
我国棉纺粗纱机的技术进步,在过去几十年中相对于传统纺纱的其他设备就显得较为滞后。这其中有多道粗纱机改单程粗纱机,并受细纱技术进步的影响和超大牵伸细纱机研制开发争论的干扰。20世纪90年以来,技术发达国家先后推出了一系列技术先进的粗纱机和超大牵伸细纱机投放市场,代表着国际粗纱机和超大牵伸细纱机的先进水平。超大牵伸细纱机价格高,占地面积大,管理维护要求高,局限于高档次产品。近年来国产粗纱机的技术水平有了长足的发展,其工艺性能已达到国际同类水平。现代粗纱机具有自动化程度高,高速、大张力、大卷装的特点,其生产工艺与传统的粗纱机截然不同。下面就现代粗纱机的工艺配置谈一点个人看法,供同行参考。
1我国粗纱机的现状
我国A系列粗纱机(如A453、A456、A454型)经历了30多年的发展仍无技术上的突破。由于粗纱机结构上的缺陷,关车时牵伸、卷绕机构不同步产生的细节影响成纱单强不匀率、重量不匀率和细纱断头率。随着无梭织机的发展,对纱线质量提出了更高的要求,其中成纱细节是影响断头的主要因素,使人们对粗纱开关车产生的成纱细节有了进一步的认识。
20世纪90年代,伴随着无梭织机大量引进,新型吊锭式粗纱机(如丰田FL16型、青泽Zins-er660型)相继引进,我国也先后研制出新一代粗纱机(如FA413、FA422、TJFA458、FA431、AS-FA411、EJ521型)。近几年还开发出取消了锥轮成形等机构,采用计算机控制的粗纱机,如FA481、FA491、HY491、HY492、FA431型粗纱机等。具有现代粗纺工程的特征,可实现高速度、大张力、大捻度、重定量、大牵伸,并且粗纱伸长率小,粗纱条干CV可达到Uster 97公报5%水平。粗纱卷绕成形良好,可满足细纱机牵伸要求。
在实际生产使用中,悬锭粗纱机在设计上重视粗纱张力引起的伸长及开关车出现的细节等影响成纱质量的问题,大多配以变频调速电机,有较好的慢速启动性能,使前罗拉纺出速度与卷绕速度同步下降,有利于减少细节。有的厂在纺纱段设置张力检测器,使张力变化信号经计算机处理,控制变频调速主电机与伺服电机按要求运行,伺服电机通过减速器拖动锥轮皮带,实时移动要求的距离,使张力变化在大、中、小纱趋于一致。高效假捻器的使用使前后排锭间差异更为理想,纺纱张力更为稳定,在锭速1000 r/min条件下断头在0.5根/台•h以内,基本上能实现高速、高产、高效率。对温湿度、原料适应性也明显好于传统竖锭式粗纱机。
悬锭式粗纱机在纺精梳产品时,为保证成纱质量的稳定性,选用一些关键的进口器材,如SKF1500D型四罗拉双胶圈牵伸机构、317、315型不处理软胶辊、德国西门子公司电子元件及控制开关,使粗纱条干能稳定在Uster•公报5%~10%水平。悬锭粗纱机以D型牵伸为主,其优点除克服原三罗拉双短胶圈主牵伸区既集束又牵伸而影响须条运动的缺陷,采用D型牵伸加捻可达到前罗拉中心点,粗纱捻度传递均匀,有利于改善粗纱光洁度。
国产悬锭式粗纱机,由于整体制造精度、关键器材、工艺配置与国外同类机型尚存在一定的差距,反映在安装调试后粗纱机磨合期较长,少则三个月,多则半年。磨合期间配件损坏率较高,粗纱断头率高,稳定性不够理想。从部分棉纺厂反映的情况看主要有下列问题。
(1)主传动轴与车头传动轴原用圆筒式联轴器,易磨损,更换不便。
(2)万向节头处有异响,特别是在换向时更明显,有的万向轴上因卡簧槽浅造成卡簧脱出,使筒管传动轴不转,造成坏车。
(3)下清洁器梳耙梳集的废棉可吸入管内,但因总风量不足,加之风机位置设计在机尾,造成靠机头一端下绒花常堵塞在管内,影响清洁效果。
(4)粗纱机卷装尺寸不大,实际定长只能在2500 m~3000 m,再高则出现断头较高现象,未能发挥新型粗纱机高效率高产量的优势。但有的厂通过优选器材和工艺,粗纱定长可达到4000 m以上,有的甚至达到5000 m。
进口同类型粗纱机设备安装调试磨合期一般10天左右,甚至更短。希望纺机制造厂能在制造材质、精度、可靠性、稳定性上狠下功夫,缩小与国外的差距。
2新型粗纱机对前道工序的要求
在高速、大张力条件下实现大卷装,首先要求粗纱条内在结构要良好(须条纤维伸直度、平行度要达到90%~93%,棉结、短绒要少,紧密度均要好);条干均匀度要好(粗纱条干CV值小于3.5%);重量不匀率要低(粗纱重不匀率小于0.9%);强力差异要小,基本无纱疵。其次,对卷绕部分有更高的要求,不仅能适应重定量卷绕的同时,要求纺纱通道有更小的阻力,大卷装时不冒纱、不塌肩、飞花不易附人。要达到以上要求,前道工序应重点注意以下几方面。
2.1 要有先进设备组成的前道工艺流程
粗纱机本身设备状况可靠性是最起码要求。此外,前道原料优选,设备选型、工艺、操作、空调均应满足粗纱机高速、高产、高效率配套的要求。现代粗纱机对前道工序的设备配置上一般要求均采用全流程清梳联,中、高档精梳机,有导向胶辊、压力棒曲线牵伸的高速自调匀整并条机。
2.2并条机配有在线检测装置
并条机生产的不正常(如停车频繁、清洁不良等),必将影响到粗纱机“生活”难做。对末道并条机讲,除了满足粗纱规定的定台定量供应外,必须强调:一是并条机牵伸系统上下罗拉要有良好的清洁系统,防止飞花或纱疵附人条子造成粗纱断头;二是应配备性能优良稳定的自调匀整系统,实行在线检测,使末道并条机为粗纱机提供重量不匀率低(号数稳定)、条干均匀度好、内在结构好的熟条。有的厂家忽视并条机的选用,仍用普通型并条机,从而使新型粗纱机生产效率低,卷装定长无法突破,与传统粗纱机相比几乎无优势可言。
2.3喂入粗纱机熟条定量可适当偏重
过去为提高各道制品的质量最常用的办法是轻定量、慢车速。作为并条工序讲,不仅要增加机台配置,降低劳动生产率,而且定量过轻,伸直度好的熟条经粗纱导条罗拉时将增加意外伸长。适当增加熟条定量还可在质量上进一步降低条子外不匀、改善条干,同时在工艺上更可适应新型粗纱机大牵伸。末并条子定量可掌握在20 g/5 m~22g/5 m之间。
3新型粗纱机与细纱工序的匹配
3.1大卷装粗纱对细纱工序的要求
3.1.1 吊锭的选用
大卷装粗纱目前广泛采用单层六列吊锭粗纱架,由于本身重量较过去增加一倍以上,除非采用积极式退绕,否则因退绕都可能有一定的伸长。特别是粗纱退绕仅靠上端悬挂的支点退绕,其回转时退绕张力为经向张力和轴向张力的合力。同时,在退绕至小纱时对张力影响更大,因为小纱时除经向张力的作用,还有使粗纱管在垂直平面发生摆动的力矩,尤其当吊锭回转不灵时就出现小粗纱有较大幅度的前后摆动。吊锭的选用,不少使用厂家并未引起足够的重视,对吊锭的生产厂家、型号、本身质量选择不够了解。有的厂同时使用几种规格、几个厂家的吊锭;有些厂将用于传统粗纱改吊锭的DD1型用于大卷装的粗纱退绕,使退绕出现明显的附加不匀,且吊锭损坏严重。为此,要选用高质量的吊锭。吊锭要回转灵活,间隙小,飞花不易附入。此外,支片开档尺寸要稳定,做到支片座外径与吊锭壳配合间隙尽量小,且支片锁紧可靠,无间隙晃动。
FA系列粗纱机,锭距194 mm,卷装D135 mm×406 mm;锭距220 mm,卷装D152 mm×406mm,重量约2.2 kg~2.5 kg。FA421、TJFA458型所用粗纱筒管规格:上口尺寸22.3 mm,筒管长445 mm,青泽660型所用粗纱筒管上口尺寸25.2mm,筒管长450 mm,推荐选用DD2-2200或DD6型吊锭。HY491、HY492型机上口尺寸25.3 mm,筒管长445 mm,可用DD2、DD3、DD5型吊锭。
3.1.2 细纱导纱杆的质量和安装位置
导纱杆的质量主要指表面耐磨性和光洁度。一般导纱杆要经表面镀铬处理并精细抛光后有较高光洁度。导纱杆表面生锈起斑,将造成粗纱条不仅挂花起毛,且增加附加摩擦力。既使在引进设备中(青泽319SL型机)使用工程导纱挂钩,光洁度不如镀铬导纱钩,退绕效果也不理想。
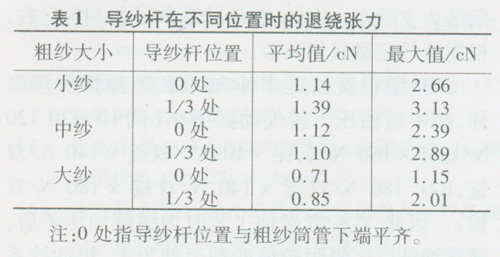
导纱杆的高低位置一般在吊锭粗纱筒管下端1/3或1/2处,对此无统一规定。但问题的关键是在什么位置退绕张力最小,成纱细节最少。从捻线机得到的启示,轴向退绕张力明显小于径向退绕张力,当导纱杆位于粗纱管1/3或1/2处时以径向退绕为主,退绕张力较大。而当导纱杆位置过低时,以轴向退绕为主,易将纱条迤毛,甚至不能正常回转。退绕张力要兼顾大小纱的上下位置。退绕张力始终在径向轴向张力合力的适当夹角范围内。经试验证实,导纱杆位于粗纱筒管下端平齐或略低的位置,退绕张力较小(见表1)。
导纱杆的前后位置,要根据卷装尺寸确定,不宜过分靠近粗纱,如D135 mm粗纱的导纱杆位置距吊锭粗纱管中心的位置取130 mm左右,否则易引起粗纱条变形或断裂。
3.2粗纱重定量、大捻度对细纱工序的工艺要求
粗纱重定量、大捻度对细纱牵伸能力和成纱质量有根本性的影响,与传统细纱机轻定量、适中捻度相比有更高的要求。首先,粗纱加重定量,在纺制同号数的细纱条件下,则要求细纱机有更高的牵伸能力。同时,则要求更大的握持纤维的能力,摇架加压要有足够大的压力,并更可靠、更稳定。其次,捻度的增加在工艺上出现两种可能:一是粗纱捻回产生的摩擦力界在其横截面轴心处最高,离轴心愈远愈弱,由于在牵伸中的相对速度造成纤维内外层位移,使纤维变速点不稳定,影响了对纤维运动的控制,需要在工艺设置时引起注意。另一方面,可以利用粗纱捻回的存在,加强和延伸后钳口摩擦力界,使纤维变速点尽量前移,加强对纤维运动的控制。
INA-V型牵伸形式,后罗拉重心提高到主牵伸区平面,且适当前移,后上罗拉沿后下罗拉后移一定角度,使喂入粗纱条贴附在后罗拉包围弧上,并受引导力作用不易翻滚和捻度传递,进而增强和扩展后钳口处摩擦力界。特别是进入中罗拉钳口纱条能在剩余捻回和引导力共同作用下以较紧密状态进入前区,使控制纤维能力大大加强,在相同成纱质量水平前提下可加大粗纱定量和捻度,具有较其他牵伸形式有更强的牵伸力和适应性。粗纱定量可从4.2g/10 m提高至6.0 g/10 m,捻系数从105提高至120,纺纱号数由14.5 tex至5.8 tex。但纺细号纱时,后区牵伸不宜过大,最好小于1.35倍,否则造成后区粗纱解捻过多,进入前区须条剩余捻回减少,不利于保持前区粗纱条良好的圆整度,削弱对浮游短纤维的控制。
R2P型牵伸采用气动加压,加压较重,较小的后区牵伸使后区基本不产生位移牵伸,总牵伸由前区为主承担。因此,粗纱捻系数可在115左右,根据粗纱定量具体调节。
HP型板簧加压牵伸和SKF型弹簧加压牵伸,前中后档压力较气动摇架小(例HP-320 120N/双锭×160 N/双锭×100 N/双锭×140 N/双锭,R2P 180 N/双锭×140 N/双锭×180 N/双锭)。因此,在配置牵伸工艺时为缓解加压矛盾,通常细纱后区隔距较前两种牵伸为大,粗纱捻系数也不宜过大,应掌握在110左右。此外,配合大卷装、大捻度粗纱在细纱牵伸系统还应采用一些对握持与控制纤维运动较可靠及稳定的新器材。如铝衬套低硬度不处理胶辊;强度好、弹性好、通用性好的三位一体新型胶圈;中罗拉为高硬度胶辊代替中铁辊;可自动张紧上胶圈,不易变形,回转稳定,滑溜率小的碳纤尼龙上销等这些新材料、新器材的使用使产品档次更上一个新台阶。
4粗纱机的使用要求
综上所述,鉴于新型粗纱机的特征必须达到既要高速、高效率,又要高产、高质量。为此,喂入熟条质量指标要满足重量不匀率尽量小,长片段不匀率尽量低,才能使粗纱须条定量差异更小,且粗纱机整台纺纱张力波动小,减少了因喂入不良熟条造成的断头,最终满足粗纱大张力、大卷装、大捻度、紧卷绕的要求。
4.1 设备
(1)不管是无锥轮还是有锥轮粗纱机,都建议推广CCD粗纱张力检测装置,做到在线跟踪检测自控,以有效地自动控制粗纱张力。
(2)有锥轮粗纱机建议推广变频调速装置.对主电机进行软启动、点动和调速控制,可明显改善关车细节,同时,工艺调整便捷。
(3)四罗拉粗纱机较三罗拉粗纱机对车间温湿度有更高的要求,要重视该工序温湿度调节,否则可能因两列快速罗拉而有增加纱疵积聚可能。
(4)粗纱主要传动件要做到噪声小、可靠、适应高速运行,维修方便。如圆筒式联轴器改为夹壳式联轴器,更换便捷,万向节改为十字轴使噪声更小、更可靠。
(5)新型粗纱机的随机清洁滤尘系统,要及时高效清除因高速产生的短绒、尘杂,机身长,风机设置机尾要保证足够大的风量,建议采用变截面风管,有条件时可增设上吹下吸的机上巡回清洁系统,使纱疵减至最低。
4.2纺纱器材
(1)要配备高质量悬锭锭翼,以解决卷绕阻力和飞花附入问题。国产锭翼要防止加工粗糙,表面未作防静电处理。据了解,有蝗厂家生产的硅铝合金锭翼强度不够,损坏较多,使用寿命短。
(2)粗纱胶辊通常选用中硬度(如71-113型双层胶辊)。建议试用WRC-975型表面不处理双层胶辊,该胶辊能适应江南黄梅、高温高湿季节,不易绕花、返花。
(3)高效假捻器是新型粗纱优质、高产、大卷装简单易行、投资少的技术措施,假捻器质量优劣主要是增捻效果、使用稳定性及寿命。
假捻效果与所用材料、几何形状变化、表面凸起情况有关。假捻器已淘汰,尼龙和橡胶增捻相近。尼龙假捻器使用寿命最长,如青泽660型粗纱机配置尼龙假捻器使用时间近十年,且纱条张力稳定,无跳动。橡胶类寿命为3年~5年,且注意使用中不可用汽油揩擦,防止过早老化。由于新型粗纱机锭速较高,对假捻器圆整度,差异度要求较高。在使用橡胶类假捻器时,有的厂反映圆整度差,只与只有差异,造成假捻器稳定性差。因此,选择假捻器要慎重。
4.3纺纱工艺
(1)新型粗纱工艺采用重加压(15 daN/双锭×15 daN/双锭×20 daN/双锭×20 daN/双锭).较小的后区牵伸倍数(1.08倍~1.26倍),罗拉隔距为(四罗拉D型牵伸)12 mm×23mm×40mm。以纯棉精梳14.6 tex为例。前区隔距7 mm~12 mm;中区隔距21 mm~23 mm;后区隔距35mm~40 mm。我厂对中区隔距放大2 mm,细纱条干CV值反而有明显提高(见表2)。
(2)为保证细纱吊锭退绕尽可能减小粗纱意外伸长及粗纱机高速运行时断头少,粗纱捻系数要高于传统粗纱5%~10%,同时配紧卷绕工艺。
(3)粗纱胶圈钳口隔距不宜过小,使胶圈能灵活回转,以免造成条干不匀。
(4)总牵伸倍数宜掌握在8倍~8.5倍左右(传统粗纱机为7倍左右,尽量偏小);粗纱定量较传统定量高25%~30%,即所谓重定量。

5 结语
新型粗纱机具有高速度、大张力、大捻度、大卷装的特征,必须从纺纱总体统盘考虑,既要确保粗纱机本身装备精良、可靠、工艺先进,也要考虑前道工序工艺流程的先进性,特别是要提供结构良好和高质量的熟条。此外,应兼顾细纱吊锭小张力退绕及细纱牵伸工艺的合理性、适应性,从而达到纺纱生产的高质量、高效率、高水平。