ÷ΤΘ§≤…”Ο–¬–ΆΕߥχΘ§ΦΑ ±Φλ≤ιΕߥχ’≈ΝΠΚΆΕßΥΌΘ§ΨΓΝΩΦθ–ΓΕßΥΌ≤ν“λΘ§ΫΒΒΆΡμΕ»≤Μ‘»¬ Θ§“‘ΧαΗΏΒΞ…¥«ΩΝΠΚΆΫΒΒΆΒΞ«ΩCV÷ΒΘ§œΗ…¥ΡμΕ»ΤΪ¥σΩΊ÷ΤΘ§“‘±Θ≥÷–κΧθΦδΒΡΫτΟήΕ»Θ§‘ωΦ”œΥΈ§ΦδΒΡ±ßΚœΝΠΘ§ΧαΗΏ≥……¥÷ ΝΩΤδΙΛ“’≤Έ ΐΘΚΡμœΒ ΐ350ΓΪ375Θ§ΕßΥΌ12500rΘ·minΓΪ13500rΘ·minΘ§«·ΩΎΗτΨύ2Θ°5mmΓΪ3Θ°0mm,ΗτΨύ18Θ°5ΓΝ29mmΘ§«Α¬όά≠ΥΌΕ»160rΘ·min-165rΘ·minΘ§ΤΫΨυ≥……¥ΧθΗ…CV÷ΒΈΣ14Θ°8ΘΞΘ§ΑΌΟΉ÷ΊΝΩΤΪ≤νΤΫΨυ÷ΒΈΣ+0Θ°2ΘΞ-+0Θ°3ΘΞΘ§÷ΊΝΩ≤Μ‘»¬ ‘Ύ0Θ°8ΘΞ“‘œ¬ΓΘ
2 ≥……¥÷ ΝΩ«ιΩω(Φϊ±μ3)
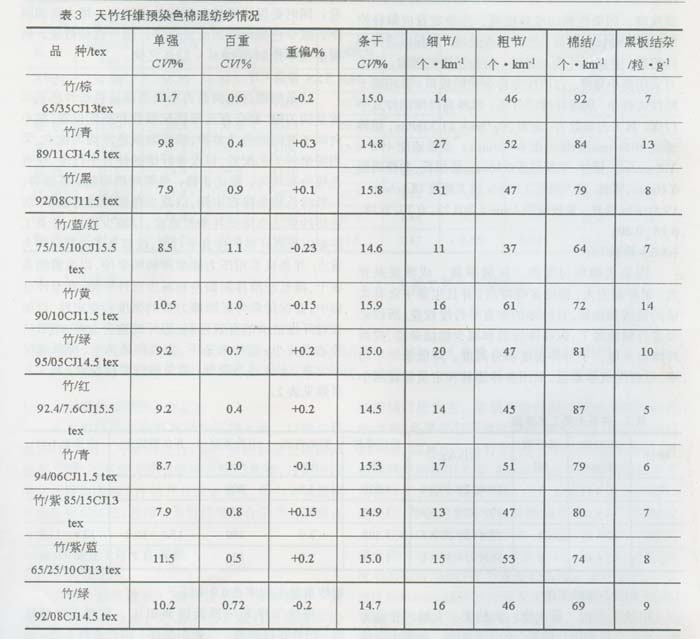
»Ψ…ΪΟόœΥΈ§«ΩΝΠΒΆΘ§Β·–‘≤νΘ§ΟόΫαΕύΘ§≥… λΕ»ΚΆ≥ΛΕ»≤ν“λ¥σΘ§Φθ…ΌΟόΫαΚΆΕΧ»ό «ΧαΗΏ…Ϊ…¥÷ ΝΩΒΡΜυ¥ΓΓΘ‘Ύ…Ϊ…¥Φ”ΙΛ÷–Θ§±Θ÷ΛΧλ÷ώœΥΈ§”κ»Ψ…ΪΟόœΥΈ§ΜλΚœΨυ‘»Θ§ΡήΟςœ‘ΧαΗΏ…ΪΖΡ…¥«ΩΝΠΓΘ“Σ±Θ÷ΛΜλΖΡ±»ΉΦ»ΖΚΆ…Ϊ‘σΨυ‘»Θ§Μλ…ΪΖΫΖ®“‘ΧθΜλΈΣΦ―ΓΘ“ρ…ΪΖΡ…¥…ζ≤ζΒΡ÷ς“ΣΈ Χβ «…Ϊ≤νΈ ΧβΘ§“ρ¥Υ«εΜ®ΙΛ–ρ“Σ“‘ΩΣΥ…ΜλΚœΈΣ÷ςΘ§”ΠΕύΥ……Ό¥ρΓΔΕύΜλ‘γ¬δΘ§ΨΓΝΩ Ι…ΪΟόΨυ‘»ΜλΚœΘ§Φθ…ΌΟόΫαΚΆ…ΪΒψΒΡ≤ζ…ζΜζ¬ ΘΜ αΟό «”Αœλ≥……¥ΟόΫα‘”÷ ΒΡΙΊΦϋΙΛ–ρΘ§”≈Μ· αΟόΡήΧαΗΏ…ζΧθ÷ ΝΩΘΜ≤ΔΧθ≤…”Ο“ΜΜλΕΰ≤ΔΖ®Ρή±Θ÷Λ…Ϊ‘σΈ»Ε®ΚΆΨυ‘»Θ§»ί“ΉΩΊ÷ΤΜλΖΡ±»ΓΘάϊ”ΟΧλ÷ώœΥΈ§”κ»Ψ…ΪΟόΦ”ΙΛΒΡ’κ÷·…¥Θ§Ω…ΗυΨί–η“ΣΝιΜν¥ν≈δΘ§…Ϊ‘σΒρ’ϊΖΫ±ψΘ§ΤΖ÷÷Ζ±ΕύΘ§…Ϊ‘σΖαΗΜΘ§ΖγΗώΕάΧΊΘΜ”ΟΤδΦ”ΙΛΒΡ’κ÷·ΈοΘ§…Ϊ‘σΚΆ–≥άΈΙΧΘ§÷·Έο±μΟφΡή≥ œ÷≥ωΉ‘»ΜΨυ‘»ΜνΤΟΒ»”≈ΒψΘ§«“–ϋ¥Ι–‘Φ―Θ§ ÷Η–»α»μΘ§¥©Ή≈ΝΙΥ§ φ Θ§Ιβ‘σΝΝάωΘ§ΨΏ”–ΫœΚΟΒΡΧλ»ΜΩΙΨζΙΠ–ßΘ§ΧΊ±π «Έϋ Σ–‘ΦΑΆΗΤχ–‘Ψ”ΗςάύΟφΝœ÷° ΉΘ§ «œΡΦΨ’κ÷·ΟφΝœΚΆΧυ…μΖΡ÷·ΤΖΒΡ Ή―ΓΟφΝœΘ§÷ώœΥΈ§”κ»Ψ…ΪΟόœΥΈ§≤ζΤΖΩΣΖΔ÷÷άύΖ±ΕύΘ§ –≥Γ«ΑΨΑ °Ζ÷Ω¥ΚΟΓΘ