
ДҝЗ°ОТ№ъКРіЎЙПөДөҜРФЦҜОпҙу¶јә¬УРөҜБҰЛҝЈ¬ЛдИ»ЦҜОпөҜРФҪПҙуЈ¬ө«НёЖшРФЎўОьКӘРФҫщҪПІоЈ¬Г»УРКөПЦІъЖ·өДҙҝМмИ»»ҜЈ¬ЗТФӯБПУлЙъІъіЙұҫҪПёЯЈ¬јУ№ӨЦЖФмДС¶ИҪПҙуЎЈ
ЕЭз§ЦҜОпҝЙұнПЦіцФЛ¶ҜёРЎўЧФУЙІЁ¶Ҝј°°јН№Р§УҰөИ»Ш№йЧФИ»өДЛјіұЈ¬ҫЯУРИэО¬БўМеКУҫхР§№ыЈ¬ө«ҙ«НіөДз§ЦҜОпТ»°гОЮөҜРФ»төҜРФәЬРЎЈ¬ҙ©ЧЕКжККРФІоЈ¬ЗТЛ®ПҙәуЕЭЦеТЧЛЙіЪ»тПыК§ЎЈ
ұҫСРҫҝІЙУГөДҙҝГ«өҜРФЖрз§ЦҜОпОьКХБЛөҜРФЦҜОпУлз§ЦҜОпөДГ»јЖЛјПлУлУЕөгЈ¬К№өГөҜРФУлЖрз§Р§№ыН¬КұёіУиЎЈУГЧч·юЧ°ГжБПКұЈ¬УРУЕБјөДКжККРФј°НёЖшРФДЬЈ¬ЗТЦҜОпөДНв№Ы·зёсНЁ№эәПККөД№ӨТХҝШЦЖ¶шұд»Ҝ¶аСщЎЈЦҜОпІЙУГҙҝМмИ»ПЛО¬Ј¬ІўКөПЦБЛІъЖ·¶а№ҰДЬ»ҜөДДҝөДЎЈ
2ЦҜОпЙијЖУлКФЦҜ
2Ј®1ЦҜОпЧйЦҜөДСЎФс
ІЙУГЖҪОЖЧйЦҜЙијЖУлКФЦҜБЛөДОіПтөҜРФЖрз§ЦҜОпЈ¬УЙјдёфЕЕБРТ»¶ЁёщКэөДSПтәНZПтЗҝДнОіЙҙУлЖХНЁДн¶ИЎўЖХНЁДнПтөДҫӯЙҙҪ»ЦҜ¶шіЙЈ¬ПВ»ъәуөДЦҜОпІЙИЎИИКХЛхөДФӯАнҪшРРБЛәуХыАнЈ¬өГөҪБЛІ»Н¬·зёсөДөҜРФз§ЦҜОпЈ¬ЕдТФККөұөДИбИнХыАнЈ¬ҝЙК№ЦҜОпөДНв№ЫәНКЦёРёьјСЎЈ
2Ј®2 ҫӯОіЙҙПЯөДСЎУГ
ОӘҙпөҪПаН¬өДөҜРФУлЖрз§Р§№ыЈ¬І»Н¬өДҫӯОіЙҙЦ§Ј¬ЖдДн¶ИЎўҫӯОіГЬ¶ИУҰІ»Н¬ЎЈұҫСРҫҝҫӯЙҙСЎУГ18Ј®2tex(32Ne)ЈҜ2ҫ«КбЙҙЈ¬ОіЙҙІЙУГ19Ј®4tex(30Ne)ЈҜ2ҫ«КбЙҙЈ¬ёщҫЭІъЖ·ұЎәсРиЗуЈ¬ҝЙСЎФсёьҙЦ»тёьПёөДЙҙПЯЈ»ҫӯЙҙ№ЙПЯДнПөКэОӘ280Ў«320ЎЈЦҜОпЛщУГОіЙҙөДДнПт°ҙХХТ»¶ЁөД№жВЙХэ·ҙҪ»МжЕдЦГЈ¬ЖдОіЙҙZЈҜZ№ЙПЯДн¶ИОӘ115Дн/10cmЈ¬ZЈҜS№ЙПЯДн¶ИОӘ160Дн/10cmЈ»№ЙПЯЦРөДөҘЙҙҫщОӘЖХНЁДн¶ИУлДнПтЎЈҙЛНвЈ¬ОӘБЛСРҫҝУл·ЦОц·ҪұгЈ¬БҪЦЦІ»Н¬ДнПтөДОіЙҙ·ЦұрСЎУГәЪЙ«Ул°ЧЙ«Ј¬ҫӯЙҙСЎУГәЪЙ«ЎЈ
2Ј®3Жрз§·Ҫ·ЁөДСЎФс
ҫӯЙҙОӘЖХНЁДн¶ИУлДнПтөД№ЙПЯЈ¬ОіЙҙОӘЗҝДн№ЙПЯЈ¬ІЙУГІ»Н¬ДнПтЎўІ»Н¬ёщКэөДОіЙҙОКёфЕЕБРөД·Ҫ·ЁК№ЦҜОпЖрз§Ј¬ІўёіУиёЯөҜРФЎЈЙП»ъЦҜФмКұЈ¬ЦҜОпөДҫӯОіГЬ¶ИұИҪПРЎЈ¬ҫӯОіЙҙјдУРТ»¶ЁөДҝХП¶Ј¬УЙУЪЗҝДнОіЙҙөДНЛДнБҰҫШЧчУГЈ¬ЦҜОпҫӯ№эИИКХЛхХыАнәуЈ¬ҫӯЙҙЧФУЙКХЛхәНЕӨЗъЈ¬¶шSДнОіЙҙТ»ВЙіКЧуРұЈ¬zДнОіЙҙТ»ВЙіКУТРұЈ¬К№ІјГжРОіЙ°јН№Жр·ьЎўсЮЦеІ»ЖҪөДМШКвР§УҰЎЈёДұдОіЙҙДн¶Иј°јдёфЕЕБРөДёщКэЈ¬ҝЙіцПЦНв№ЫР§№ыІ»Н¬өДёЯөҜз§ЦҜОпЎЈ
2Ј®4ҫӯОіГЬ¶ИөДИ·¶Ёј°ЙП»ъ№ӨТХ
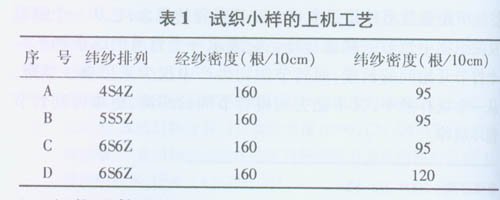
ҫӯОіГЬ¶ИөДСЎФсУлҫӯОіЙҙЦ§ј°ОіЙҙДн¶ИУР№ШЈ¬ҫӯОіГЬ¶ИөДҙуРЎЦұҪУУ°ПмЧоЦХЦҜОпөДЖрз§Р§№ыУлөҜРФҙуРЎЈ¬ФЪұҫСРҫҝІЙУГөДФӯІДБПј°КФСйМхјюПВЈ¬ҫӯ·ҙёҙКөСйЈ¬И·¶ЁБЛёЯөҜз§ЦҜОпөДҫӯГЬОӘ160ёщЈҜ10cmЈ¬ОіГЬОӘ90Ў«100ёщЈҜ10cmЎЈұн1ОӘКФЦҜРЎСщөДЙП»ъ№ӨТХЎЈКФЦҜІЙУГЖҪОЖЧйЦҜЈ¬ҫӯЙҙ18Ј®2tex(32Ne)Ј¬ОіЙҙ19Ј®4tex(30Ne)Ј¬уШәЕ80ЎЈОіЙҙ°ҙХХІ»Н¬ДнПтјдёфЕЕБРЈ¬ҫЯМеЕдЦГОӘЈә4S4ZЈ¬5S5ZәН6S6ZЎЈ
3ЦҜОпәуХыАн·Ҫ·Ё
Г«ПЛО¬ФЪТ»¶ЁөДУҰБҰМхјюПВҪшРРДіЦЦҙҰАнЈ¬Из·РЛ®ЦуЎўИИЖыХфЈ¬»тІЙУГДіР©»ҜС§Т©јБТФј°мЩММә󣬻бІъЙъГчПФөДКХЛхЎЈМШұрКЗЗҝДнЙҙЦҜОпЈ¬КӘИИМхјюПВөДҫнЗъКХЛхёьјУПФЦшЎЈФЪТ»¶ЁөДОВКӘ¶Иј°ҙҰАнКұјдПВЈ¬ЦҜОп·ўЙъКХЛхЖрз§Ј¬ҫӯОіЙҙөДҝХјдРОМ¬ФЪРВөДО»ЦГЙП№М¶ЁПВАҙЈ¬ІўРОіЙОИ¶ЁөДөҜРФҪб№№ЎЈ»щУЪХвТ»ФӯАнЈ¬ІЙУГБЛ·РЛ®Цу5-1OminЈ¬ҙэІъЙъИИКХЛхІўОИ¶ЁәуЈ¬ФЩУГБ№Л®іеПҙ2-3minЈ¬К№КХЛхЧҙМ¬ОИ¶ЁЈ¬ЖрөҪ¶ЁРОөДЧчУГЎЈФЪЦу·Р№эіМЦРЈ¬УЙУЪПЛО¬ЎўЙҙПЯЦұҫ¶өДЕтХНј°ЗҝДнЙҙДЪУҰБҰөДЧчУГЈ¬ФЩјУЙПҫӯОіЧйЦҜј°І»Н¬ДнПтөДФјКшУлҝШЦЖЈ¬ЙҙПЯСШОіПтСёЛЩ»ШЛхЈ¬К№ЦҜОпІъЙъУЕБјөДөҜРФәНсЮЦеЎЈ
4Жрз§Р§№ыј°өҜРФ·ЦОц
ҙҝГ«ёЯөҜз§ЦҜОпКЗУЙёЯДн¶ИөДОіЙҙУлЖХНЁДн¶ИөДҫӯЙҙҪшРРҪ»ЦҜ¶шіЙөДПЎКиЖҪОЖЦҜОпЎЈПВ»ъәуЈ¬Нв№ЫУлЖХНЁЙҙІјПаІоОЮјёЈ¬ө«ҫӯ№эИИКХЛхХыАнәуЈ¬ПФВ¶өҜРФУлЖрз§Р§№ыЈ¬ХвКЗТтОӘІ»Н¬ДнПтөДЗҝДнОіЙҙНЁ№эИИКХЛхХыАнәуЈ¬ЙҙПЯДЪУҰБҰәННЛДнБҰҫШЧчУГЈ¬К№ЙҙПЯРОіЙУР№жВЙөДЛЙіЪЕӨҪбЈ¬ФЪІјГжІъЙъ°јН№Жр·ьЎўз§ЛхІ»ЖҪөДМШКвР§УҰЎЈУЙУЪЦҜОпЦРөДОіЙҙІъЙъВЭРэКХЛхЈ¬ІўТФҝХјдВЭРэПЯРОМ¬ОИ¶ЁПВАҙЈ¬ҙУ¶шК№ЦҜОпҫЯУРЙмЛхРФУлөҜРФЎЈНј1ОӘұн1ЛщКҫөД4ЦЦ№ӨТХөДЖрз§Р§№ыНјЎЈ
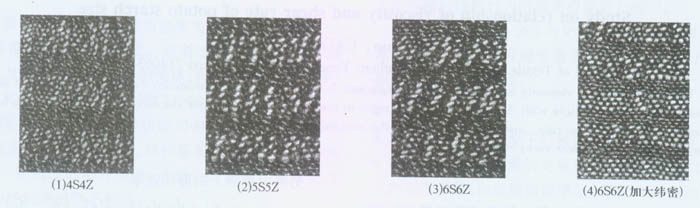
УЙНј1јыЈ¬әПККөДДнПтј°ҫӯОіГЬ¶ИЕдЦГҝЙТФІъЙъГчПФөДКХЛхЖрз§Ј»ЛжЧЕН¬ДнПтОіЙҙЕЕБРёщКэөДФцјУЈ¬з§Р§№ыҙЦҝхЈ¬сЮЦеЖр·ьұдҙуЎЈөұН¬ДнПтОіЙҙЕЕБРёщКэјхЙЩКұЈ¬з§Р§№ыұдөГПёДеЈ¬сЮЦеЖр·ьҪПРЎЎЈЖдЛыМхјюТ»¶ЁКұЈ¬Н¬ДнПтОіЙҙјдёфЕЕБРёщКэ¶ФІјГжЖрз§Р§№ыУ°ПмҪПҙуЎЈНЁ№эёДұдН¬ДнПтОіЙҙјдёфЕЕБРёщКэЈ¬ҝЙТФөГөҪІ»Н¬·зёсөДёЯөҜз§ЦҜОпЎЈНј1(4)ОӘјУҙуОіГЬЈ¬јҙОіГЬОӘ120ёщЈҜ1OcmКұөДІјГжР§№ыЈ¬Жрз§Р§№ыГчПФІ»ИзНј1(3)ЦҜОпЈ¬јёәхІ»Жрз§Ј¬ІјГжЛА°еЈ¬өҜРФРЎЎЈҫӯ·ҙёҙКөСйЈ¬өұҫӯОіГЬ¶И№эҙуКұЈ¬ЙҙПЯОКҝХП¶ұдРЎЈ¬ЙҙПЯКХЛхОЮУаөШЈ¬К№°јН№Жрз§УлөҜРФ¶јОЮ·ЁКөПЦЎЈәПККөДҫӯОіГЬ¶ИјИТӘК№ПаБЪЙҙПЯОКІъЙъТ»ёцНкХыөДВЭРэПЯЈ¬УЦІ»УҰК№КХЛхәуөДЙҙПЯФЪІјГжІъЙъЕӨҪбәНРЎұиЎЈ
¶ФУЪЙПКцЙҙПЯіКВЭРэЧҙҪб№№өДЖрз§ЦҜОпөДөҜРФ¶ЁТеәНІвКФ·Ҫ·ЁДҝЗ°ЙРОЮұкЧјј°ОДПЧҪйЙЬЎЈХвАпЛщҪІөДЖрз§ЦҜОпөДөҜРФәННЁіЈЦҜОпөДөҜРФУРҪПҙуөДЗшұрЈ¬з§ЦҜОпөДөҜРФКЗЦё¶ФЦҜОпАӯЙм№эіМЦРЈ¬ЙҙПЯЎўПЛО¬ОЮЛрЙЛЗйҝцПВөДЧоҙуЙміӨВКЈ¬ТІјҙФЪНвБҰЧчУГПВЈ¬ЦҜОпҙҰУЪАӯҪфЧҙМ¬КұҙпөҪөДЧоҙуөҜРФЙміӨВКЎЈҙЛКұЈ¬Ц»КЗВЭРэПЯЙмЦұө«ЙҙПЯұҫЙнІўІ»ЙміӨЈ¬ЙҙПЯЦРөДПЛО¬ОЮПа¶Ф»¬ТЖЗТПЛО¬ұҫЙнТІОЮЙміӨЈ¬НвБҰИҘіэәуЙміӨ»бЦрҪҘ»ЦёҙЎЈТтҙЛз§ЦҜОпөДөҜРФ(ЧоҙуөҜРФЙміӨВК)ҝЙ¶ЁТеОӘЈә

»щУЪЙПКцөҜРФёіУиФӯАнЈ¬ұҫСРҫҝ°ҙХХТ»°гөДөҜРФёЕДоЈ¬ІЙУГҝмЛЩјтТЧөДКЦІв·Ҫ·ЁЈ¬јҙФЪЛщІвЦҜОпЙПБҝИЎ5cmіӨөДҫаАлЈ¬ІўФЪЙПГжЧчәГұкјЗЈ¬И»әуЈ¬Ҫ«БҪөгјдөДЙҙПЯАӯЦұЈ¬БҝИЎАӯЦұәуөДіӨ¶ИЈ¬ГҝТ»№жёсөДЦҜОпЙПёчІв3ҙОИЎЖҪҫщЦөЈ¬Іў°ҙХХЙПКҪјЖЛгБЛЧоҙуөҜРФЙміӨВКЎЈҫӯІвКФУлјЖЛгәуЈ¬ЙПКц4ЦЦ№жёсЦҜОпөДөҜРФЙміӨВК·ЦұрОӘЈә(1)65ЈҘЎў(2)68ЈҘЎў(3)72ЈҘәН(4)15%ЎЈІвКФҪб№ыұнГчЈ¬Жрз§Р§№ыәГКұөҜРФТІәГЈ¬Жрз§өДН¬КұёіУиЦҜОпөҜРФЈ¬ЗТН¬ДнПтОіЙҙјдёфЕЕБРёщКэФцјУКұөҜРФУРЛщФцјУЎЈөұЖдЛыМхјюТ»¶ЁКұЈ¬ҫӯОіГЬФцҙуЈ¬МШұрКЗОіГЬ№эҙуКұЈ¬з§Р§№ыУлөҜРФҫщІоЎЈ
5ҪбВЫ
5Ј®1ІЙУГЗҝДн№ЙПЯәНЖҪОЖЧйЦҜЈ¬ЕдТФәПККөДҫӯОіГЬ¶Иј°ДнПтЕдЦГЈ¬ҫӯКХЛхХыАнәуҝЙК№ЦҜОпН¬Кұ»сөГУЕБјөҜРФУлз§Р§№ыЎЈ
5Ј®2ЖдЛыМхјюТ»¶ЁКұЈ¬ҫӯОіГЬ¶И¶ФЦҜОпөДөҜРФУлз§Р§№ыУ°ПмҪПҙуЎЈҫӯГЬТ»¶ЁКұЈ¬ОіГЬІ»ТЛ№эҙу»т№эРЎЎЈ№эҙуөДОіГЬҪ«К№ЦҜОпөДөҜРФУлз§Р§№ыҫщІоЈ¬№эРЎөДОіГЬҪ«К№ЦҜОпұнГжіцПЦЕӨҪбУлРЎұиЎЈ
5Ј®3ЦҜОпөДЖрөҜЖрз§Р§№ы»№УлЦҜОпөДҫӯОіГЬ¶ИұИУР№ШЈ¬әПККөДҫӯОіГЬ¶ИұИУҰК№ПаБЪБҪёщҫӯЙҙјдРОіЙТ»ёщНкХыөДОіЙҙВЭРэПЯЈ¬·сФтөҜРФұдРЎЈ¬Н¬КұТІДСТФЖрз§ЎЈ
5Ј®4АыУГХвТ»өҜРФЖр秹ӨТХјјКхЈ¬ІЙУГІ»Н¬өДФӯБПҝЙЦҜФмёчЦЦІ»Н¬өДөҜРФЖрз§ІъЖ·Ј¬·ў»УөҜРФЖрз§ЦҜОпКжККУлГА№ЫөДУЕөгЎЈ