
轻薄化已成为现今毛纺产品的一个发展热点,而单纱织造是面料轻薄化的重要途径之一。但单纱织造断头频繁,效率较低,其原因除纱线本身强力不够外,不耐磨也是重要方面,这在全毛高支单经单纬产品中尤为明显。此外,织物在服用时受外力摩擦作用,也易产生起毛起球现象,直接影响织物的外观及耐用性能,尤以针织物最为严重。上述问题归根结蒂是毛羽问题,为改善纱线毛羽,实现面料轻薄化,迄今为止已有多项新型纺纱技术出现。本文着重从成纱机理、纱线结构与性能及经济效益的角度出发,详细介绍 3项基于环锭纺的新型毛精纺技术:Sirospun、Sirofil与Solospun。
Sirospun纺纱技术是由CSIRO(澳大利亚联邦科学与工业研究组织)和IWS(国际羊毛局)于上世纪70年代共同开发成功的,并于90年代开始广泛推广。该技术在国内又被称为“并捻纺”、“赛洛纺”、“赛络纺”或“丝罗纺”,也有人称之为“AB纱”,最近被正式命名为“赛络纺”。它是在环锭细纱机上直接纺制成股线的纺纱方法。
Sirofil是在Sirospun基础上发展起来的一种新型纺纱技术,国内又被称为“赛络菲尔” 、“施络菲尔”或“赛络菲”纺纱,亦称“双组分纺纱”或“复合纺纱”。由一根粗纱须条与一根长丝(或预纺纱)利用Sirospun纺纱原理加捻成复合纱,充分利用两种原料的性能、长丝的支撑作用和特殊的纱线结构,可大幅度降低羊毛细度要求,可用中低支羊毛纺制高支纱。
Solospun是由The Woolmark Company(羊毛标志公司,其前身为IWS)、CSIRO与WRONZ(新西兰羊毛研究组织)等3家机构共同研究开发的新型纺纱技术。该技术在国内被称为“缆型纺”、“缆股纺”、“索罗纺”或“束络邦”,也有人将其理解为“多重自交捻纱”或“毛型集聚纺”。它是在传统的环锭纺纱机上安装一对特制的沟槽罗拉,藉此可将从前罗拉输出来的纤维须条分劈成若干小束,从而使纺纱的加捻机理发生变化。
1 成纱机理
1.1 Sirospun成纱机理
1.1.1 Sirospun成纱一般原理(图1)

图1 Sirospun成纱机理示意图
两根粗纱经两个分开的集合器,保持一定间距平行引入细纱机同一锭子的牵伸系统,经牵伸后,由前罗拉输出的这两根单股纱须条,受到锭子回转加捻作用的影响,在前罗拉下游自然并合,然后被进一步加捻成双股结构特征的Sirospun纱,卷绕在筒管上。
1.1.2 Sirospun纺纱捻度问题
Sirospun纺自发明以来,许多研究者对其成纱机理进行了大量的实验与分析,其焦点就是Sirospun纱的捻度问题。归纳起来,主要有以下几种观点。
1.1.2.1 Sirospun纱中单股纱存在少量捻度
有研究者认为[1 - 2],钢丝圈带动双股纱回转产生的扭转力矩在两单股纱并合点抖动(该点力矩平衡被打破)的瞬间自下向上传递,从而使并合点上单股纱绕自身轴线回转而获得真捻,且与双股纱捻向相同,捻回数相等。同时有人认定[3],单股纱捻度与双股纱捻度的关系遵循一定规律,是严格对应的,单股纱与双股纱是同向捻,但对于捻回数问题,该研究者认为,双股纱加捻前双股纱与单股纱均无捻度,在加捻区内,双股纱与单股纱捻回数相等,但单股纱捻回分布在相对更长的长度上,因此双股纱中单股纱捻度接近但小于双股纱捻度。而当双股纱足够长时,单股纱捻度非常接近双股纱捻度,在正常纺纱时,通常单股纱捻度为双股纱捻度的96 % ~ 98 %[4]。不过也有人持另外一种观点[5 - 6],虽然Sirospun纱中单股纱存在少量捻度,但单股纱的加捻仍属于假捻过程,单股纱上的少许捻度是假捻使单股纱发生塑性变形所致。还有研究者[7]的观点介于上述两者之间,认为Sirospun纱中两单股纱有捻度存在,其方向与双股纱捻向一致,但不是假捻的塑性变形,而是钢丝圈的扭转力矩自下而上传递,使两单股纱绕自身轴线回转而获得的,而扭转力矩的传递是连续的,并不是在并合点处纱条抖动的瞬间才有。
1.1.2.2 Sirospun纱中单股纱不存在捻度
一些研究者[8]认为Sirospun纺纱中两个单股须条的加捻过程是一个假捻过程,由于摩擦作用,两须条并合点相当于一个假捻器,随着双股纱的加捻,并合点两侧的单股纱获得数量相同而方向相反的捻回数,当纱线向下输送通过并合点后,单股纱上不再存在捻度。
1.2 Sirofil成纱机理(图2)
Sirofil纺是通过在传统环锭细纱机上加装一个长丝喂入装置,将粗纱须条(为第一组分)与一根细旦化纤长丝或棉、麻、绢丝、毛等预纺短纤纱(为第二组分)保持一定距离平行喂入,并在前罗拉钳口下游汇合,交捻成纱。在这个过程中,粗纱须条通过常规牵伸装置从前罗拉输出,长丝则通过张力器、探头、切断器从前罗拉输出,在前罗拉钳口处形成三角区,达到良好的加捻与成纱效果。有研究者通过静态模拟与动态纺纱实验研究成纱捻度结构及各组分上捻度的分布,发现Sirofil纱中两组分具有与成纱同向的捻回,捻度值小于成纱捻度,长丝捻度小于羊毛单纱。 Sirofil纱中并合点以上两单股纱的捻度大小与各成分剪切模量、并合点处各捻回角、每股纱的半径有关[9]。
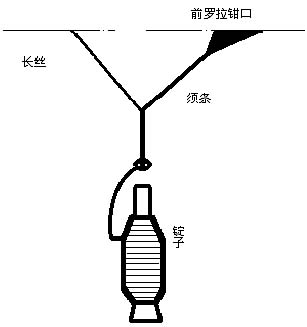
图2 Sirofil成纱机理示意图
1.3 Solospun成纱机理(图3)
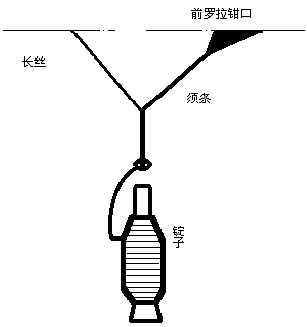
图3 Solospun成纱机理示意图
在Solospun纺纱过程中,当粗纱须条在出前罗拉钳口时,沟槽罗拉将其分割成两股以上的纤维束(一般是3 ~ 5股),这些纤维束在纺纱张力的作用下进入沟槽罗拉的沟槽内,然后在纺纱加捻力的作用下,围绕其自身的捻心回转,从而具有一定的捻度;这些带有一定捻度的纤维束随着纱线的卷绕运动向下移动,当纤维束脱离沟槽罗拉后,在并合点处并合,再加强捻形成一根类似缆绳、结构特殊的单纱,然后再卷取到细纱管上形成Solospun纱线。在预加捻阶段,纤维基本上呈螺旋线状存在于纤维束中,由于捻度较小,纤维螺旋线与纱轴向夹角很小,纤维头端因弯曲和扭转弹出纱体的机会较小。经预捻的各股纤维束在并合点处并合再加强捻,原来结构较为松散的纤维束受到类似于合股作用的强捻作用,使得各纤维束紧密地缠绕在一起,形成致密的纱线结构,使纤维及其头端在后面的各项运动中不易被甩出纱体。另外,原来存在于纤维束表面的纤维头端,经再次加捻后又有一部分卷进了纱线的内部,再次减少可能出现的毛羽。
2 纱线结构与性能
2.1 Sirospun纱线结构与性能
2.1.1 Sirospun纯毛纱
Sirospun纱是由两股弱捻单股纱捻合而成,其结构与单股纱及股线比较均有一定差异(图4(a))。两股单股纱以螺旋状相互捻合在一起,相互之间较为分明,互不相混,纤维难以充分移动而形成两个分布中心。单股纱在纺纱过程中存在部分捻度,纤维抱合紧密,不易滑脱,因而能提高强力。而两股单股纱在某种程度上的相互包缠,使其在毛羽和耐磨性能方面均有所改善。并合前两股须条因纺纱张力的波动易产生意外瞬时牵伸,无疑对成纱条干的均匀性产生不利影响,但由于双根须条喂入的并合作用,亦可提高成纱均匀度。从成纱横截面看,单股纱近似圆形,加捻时相互挤压,成纱横截面也近似圆形,不同于普通环锭纱,织成织物呢面光洁,透气性、悬垂性好。
 (a) Sirospun纱 | (b) Sirofil纱 |  (c) Solospun纱 |  (d) 传统环锭纺单纱 |
2.1.2 Sirospun混纺纱
两种纤维在混纺成纱时径向将出现不同的转移规律,称为“中心化趋向”现象,表现为一种纤维主要分布在纱的中心,而另一种纤维主要分布在纱的表面。即使两种混纺纤维的长度和细度差异比较小,也足以产生较明显的倾向性分布。Sirospun混纺纱也遵循上述规律,既可从纱线中心的纤维得到有利的抗张性能,又可以从纱线的表面纤维获得所预期的表面性能[11]。细旦纤维与毛纤维在进行Sirospun纺纱时,毛纤维分布在外层,使最终成品织物具有毛产品的风格,穿着舒适,透气性强,无静电现象,光泽柔和,富有弹性,悬垂性好;而细旦纤维赋予织物很多良好的内在功能,如抗皱性、强度、保形性等。
2.2 Sirofil纱线结构与性能
Sirofil纱是在加捻三角区复合加捻形成的复合纱线,羊毛须条与长丝或预纺短纤纱相对抗弯刚度和抗扭刚度的不同造成两者在纱结构中的位置分布差异,后者将纤维须条包缠在中间,须条和长丝表面均有同向的捻回。这就将以往“麻花式”结构变为“缠绕式”结构,如同在毛纱中嵌入了一根柔软的钢筋,长毛羽少,表面光洁(图4(b))。由于引入了少量的化纤长丝或预纺短纤纱,形成长丝交捻或包缠,明显改善了纱线的毛羽、强力与伸长等性能,成纱条干也优于传统单纱,强力与伸长甚至优于同特数股线。就毛羽来说,Sirofil纺纱先“预捻”再“强捻”的特殊方式使初始阶段毛羽产生量减少,而长丝“外侧缠绕”式结构无疑亦有助于减少纱线毛羽,近乎圆形的紧密纱线结构也保证了后道加工中不易产生毛羽[12]。
2.3 Solospun纱线结构与性能
Solospun纱的外观较传统环锭纺纱光滑、毛羽少、有光泽(图4(c))。纱中的纤维被沟槽罗拉随机地分成了若干小股纤维束,这些纤维束带有真捻,且捻向与纱线相同。每束纤维根数不尽相同,纤维束之间的间距也不同。而且沿纱线的长度方向上,纤维的分股数是不同的。在前后分股数不同的地方,经轻度加捻的纤维束交替缠绕,每根纤维都被邻近的纤维束所束缚,这使得纱中纤维间结构紧密,抱合力和摩擦力变大,因此,Solospun纱的毛羽少、强力高、耐磨度好。纤维束外层纤维的螺旋线要比传统环锭纱短,纤维伸长小,张力亦小;加之纤维束外层纤维的螺旋角小,纤维张力在纱线轴向的有效分力就大,使纱线具有更佳的强伸性能[13]。另外,在所加捻度一致的情况下,Solospun纱的测试捻度总比传统环锭纱低,条干与细节也稍逊于传统环锭纱。
3 经济效益
3.1 Sirospun纺的经济效益
3.1.1 高效率,低成本
从工艺角度来讲,两股被牵伸的粗纱在前罗拉出口处立即并合加捻,能有效地减少细纱断头导致的停车次数,具有高效率;通过在细纱机上安装特殊组件,就可将细纱、并纱、捻线合为一道工序,从而缩短毛精纺生产流程,一般可降低56 %的纺纱成本与1 %的织造成本。
3.1.2 低支毛纺制高支纱
Sirospun纺纱工艺为低支毛纺制高支纱提供了良好的解决方案。Sirospun纺纱是在细纱机上直接生产双股纱,其截面根数是相同线密度股线中单纱的两倍,因此该系统是低支毛纺制高支毛纱的理想设备。其纺纱与织造商业验证实验结果见表1、2。
| 表1 Sirospun纺纱商业验证实验结果 | |||||
| 线密度/tex | 纤维细度/μm | 豪特长度/mm | 捻度/(捻·m -1 ) | 强力/cN | 伸长率/% |
| 12.5 12.5 14 20 22 | 20.5 20.8 20.5 21.9 22.2 | 70.4 66.2 68.0 69.3 65.0 | 760 760 695 590 500 | 237 216 205 350 258 | 23.0 23.7 19.9 21.1 15.1 |
| 表2 Sirospun纱织造商业验证实验结果 | |||||||
| 线密度 /tex | 织物 | 纤维细度 (μm) | 捻度 (捻/m) | 经密 (根/cm) | 纬密 (根/cm) | 干质量 (g/m) | 起球等级 (级) |
| 14 17 22 22 | 华达呢 斜纹 斜纹 法兰绒 | 19 21 23 22 | 720 600 540 515 | 46 26 34 28 | 26 28 22 23 | 240 225 333 300 | 5 4 5 2 ~ 3 |
3.2 Sirofil纺的经济效益
3.2.1 技术新颖,工艺简单
Sirofil纺是用较粗羊毛生产较高支数纱线的可行方法,在保证纱线质量的前提下,可使生产成本降低(表3)。而其优异的纱线性能及较高的品种适应性,有望打破阻碍高支轻薄产品发展的瓶颈制约。
| 表3 Sirofil精纺毛织物与传统毛织物成本比较 | |||||||||
| 线密度 /tex | 捻系数 | 织物干质量 (g/m2) | 用毛量 (kg/m ) | 毛条价格 (元/kg) | 锦纶价格 (元/kg) | 单位原料成本 (元/m) | 并捻加工成本 (元/m) | 合计成本 (元/m) | |
| Ⅰ Ⅱ | F10.5×2 10.5×2 | 130(S) 112(Z)/130(S) | 193 193 | 0.196 0.228 | 67.4 115 | 31 - | 14.36 26.22 | - 0.61 | 14.36 26.83 |
注:织物Ⅰ为Sirofil精纺毛织物,原料配比为60 S /64 S 羊毛(占86%)与30D/10f锦纶(占14%),用F84/2来
表示与84/2股线支数相同的Sirofil精纺毛纱的线密度;织物Ⅱ为传统毛织物,原料为100%90 S 羊毛。
3.2.2 节省成本,降低消耗
Sirofil纺省去了单纱络筒、并纱及捻线工序,节约了机器设备,相应减少了占地面积和能量消耗。
3.3 Solospun纺的经济效益
3.3.1 效益成本比高
与双股纱线生产相比,Solospun的细纱成本和生产时间都大大减少,效率提高;由于省略了加捻工序,粗纱和细纱产量提高了1倍;Solospun对原料的要求较低,与传统纺纱方法比较,可用较粗的纤维生产相同支数的纱线,这使羊毛加工范围变宽,不但进一步降低了加工成本,而且有助于减少库存,提高库存管理效益(表4、5)。
| 表4 Solospun纺纱商业验证实验结果 | ||||
| 线密度/tex | 纤维细度/μm | 豪特长度/mm | 捻系数 | 断头率/(根·千锭时 -1 ) |
| 28 28 28 32 32 44 | 20.5 20.7 20.5 20.6 22.5 21.5 | 90 85 73 78 82 58 | 105 105 120 110 115 120 | 3.3 16 4 11 10 7 |
| 表5 Solospun纱织造商业验证实验结果 | ||||||
| 线密度/tex | 纤维细度/μm | 豪特长度/mm | 捻系数 | 经密/(根·cm -1 ) | 纬密/(根·cm -1 ) | 经纱断头/根· (10万纬·1 000经) -1 |
| 28 32 32 44 | 20.5 20.6 22.5 21.5 | 73 78 82 58 | 120 110 115 120 | 22 30 30 17 | 23.5 24 24 22 | 1.04 1.4 3.4 0.7 |
3.3.2 装置安装简便
一个安装工在3 h内能安装1 000个锭子,罗拉的更换周期为6个月,由于该装置可简单地夹在细纱机上,机器具有很大的通用性,在几分钟内即可恢复到传统纺纱状态。
4 3 种新型纺纱技术的比较
4.1 Sirospun与Sirofil
Sirospun技术最初就是为减少纱线的毛羽数而开发的,Sirofil技术则更进一步,它将Sirospun纺纱中所用两束粗纱中的一束由化纤长丝或预纺纱代替,不但可以利用常规合成纤维优良的性能和低廉的价格来弥补高支羊毛纤维的某些不足,而且还可充分利用差别化长丝的特性来赋予精纺毛纱某种特殊功能,如抗静电、防油与防污等。
4.2 Sirospun与Solospun
Solospun也是在Sirospun的基础上发展起来的一种更成熟的纺纱技术。Sirospun用两股粗纱喂入,在前罗拉钳口形成一定宽度的三角区,从而使成纱带有股线的性质,而Solospun是将一股粗纱进行分割,由两股以上的纤维束并合加捻成纱;Sirospun中每一股纤维束是由一股粗纱牵伸而成,两股纤维束之间是互不干涉的,而So1ospun纺的纤维束是由同一粗纱须条分割而成,其组成不断发生变化,相互之间也会产生干涉;就纱线的性能来说,Solospun纱在伸长、条干均匀度和毛羽等指标上均优于Sirospun纱,但前者的细节偏多。
4.3 Sirofil与Solospun
两者都是在Sirospun的基础上发展而来,但从本质上讲,Sirofil是一种复合纺纱方法,其原料一般由两种以上组分构成,除改善纱线毛羽之外,还可增加更多特殊功能;而Solospun是一种应用于羊毛纯纺或混纺的新型纺纱方法,其本质是一种紧密纺或者集聚纺,主要用来改善纱线毛羽,加工可织造单纱,提高面料轻薄化。
5 结语
我国毛纺锭数位居世界前列,但还是以传统细纱机居多,为迎合面料轻薄化的潮流,应加快对传统环锭细纱机的新技术改造,提升其技术含量,促进产业升级。而日益发展的Sirospun、Sirofil与Solospun技术有助于突破毛精纺面料轻薄化的瓶颈制约,并会产生极大的经济效益。